При формовании стеклопластикового корпуса я, как очевидно, и многие другие малоопытные судостроители-любители, столкнулся с неожиданностью. Едва ли не самой трудоемкой операцией оказалась обработка поверхностей. Пусть знающие люди поделятся опытом, будем очень благодарны.
При изготовлении корпусов из стеклопластика и композитной конструкции, в которой стеклопластик используется для защиты от воздействия влаги и придания корпусу механической прочности, приходится сталкиваться с обработкой стеклопластиковых поверхностей, имеющих значительную площадь.
Трудоемкость обработки стеклопластика из-за его высокой механической прочности и низкой стойкости шлифовальных дисков, лент и т. д. — высокая.
Можно рекомендовать при изготовлении стеклопластиковых корпусов добавку в связующее (эпоксидная, полиэфирная смолы) 8—10% талька. что заметно снижает трудоемкость обработки при практически неизменных механических характеристиках стеклопластика.
Для обработки стеклопластиковых поверхностей наиболее рационально использовать электрическую дрель, в патроне которой зажимается оправка с установленным на нее шлифовальным диском на тканевой основе.
Применение шлифовальных дисков на бумажной основе нерационально, так как их стойкость при частоте вращения дрели около 2000 об/мин составляет не более 3—5 мин.
В кружке гидрокартингистов Донецкой областной станции юных техников используется специальный шлифовальный диск для обработки стеклопластика, который отличается от существующих характером взаимного расположения абразивных зерен, использованием а качестве связующего эпоксидных смол и повышенной радиальной жесткостью диска.
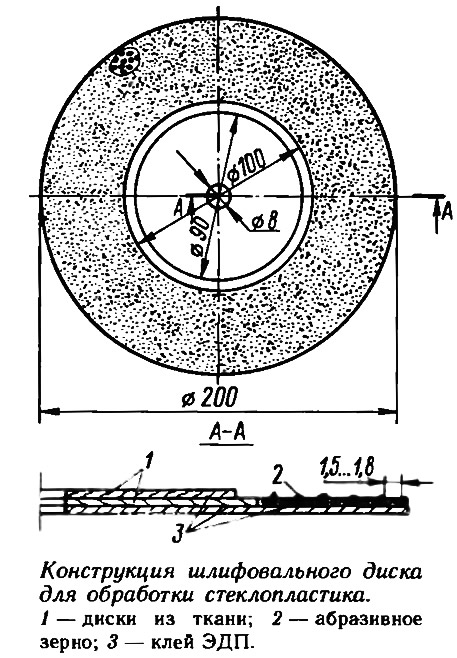
В качестве заготовки использован стандартный шлифовальный диск на тканевой основе диаметром 200 мм (ТУ 18-20-82, артикул 53-28-y, зернистость — 25). Из такого же диска (желательно — бывшего а употреблении) вырезаются два диска диаметром 90 и 100 мм соответственно и наклеиваются на нерабочую поверхность стандартного диска. На эту же поверхность наносится спой клея ЭДП (ТУ 6-1070-82), в который добавлено 10% талька. Толщина клеевого слоя составляет 0,5—0,8 мм. Затем из отходов шлифовальных кругов с величиной шлифзерна в поперечнике 50—100 (размер зерна основной фракции 500—1250 мкм) отбирается и просеивается на покрытую клеем поверхность диска слой абразивных зерен (в приведенной конструкции материал абразивного зерна Э9, К37).
В среднем расстояние между нанесенными абразивными зернами 1,5—2,0 мм. Идеальным в работе получается диск с малой плотностью, который выглядит как посыпанная гравием дорожка. После полимеризации клея диск готов к работе. Если в качестве клея будет применяться эпоксидная смола (например ЭД-6 и др.). ее необходимо пластифицировать введением касторового масла или дибутипфтапата для повышения гибкости диска.
Наличие дополнительных тканевых дисков увеличивает радиальную жесткость основного шлифовального диска, что предотвращает потерю устойчивости в радиальном направлении.
Как показала практика, стойкость самодельных дисков составляет 140—160 мин при частоте вращения дрели около 3000 об/мин, что почти в 5—6 раз превышает срок службы стандартных дисков. Причем диск не имел повреждений и в месте крепления его к резиновой части оправки.
Таким же способом можно изготовить шлифовальные круги других типоразмеров, а также полотна для шлифовальных машин типа «Электра» и др.
Если рабочая поверхность диска все же забилась продуктами обработки, ее нетрудно очистить, промыв в ацетоне.
Еще раз хочется напомнить, что, шлифуя стеклопластик, необходимо надевать респиратор или марлевую повязку, на глаза — защитные очки, а на шею — шарф.
Мелкие осколки стеклопластика и смолы, попав на кожу, могут вызывать сильное раздражение.

- Главная
- Консультации
- Полезные советы
- 1990 год
- Шлифовальный диск для обработки стеклопластика
Подкатегории раздела
Полезные устройства
Полезные советы
Улучшение судов
Улучшение моторов
Опыт эксплуатации
Техника плавания
Разбор аварий
Рыболовам
Поделитесь информацией
Похожие статьи
Универсальная семейная лодка из стеклопластика «Шкипер-14»
Конструкции корпусов лодок из стеклопластика
Перспективы применения стеклопластика для изготовления лодок
Гребные винты из стеклопластика
Миниатюрная мотолодка-тримаран из стеклопластика
Технология изготовления мачт из стеклопластика
Катер из стеклопластика на полиэфирной смоле
Постройка корпусов малых судов из стеклопластика
Ремонт мелких судов из стеклопластика
Лодка «ОЛ-1» из стеклопластика для охоты и туризма
Гребной винт из стеклопластика
Моторная лодка ПК-5 из стеклопластика
Прогулочная лодка из стеклопластика «Кафа»
Шлюпка из стеклопластика проекта «Ледянка»
Конструкции корпусов лодок из стеклопластика
Перспективы применения стеклопластика для изготовления лодок
Гребные винты из стеклопластика
Миниатюрная мотолодка-тримаран из стеклопластика
Технология изготовления мачт из стеклопластика
Катер из стеклопластика на полиэфирной смоле
Постройка корпусов малых судов из стеклопластика
Ремонт мелких судов из стеклопластика
Лодка «ОЛ-1» из стеклопластика для охоты и туризма
Гребной винт из стеклопластика
Моторная лодка ПК-5 из стеклопластика
Прогулочная лодка из стеклопластика «Кафа»
Шлюпка из стеклопластика проекта «Ледянка»
Шлифовальный диск для обработки стеклопластика
Год: 1990. Номер журнала «Катера и Яхты»: 143 (Все статьи)
ПРЕДЫДУЩИЕ СТАТЬИ
Рыбацкие хитрости: кивок на прищепке, пешня и ледобур
Плавания по Ладоге на «Казанке-М» с парусным вооружением
Консультации по моторам «Вихрь», «Нептун», «Ветерок» и прочим
Карандаш и пластырь для ремонта корпуса
Ремонт трещин на надувных лодках
Комплект электронных приборов для яхт фирмы «Сильва»
Садок для малька на мотолодке
Экспресс-анализ гоночных парусов
Пять вопросов на проверку знаний правил парусных соревнований
Продольные реданы на мотолодке «Днепр»
Полезные мелочи: весло-гребок, кренометр, водонепроницаемая ткань...
Консультации по подвесным моторам «Москва», «Ветерок» и прочим
Компактный индукционный лаг
Идея «воздушной гусеницы» для снижения сопротивления
Права и обязанности при разговоре с госинспектором
Плавания по Ладоге на «Казанке-М» с парусным вооружением
Консультации по моторам «Вихрь», «Нептун», «Ветерок» и прочим
Карандаш и пластырь для ремонта корпуса
Ремонт трещин на надувных лодках
Комплект электронных приборов для яхт фирмы «Сильва»
Садок для малька на мотолодке
Экспресс-анализ гоночных парусов
Пять вопросов на проверку знаний правил парусных соревнований
Продольные реданы на мотолодке «Днепр»
Полезные мелочи: весло-гребок, кренометр, водонепроницаемая ткань...
Консультации по подвесным моторам «Москва», «Ветерок» и прочим
Компактный индукционный лаг
Идея «воздушной гусеницы» для снижения сопротивления
Права и обязанности при разговоре с госинспектором
ТЕКУЩАЯ СТАТЬЯ
Шлифовальный диск для обработки стеклопластика
СЛЕДУЮЩИЕ СТАТЬИ
Моторная лодка: путевой расход топлива на полном ходу
Пять вопросов на проверку знаний правил парусных соревнований (часть 2)
Управление «Летучим Голландцем» на волне
Испытания спасательных жилетов для спортсменов
Швертовый колодец со створками
Полезные мелочи: якорь, спуск лодки, багажник, ткань, наконечник...
Пробник электрика для походных условий
Съемник гребного винта для мотора «Нептун»
Спидометр на моторной лодке с датчиком из алюминиевого сплава
Возможность использования на катере двигателя от «Запорожца»
Нужны ли четыре лопасти на гребном винте?
Пять вопросов на проверку знаний правил парусных соревнований (часть 3)
Отзыв об эксплуатации швертбота «ЛЭС-750»
Техника безопасности использовании пропан-бутана на малых судах
Простой цифровой тахометр
Пять вопросов на проверку знаний правил парусных соревнований (часть 2)
Управление «Летучим Голландцем» на волне
Испытания спасательных жилетов для спортсменов
Швертовый колодец со створками
Полезные мелочи: якорь, спуск лодки, багажник, ткань, наконечник...
Пробник электрика для походных условий
Съемник гребного винта для мотора «Нептун»
Спидометр на моторной лодке с датчиком из алюминиевого сплава
Возможность использования на катере двигателя от «Запорожца»
Нужны ли четыре лопасти на гребном винте?
Пять вопросов на проверку знаний правил парусных соревнований (часть 3)
Отзыв об эксплуатации швертбота «ЛЭС-750»
Техника безопасности использовании пропан-бутана на малых судах
Простой цифровой тахометр
Ссылка на эту статью в различных форматах
HTMLTextBB Code
Комментарии к этой статье
Еще нет комментариев
Barque.ru © 2013 | Контакты | Карта сайта | Мобильная версия
Судостроение: Парусные суда Моторные суда Технологии Экранопланы
Моторы: Описание моторов Устройство моторов Самодельные моторы Тюнинг моторов Обслуживание моторов Дистанционное управление
Проекты: Парусные яхты Парусные катамараны Парусные тримараны Моторные лодки Катера Туристические суда Рыболовные суда Виндсерфинги и лыжи Прицепы и трейлеры Прочие проекты
Спорт: Новости спорта Парусные соревнования Водномоторный спорт Воднолыжный спорт Виндсерфинг Буерные соревнования Соревнования туристов
Консультации: Полезные устройства Полезные советы Улучшение судов Улучшение моторов Опыт эксплуатации Техника плавания Разбор аварий Рыболовам
Кругозор: Новые суда и устройства Интересные события Интересные факты Интервью Карты и маршруты Официальные данные Проблемы малого флота Яхт-клубы и стоянки Письма в редакцию
Истории: Путешествия Туристические походы Знаменитые корабли Военная страничка Литературная страничка История флота Прочие истории
Судостроение: Парусные суда Моторные суда Технологии Экранопланы
Моторы: Описание моторов Устройство моторов Самодельные моторы Тюнинг моторов Обслуживание моторов Дистанционное управление
Проекты: Парусные яхты Парусные катамараны Парусные тримараны Моторные лодки Катера Туристические суда Рыболовные суда Виндсерфинги и лыжи Прицепы и трейлеры Прочие проекты
Спорт: Новости спорта Парусные соревнования Водномоторный спорт Воднолыжный спорт Виндсерфинг Буерные соревнования Соревнования туристов
Консультации: Полезные устройства Полезные советы Улучшение судов Улучшение моторов Опыт эксплуатации Техника плавания Разбор аварий Рыболовам
Кругозор: Новые суда и устройства Интересные события Интересные факты Интервью Карты и маршруты Официальные данные Проблемы малого флота Яхт-клубы и стоянки Письма в редакцию
Истории: Путешествия Туристические походы Знаменитые корабли Военная страничка Литературная страничка История флота Прочие истории