Различные способы охлаждения штатного выхлопного коллектора автомобильного двигателя «М-21», в том числе предложенный в «КиЯ» №57, нельзя признать оптимальными по техническим, эксплуатационным и эстетическим признакам.
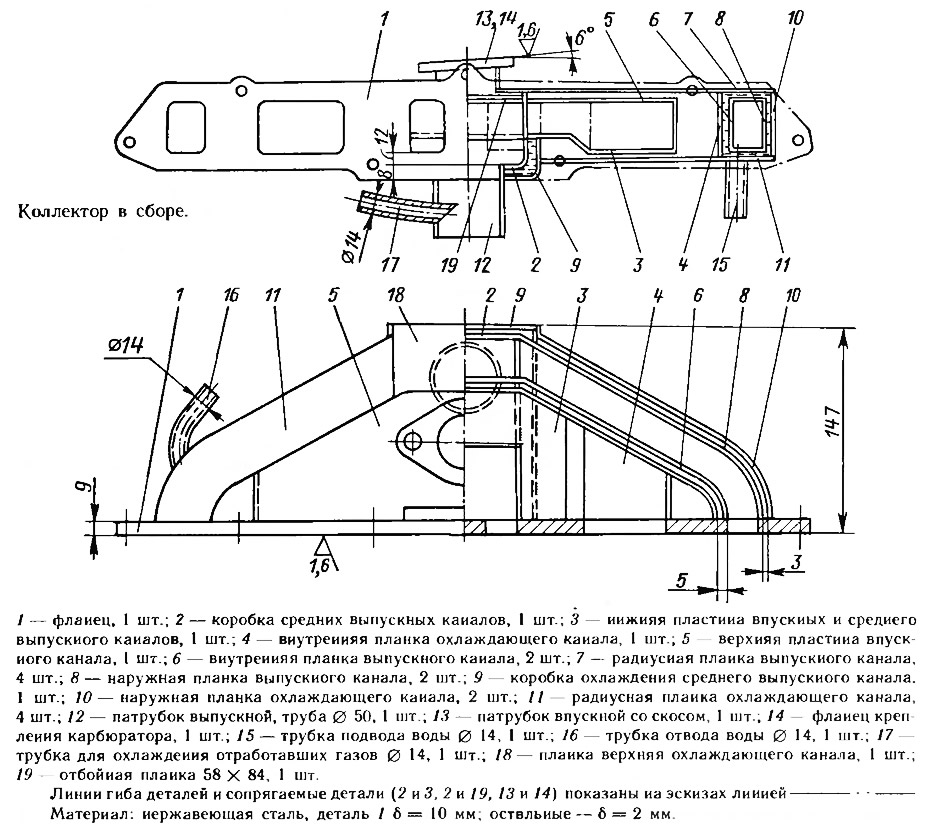
Вместо двух штатных (впускного и выпускного) коллекторов нами разработан, изготовлен и проверен в эксплуатации совмещенный коллектор сварной конструкции, имеющий общий фланец и рубашку системы охлаждения. Конструкция коллектора предварительно была отработана на модели из картона. Коллектор компактен, прост в изготовлении, его вес в два раза меньше веса двух штатных коллекторов автомобиля. В нем сохранен подогрев рабочей смеси: часть выпускного канала, не охлаждаемая водой, проходит через впускной канал, а охлаждающая вода циркулирует в пространстве между стенками впускного и выпускного каналов.
Конструкция коллектора обеспечивает удобный доступ к деталям его крепления, хомутам, фиксирующим шланги охлаждения и выпуска отработавших газов.
Значительно понизилась пожароопасность и возможность получения ожогов, а также возросла надежность продолжительной работы двигателя на режиме крейсерской скорости.
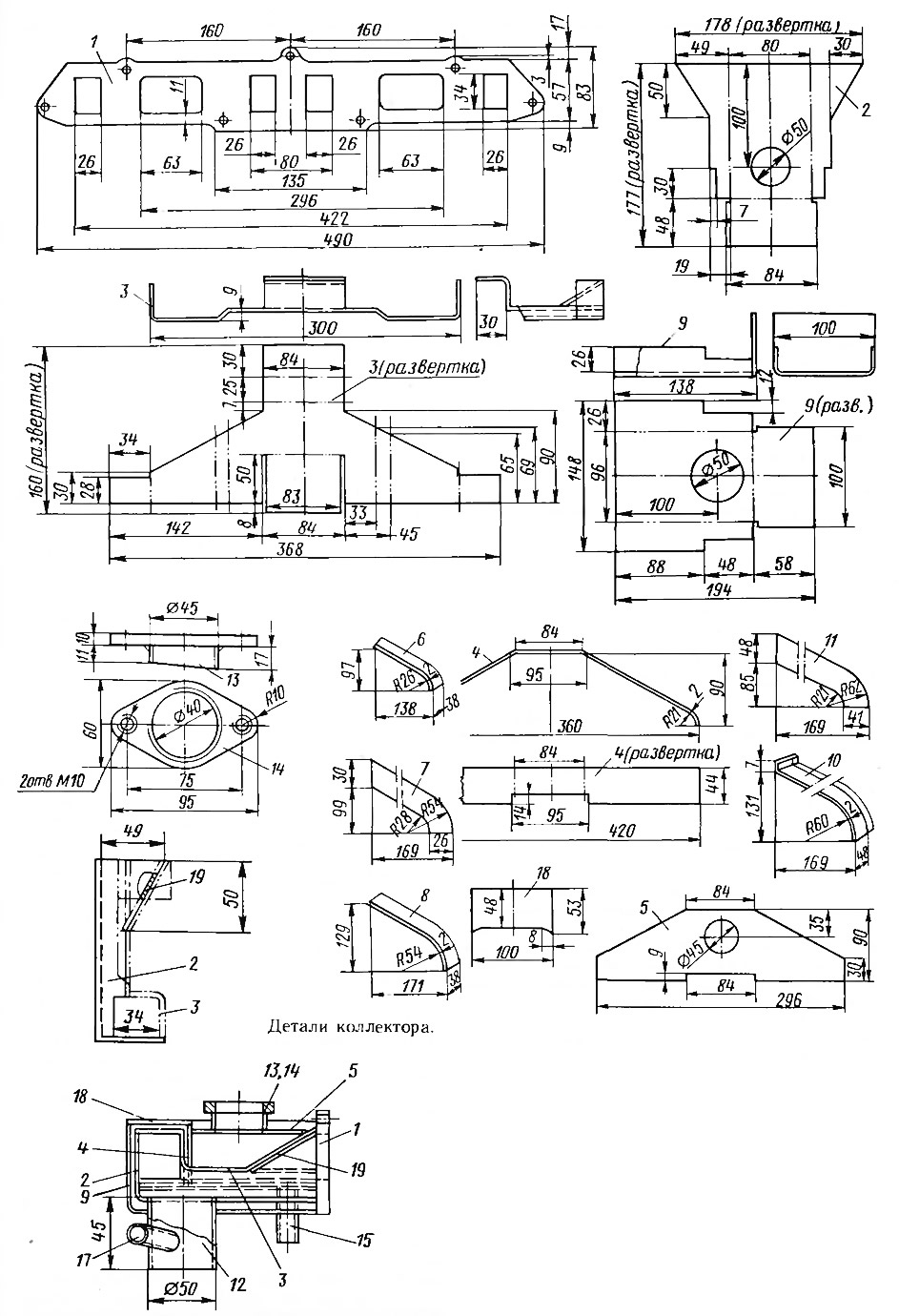
Фланец коллектора практически повторяет конфигурацию штатной прокладки двигателя «М-21», за исключением ее нижней части между двумя отверстиями, где фланец имеет большую высоту.
Порядок сборки и сварки коллектора:
1. К коробке 1 приварить отбойную планку 19 в районе скоса. Варить изнутри.
2. К фланцу 1 приварить деталь 2, при этом выдержать размер 12 мм от нижней кромки окон на фланце до внутренней плоскости дет. 2.
3. Приварить нижнюю пластину 3 впускных и среднего выпускного каналов.
4. К дет. 3 приварить охватывающую внутреннюю планку охлаждающего канала 4 (она же является частью впускной камеры). Приварить ее концы к фланцу, при этом выдержать размер 5 мм от внутренней кромки крайних выпускных окон.
5. Приварить к фланцу 1, коробке 2 и пластине 3 концы внутренних планок выпускного канала 6 (правую и левую). К фланцу планки 6 приварить заподлицо с внутренней кромкой крайних выпускных окон.
6" Приварить к фланцу 1, планкам 6 и пластине 3 радиусные планки выпускного канала 7. К фланцу варить заподлицо с верхними и нижними кромками выпускных окон.
7. Приварить к коробке 2 выпускной патрубок 12.
На этом закончена сборка выпускных каналов и необходимо проверить герметичность сварных швов.
8. Надеть на выпускной патрубок 12 коробку охлаждения среднего выпускного канала 9 до упора в кромки внутренней планки охлаждающего канала (дет. 4) в нижнюю пластину 3 и приварить коробку 9 к фланцу 1, деталям 3, 4 и 12.
9. К фланцу и коробке 9 приварить наружную планку охлаждающего канала 10 с зазором в 3 мм от детали 8.
10. К дет. 9 и 4 приварить планку верхнего охлаждающего канала 18.
11. К деталям 4, 10 и 18 приварить радиусные планки охлаждающего канала 11.
12. К фланцу крепления карбюратора 14 приварить впускной патрубок 13.
13. Приварить патрубок со скосом 13 вместе с фланцем карбюратора к верхней пластине впускного канала 5.
14. Установить дет. 5 в сборе с патрубком заподлицо с верхними кромками впускных окон во фланце, оперев ее концами на отогнутые вверх концы дет. 3. Вырез в средней части дет. 5 охватывает коробку средних выпускных каналов и отогнутую часть нижней пластины 3. Приварить дет. 5 к деталям 1, 2, 3, 4.
15. Просверлить отверстия диаметром 10 мм в деталях 10, 11 и 12 и вварить заготовленные трубки для воды 15, 16, 17.
После сборки и сварки необходимо проверить герметичность сварных швов охлаждающих каналов. Затем коллектор отжечь и обработать плоскости фланцев коллектора и крепления карбюратора. К выхлопному патрубку заготовить и приварить колено трубы диаметром 50 мм в направлении транца. На это колено надевается дюритовый шланг отвода отработавших газов. Трубки 16 и 17 соединяются дюритовым шлангом.
Такой же конструкции может быть изготовлен и коллектор для двигателя «М-24».

- Главная
- Моторы
- Тюнинг моторов
- 1988 год
- Охлаждаемый коллектор для двигателя «М-21»
Подкатегории раздела
Описание моторов
Устройство моторов
Самодельные моторы
Тюнинг моторов
Обслуживание моторов
Дистанционное управление
Поделитесь информацией
Похожие статьи
Новый лодочный мотор на базе узлов двигателя Д5
Конверсия автомобильного двигателя «Москвич»
Установка двигателя от автомобиля «Запорожец» на лодке
Электромеханический тахометр для двигателя
Усиление коренных опор двигателя «СМ-557Л»
Электронный тахометр для любого двигателя
Как устроена система продувки двигателя
Сборка двигателя лодочного мотора «Москва-30»
Моторесурс стационарного катерного двигателя
Устройство системы выпуска двухтактного двигателя
Применение стробоскопа для установки опережения зажигания двигателя
Установка стационарного двигателя с водометом вместо ПМ
Подвесной мотор на базе автомобильного двигателя
Попытка создания двигателя внутреннего сгорания без недостатков
Конверсия автомобильного двигателя «Москвич»
Установка двигателя от автомобиля «Запорожец» на лодке
Электромеханический тахометр для двигателя
Усиление коренных опор двигателя «СМ-557Л»
Электронный тахометр для любого двигателя
Как устроена система продувки двигателя
Сборка двигателя лодочного мотора «Москва-30»
Моторесурс стационарного катерного двигателя
Устройство системы выпуска двухтактного двигателя
Применение стробоскопа для установки опережения зажигания двигателя
Установка стационарного двигателя с водометом вместо ПМ
Подвесной мотор на базе автомобильного двигателя
Попытка создания двигателя внутреннего сгорания без недостатков
Охлаждаемый коллектор для двигателя «М-21»
Год: 1988. Номер журнала «Катера и Яхты»: 132 (Все статьи)
ПРЕДЫДУЩИЕ СТАТЬИ
Подборка статей по улучшению слабых мест мотора «Вихрь»
Новые дизедьные двигатели «РД-180» и «З-ЭД-12»
Подвесные моторы фирмы «ОМС» 1987 модельного года
Регулировка и смазка редуктора мотора «Вихрь»
Стабилизатор напряжения генераторной катушки магдино
«Чистый» карбюратор мотора «Вихрь»
Высоковольтные трансформаторы для электронных систем зажигания
Подготовка подвесного мотора к зимовке
Прибор «ИЛМ» для измерения частоты вращения моторов с ЭСЗ
Регулировка карбюратора мотора «Вихрь-30Э»
Самодельный малогабаритный подвесной мотор из двигателя «Д5»
Однорычажное ДУ для мотора «Вихрь»
Поддон-топливосборник подвесных моторов
Обслуживание подвесного мотора после падения в воду
Степень сжатия двигателей: величина, измерение, повышение мощности
Новые дизедьные двигатели «РД-180» и «З-ЭД-12»
Подвесные моторы фирмы «ОМС» 1987 модельного года
Регулировка и смазка редуктора мотора «Вихрь»
Стабилизатор напряжения генераторной катушки магдино
«Чистый» карбюратор мотора «Вихрь»
Высоковольтные трансформаторы для электронных систем зажигания
Подготовка подвесного мотора к зимовке
Прибор «ИЛМ» для измерения частоты вращения моторов с ЭСЗ
Регулировка карбюратора мотора «Вихрь-30Э»
Самодельный малогабаритный подвесной мотор из двигателя «Д5»
Однорычажное ДУ для мотора «Вихрь»
Поддон-топливосборник подвесных моторов
Обслуживание подвесного мотора после падения в воду
Степень сжатия двигателей: величина, измерение, повышение мощности
ТЕКУЩАЯ СТАТЬЯ
Охлаждаемый коллектор для двигателя «М-21»
СЛЕДУЮЩИЕ СТАТЬИ
Самодельный рычаг поворота основания магдино
Модифицированная водяная помпа для мотора «Вихрь»
Установка карбюратора типа К60В на мотор «Салют»
Угловая реверсивная колонка из стандартных деталей
Ремонт шестерни редуктора мотора «Вихрь»
Поиск мощности и экономичности мотора «Вихрь»
Что такое турбонаддув двигателя внутреннего сгорания
Два карбюратора на моторе «Нептуне»
Сигнализатор наличия воды в системе охлаждения ПМ
Опыт доводки подвесного мотора «Вихрь-М»
Разъем на силовом проводе аккумулятора
Электромеханическая система ДУ реверсом подвесного мотора
Питание моторов «Салют-М» и «Спутник» от общего бензобака
Усовершенствованный подвесной мотор «Ветерок-8М»
Стационарные двигатели типа «УД-1» для лодок
Модифицированная водяная помпа для мотора «Вихрь»
Установка карбюратора типа К60В на мотор «Салют»
Угловая реверсивная колонка из стандартных деталей
Ремонт шестерни редуктора мотора «Вихрь»
Поиск мощности и экономичности мотора «Вихрь»
Что такое турбонаддув двигателя внутреннего сгорания
Два карбюратора на моторе «Нептуне»
Сигнализатор наличия воды в системе охлаждения ПМ
Опыт доводки подвесного мотора «Вихрь-М»
Разъем на силовом проводе аккумулятора
Электромеханическая система ДУ реверсом подвесного мотора
Питание моторов «Салют-М» и «Спутник» от общего бензобака
Усовершенствованный подвесной мотор «Ветерок-8М»
Стационарные двигатели типа «УД-1» для лодок
Ссылка на эту статью в различных форматах
HTMLTextBB Code
Комментарии к этой статье
Еще нет комментариев
Barque.ru © 2013 | Контакты | Карта сайта | Мобильная версия
Судостроение: Парусные суда Моторные суда Технологии Экранопланы
Моторы: Описание моторов Устройство моторов Самодельные моторы Тюнинг моторов Обслуживание моторов Дистанционное управление
Проекты: Парусные яхты Парусные катамараны Парусные тримараны Моторные лодки Катера Туристические суда Рыболовные суда Виндсерфинги и лыжи Прицепы и трейлеры Прочие проекты
Спорт: Новости спорта Парусные соревнования Водномоторный спорт Воднолыжный спорт Виндсерфинг Буерные соревнования Соревнования туристов
Консультации: Полезные устройства Полезные советы Улучшение судов Улучшение моторов Опыт эксплуатации Техника плавания Разбор аварий Рыболовам
Кругозор: Новые суда и устройства Интересные события Интересные факты Интервью Карты и маршруты Официальные данные Проблемы малого флота Яхт-клубы и стоянки Письма в редакцию
Истории: Путешествия Туристические походы Знаменитые корабли Военная страничка Литературная страничка История флота Прочие истории
Судостроение: Парусные суда Моторные суда Технологии Экранопланы
Моторы: Описание моторов Устройство моторов Самодельные моторы Тюнинг моторов Обслуживание моторов Дистанционное управление
Проекты: Парусные яхты Парусные катамараны Парусные тримараны Моторные лодки Катера Туристические суда Рыболовные суда Виндсерфинги и лыжи Прицепы и трейлеры Прочие проекты
Спорт: Новости спорта Парусные соревнования Водномоторный спорт Воднолыжный спорт Виндсерфинг Буерные соревнования Соревнования туристов
Консультации: Полезные устройства Полезные советы Улучшение судов Улучшение моторов Опыт эксплуатации Техника плавания Разбор аварий Рыболовам
Кругозор: Новые суда и устройства Интересные события Интересные факты Интервью Карты и маршруты Официальные данные Проблемы малого флота Яхт-клубы и стоянки Письма в редакцию
Истории: Путешествия Туристические походы Знаменитые корабли Военная страничка Литературная страничка История флота Прочие истории