
«Привет» с электрозапуском
Модернизируя свой «Привет», я решил оснастить его электрозапуском. Для этого был использован имеющийся в продаже электростартер СТ-351 от автомобиля «Запорожец». Правда, направление вращения его пришлось изменить на обратное (такая переделка стартера описывалась в сборнике №56).
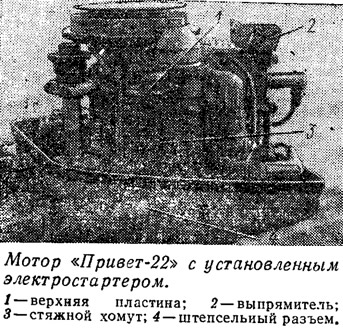
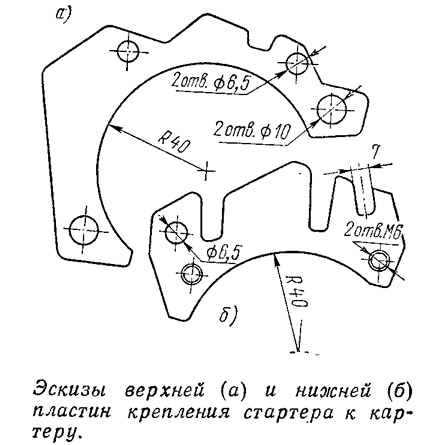
Стартер устанавливается с правой стороны двигателя, если смотреть на мотор спереди, и крепится двумя болтами за верхний фланец к стальной пластине толщиной 5 мм, закрепленной на двух стяжных болтах разъема картера верхнего цилиндра. Нижняя часть стартера стяжным хомутом притягивается к пластине, закрепленной на двух стяжных болтах разъема картера нижнего цилиндра.
Регулировка положения стартера по высоте производится подкладными шайбами, устанавливаемыми на болты крепления, а в горизонтальной плоскости (для обеспечения правильного зацепления с венцом маховика) — передвижением пластин. Такое крепление электростартера позволяет быстро снимать или устанавливать его на мотор, а также разбирать мотор на узлы, не снимая электростартера.
Зубчатый венец с Dнар=205, dвн=174 и модулем m=2,5 имеет горячую посадку на маховик с натягом 150 мкм. Для этого маховик протачивается до зубьев для шестерни ручного стартера, так как конструкция крепления электростартера позволяет пользоваться и ручным. Малая шестерня ручного стартера протачивается по торцу до получения высоты зуба 6 мм.
Для зарядки аккумулятора смонтирован выпрямитель в металлической коробке, закрепленной при помощи угольника на двух верхних шпильках головки блока. Провода от выпрямителя подсоединены к разъему на поддоне со стороны расположения электростартера.
Прогретый «Привет-22» от стартера заводится с первой попытки.
ДУ для «Привета-22»
Органы управления «Привета-22» имеют конструкцию и направление перемещения их рычагов управления, отличные от других отечественных подвесных моторов. Специального ДУ для этого мотора не выпускается, поэтому приходится или делать его самостоятельно, или приспосабливать ДУ, предназначенное для других моторов, например, «Вихря».
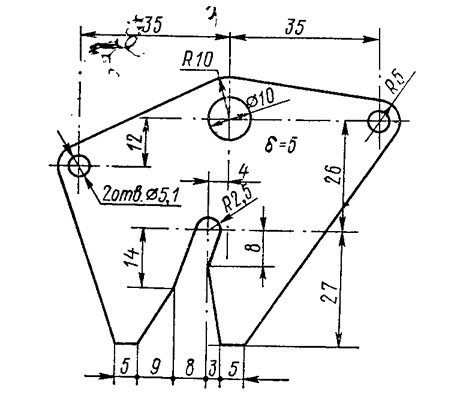
Днепропетровец Г. И. Иткин рекомендует в этом случае изготовить из стали одну деталь — пластину (см. рис.). Затем установить эту пластину на валик серийного ДУ вместо вилки, предназначенной для соединения с тягой реверса «Вихря», так, чтобы в прорезь пластины входил качающийся рычаг переключения реверса «Привета». Модернизированная плата ставится так же, как и на других моторах, — на переднюю ручку. Для этого в ней сверлятся два отверстия по 8 мм.
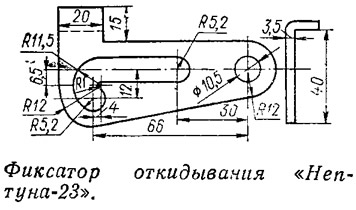
Фиксатор откидывания
Автоматическая фиксация мотора «Нептун-23» при самопроизвольном откидывании на заднем ходу очень неудобна и опасна при дистанционном управлении мотором, так как лодка теряет ход и управляемость. А. А. Водар из г. Салтыковки Балашихинского р-на предлагает сделать фиксатор откидывания с измененной конфигурацией паза, позволяющий зафиксировать мотор вручную, но автоматически не защелкивающийся (см. рис.).
Реконструкция карбюратора
У штатных карбюраторов моторов «Вихрь» всех моделей и «Привет-22» иногда при повышенной вибрации наблюдается вытекание топлива из поплавковой камеры, несмотря па то, что в камере применен рычажный механизм запирания клапана. Это происходит из-за большого веса всплывающих вместе с поплавком деталей (поплавок, шток с бронзовым упором, рычаг клапана и клапан).
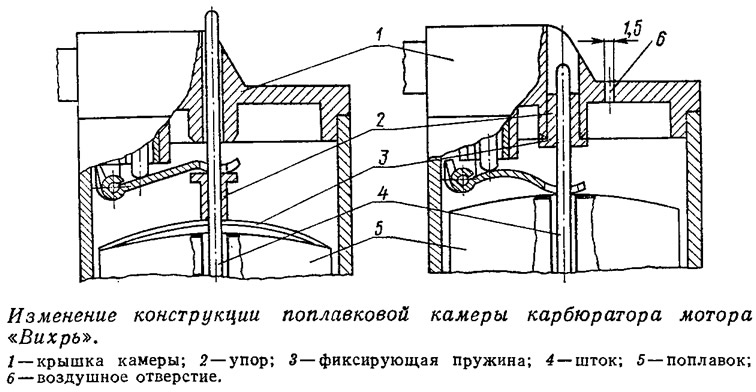
Казанцы В. А. Ляпунов и В. А. Штейнгольц увеличили полезную подъемную силу, реконструировав этот узел. Для этого шток поплавка при помощи штатного упора фиксируется в поплавковой крышке (см. рис.), фиксирующая пружина отпаивается от поплавка и рычаг клапана изгибается ниже на высоту упора. Подъемная сила поплавка, скользящего по неподвижному штоку, увеличивается настолько, что при подкачке топлива ручной грушей при заполнении поплавковой камеры груша не прожимается. В результате полностью прекращаются случаи переполнения топливом камеры во время работы мотора и даже уменьшается расход топлива за счет меньшей инерционности поплавка. Для доступа воздуха в поплавковую камеру (раньше он входил через отверстие для штока) в крышке сверлится отверстие. Если в это отверстие вклеить или закрепить на резьбе трубку высотой 15—20 мм, то случайное вытекание топлива полностью исключается.
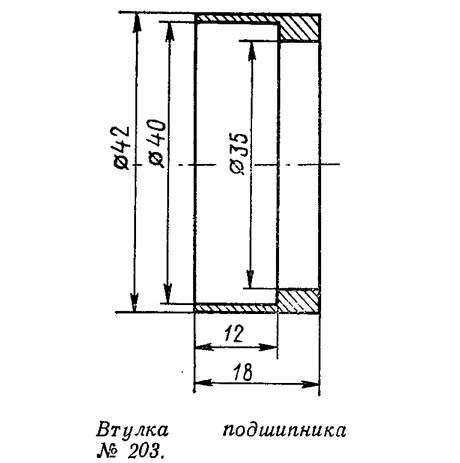
Замена подшипника
Приобретение запасных частей для подвесного мотора, особенно подшипников и шестерен редуктора, часто становится неразрешимой проблемой. Безуспешно пытаясь раздобыть игольчатый подшипник шестерни переднего хода, разрушившийся из-за коррозии после попадания воды в редуктор, В. К. Овчинников (г. Тольятти) смог реконструировать задний подшипниковый узел гребного вала. Вместо дефицитного игольчатого подшипника он советует установить шарикоподшипник № 203. Для этого из стали или латуни вытачивается втулка (см. рис.) для подшипника, ступица шестерни переднего хода укорачивается на высоту подшипника с припуском 1—1,5 мм. При монтаже редуктора, как обычно, сначала ставится упорный подшипник 8106, а затем обойма с шариковым подшипником так, чтобы кольцо упорного подшипника упиралось в буртик обоймы.
При такой реконструкции вместо шестерни переднего хода можно использовать шестерню заднего хода которая обычно имеет лучшую сохранность из-за значительно меньшей нагружениости. Однако при реконструкции редуктора таким способом надежность задней опоры гребного вала снижается не только из-за меньшей грузоподъемности подшипника № 203, но и вследствие того, что радиальная нагрузка, воспринимаемая шестерней переднего хода, в этом случае передается только на подшипник скольжения ступицы шестерни.
Разъемная тяга реверса
О трудности снятия и установки дейдвуда на моторах «Вихрь» всех моделей мы уже неоднократно писали в сборнике. Приводились советы устранения этих трудностей, в том числе изготовление разъемной тяги реверса (см. сборник №42). Киевлянин В. И. Лакеев также рекомендует применять разъемную тягу. Но дополнительно к этому на верхний конец напорной трубки системы охлаждения устанавливается фланец, выточенный из латуни или стали (см. рис.), который крепится к дейдвуду тремя винтами М4 с потайной головкой. Фланец на трубке закрепляется или на тугой посадке, с предварительным разогревом, или приклеивается эпоксидным клеем.
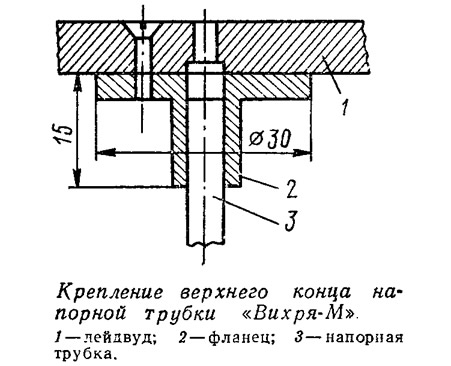
Автор применил паяное соединение втулки, но надежность такого крепления алюминиевой трубки с фланцем получится невысокой, да и паять нужно со специальным флюсом. В этом случае лучше заменить трубку на медную такого же диаметра.
Почему происходят коксование поршневых колец и интенсивное нагарообразование в камерах сгорания «Нептуна-23», даже если Инструкция по применению ГСМ соблюдается?
При приготовлении топливной смеси, как правило, уделяют большое внимание обеспечению требуемого процентного состава смеси и гораздо меньше — сорту применяемого масла. Часто из-за отсутствия в продаже рекомендованных инструкцией марок применяют те масла, которые удалось приобрести.
Тем не менее даже при использовании рекомендованных заводом сортов бензина и масел иногда наблюдается чрезмерное нагарообразование и, как следствие, коксование поршневых колец. В чем же дело?
Одним из основных параметров масла, влияющим на нагарообразование, является зольность. Чем она выше, тем больше отложении в камере сгорания, на поршнях, на электродах свечей. Даже для одной марки масла в зависимости от наличия присадок в нем зольность может быть различной. Так, для рекомендуемых заводом масел АСп-10 и АКп-10 (ГОСТ 1862—63) зольность может колебаться от 0,35% ДО 0,63%.
Сейчас наибольшее распространение в продаже получили масла АС-8 (М-8Б), которые имеют повышенную зольность. Так, масло АС-8 (М-8Б1У) по ТУ 38-101-374—73 имеет зольность 0,8÷0,9%; АС-8 (М-8В0 по ТУ 38-101-528—75 — 0,9÷1,0%; АС-8 по ГОСТ 10541—63 — 0,45%. Естественно, что при покупке масел предпочтение нужно отдавать тем, у которых зольность наименьшая.
Следует отметить, что специальные масла для двухтактных двигателей (и в том числе для подвесных моторов), выпускаемые зарубежными фирмами, имеют гораздо меньшую зольность, чем наши автотракторные масла, используемые, в данном случае, не но своему прямому назначению. Так, масло «Outboard motor Oil», выпускаемое для лодочных моторов фирмы «Вольво-Пента», имеет зольность всего 0,013%.
Сейчас па заводе проводятся испытания моторов на маслах с повышенной зольностью.
1. Почему происходит загибание концоз лопастей "голубого" винта (шаг 300 мм) внутрь — в сторону дзижения — при двухмоторной установке?
2. Прошу привести чертеж кулачка переключения реверс-редуктора — деталь 160 600 024.
1. Случаи деформирования концов лопастей гребного винта (дет. 160 602 600), не связанные с механическим воздействием (наезд на мель, топляки, плавающие предметы и т. п.), в практике заводских натурных испытаний моторов «Нептун» (всех моделей), в том числе и па двухмоторных лодках, не наблюдались. Мы не получали аналогичных сигналов. Нагрузка па лопасти винта, равная всего 120—130 кг при работе на швартовах, на ходу уменьшается вдвое. Очевидно ваш винт было бы необходимо исследовать дополнительно.
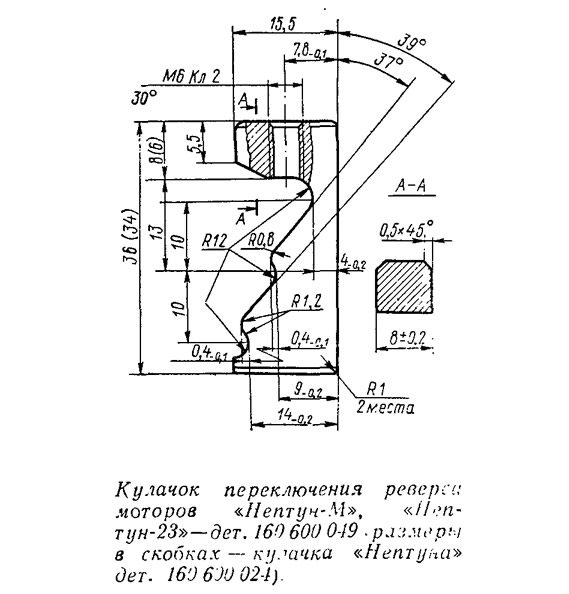
2. Кулачок переключения реверса — дет. 160 600 024 применялся только на моторах «Нептун» и в настоящее время не изготавливается. Приводим чертеж кулачка — дет. 160 600 049, который заменил его на «Нептуне-М» и «Нептуне-23». Отличие кулачков только в общей высоте (см. рис.).
Кулачок изготавливается из стали 9ХС (ГОСТ 5950—73) литьем в землю с дальнейшей механической обработкой специальной фасонной фрезой и термообработкой для обеспечения твердости HRC≈56. Термообработка заключается в закалке в соляной ванне с нагревом до 870 ±10°С и охлаждением в масляной ванне и отпуске с температурой 300°С. После термообработки кулачок кадмируется (толщина слоя 0,004—0,006) и пассивируется.