
Необходимо сразу сделать оговорку, что данный способ применим для изготовления винтов с дисковым отношением менее 0,5. Например, для «Вихря» или «Нептуна» штатный винт не получится, а вот для ПМ «Ветерок-8», «Салют», «Прибой», «Снеток» сделать винт из трубы вполне возможно.
Способ реализуется в следующей последовательности.
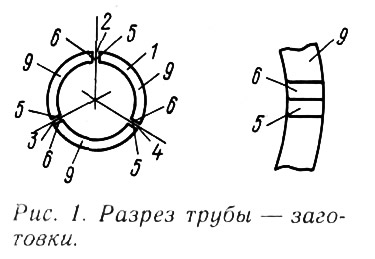
1. Выбирают заготовку — толстостенную трубу 1 из стали или латуни (рис. 1). Ее внутренний диаметр должен быть достаточен для нарезания резьбы под хвостовик гребного вала, а если винт делается для подвесного мотора, то внутрь трубы необходимо вставить стандартный демпфер.
Внешний диаметр заготовки должен соответствовать диаметру ступицы.
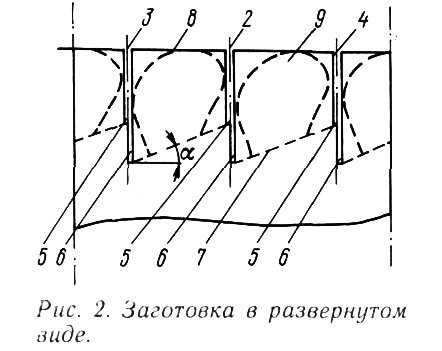
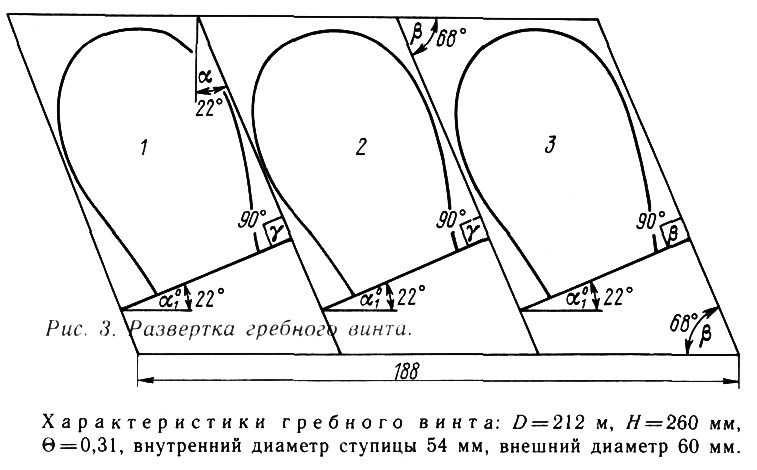
2. При изготовлении трехлопастного винта — в трубе ножовкой вырезают три продольных паза 2, 3 и 4. Каждый паз образован коротким пропилом 5 и сопряженным с ним длинным пропилом 6, определяющими своими конечными участками начальную точку входящей (пропил 5) и выходящей (пропил 6) кромок лопасти. Линия 7, соединяющая концы пропилов, является линией отгиба лопастей — секторов 9 (рис. 2). Сделать это лучше при помощи развертки гребного винта, начерченной на бумаге. Она оборачивается вокруг трубы и приклеивается к ней (рис. 3).
Контур кромки лопасти получают путем механической обработки по линии 8 (опиловка, обрубка, газорезка).
3. Отгибают сектор 9 на внешнюю сторону трубы 1 и придают при этом лопастям требуемый профиль.
Все операции можно осуществлять вручную. Труба жестко закрепляется, чтобы противостоять усилиям при механической обработке контура лопастей и последующем их отгибе. Если применяется стальная труба (лучше использовать мягкие марки стали например Ст. 3), то без предварительного нагрева лопасти не отогнуть. Нагревать металл нужно ниже линии 7 (см. рис. 2), после чего лопасть отгибается легким усилием плоскогубцев.

Лопасти из латунных или алюминиевых труб можно отгибать без нагрева.
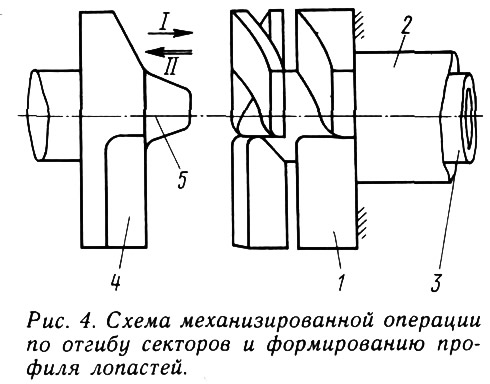
В заводских условиях операции по отгибу секторов и формированию профиля лопастей совмещаются и значительно упрощаются, если использовать два кондуктора. Упорный кондуктор 1, имеющий хвостовик 2, надетый на заготовку-трубу 3, формирует всасывающую (переднюю) сторону лопасти (см. рис. 4). Отгиб лопастей производится кондуктором 4, имеющим осевой центровой выступ 5, дожимая заготовки лопастей до упора в кондуктор 1.
Комментарий редакции
Идея Ю. Белошенко изготавливать гребные винты, имея под руками лишь плоскогубцы, ножовку по металлу да кусок трубы, поначалу кажется заманчивой. Однако образец сделанного автором гребного винта, присланный в редакцию, убедил нас в том, что изготовить качественный винт из обрезка трубы совсем не просто.
Прежде всего практически невозможно придать лопастям правильную винтовую поверхность. На практике проще согнуть заготовки лопастей, вырезанных из плоских листов, обработать их по шаблонам поперечных сечений и затем приварить к ступице. Очевидно и то, что из трубы можно вырезать лопасти лишь ограниченной ширины — для винта с малым дисковым отношением. Такие винты имеют ограниченное применение. Неоправданно велик диаметр ступицы. Таким образом, вряд ли можно рассчитывать получи ь предлагаемым способом винт с достаточным КПД.
Однако данным методом можно воспользоваться в аварийной ситуации, при потере основного винта, вдали от базы, когда под рукой как раз и могут оказаться лишь обрезок трубы и необходимый инструмент.