О личном пользовании судоводителей-любителей находится изрядное количество малых водоизмещающих судов, оборудованных стационарными карбюраторными двигателями типа «УД-1» и «УД-2».
Эти четырехтактные двигатели, рассчитанные на тяжелые условия эксплуатации, экономичны и надежны в работе. Моторесурс, благодаря отдельной системе смазки, значительно выше, чем у подвесных лодочных моторов. При оптимальном подборе гребного винта достигаются неплохие экономические результаты эксплуатации. Так при установке двигателя «УД-1» с редуктором 1:3 (гребной винт D=0,336 м; Н=0,22 м) на катере длиной 6,1 м была получена крейсерская скорость 11 км/ч при расходе топлива 16 литров на 100 км пути. Разумеется, такой результат недостижим на наиболее распространенном комплекте — лодка «Прогресс» (или ей подобная) плюс подвесной мотор мощностью 20—30 л. с.
Основной недостаток двигателей серии «УД» при их установке на малые суда — это воздушная система охлаждения, являющаяся причиной высокого уровня шума и повышенной температуры воздуха в кокпите. Установка воздуховодов и звукоизолирующих чехлов чрезвычайно затруднена из-за недостатка места и сложности соединения установленного на амортизаторах двигателя с воздуховодами.
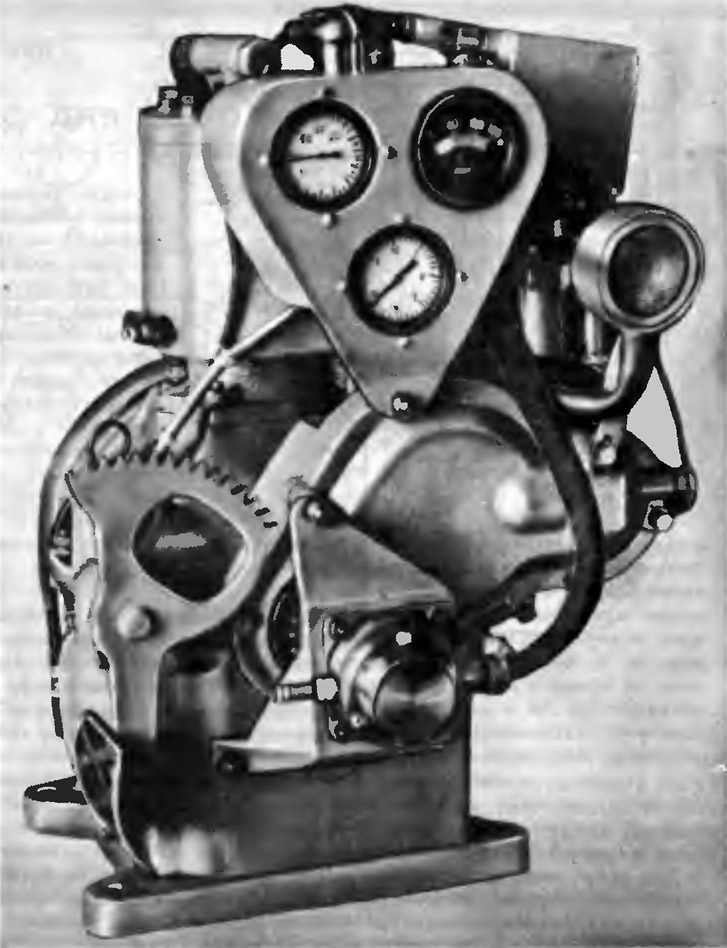
Учитывая это, мной была выполнена судовая конверсия двигателя «УД-1» выпуска 1964 г. с заменой воздушной системы охлаждения на водяную — забортной водой.
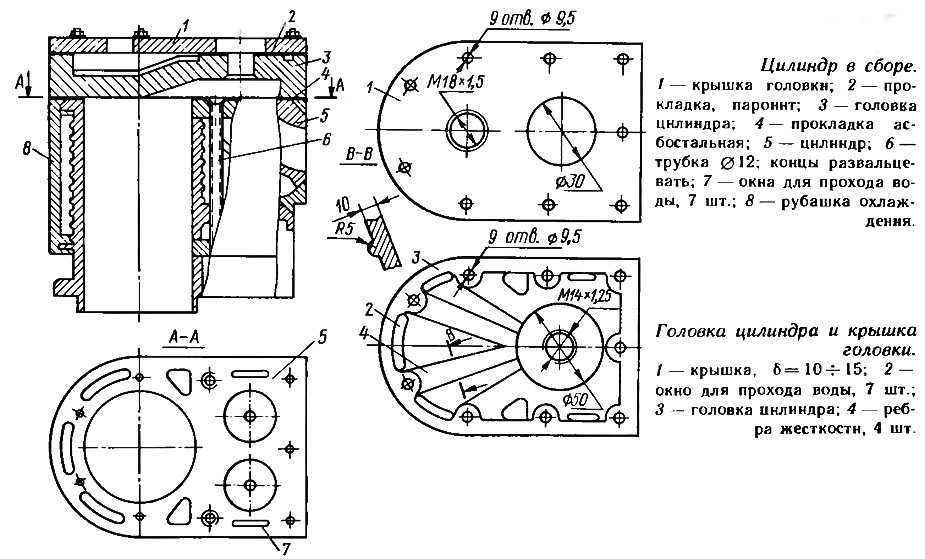
С двигателя были удалены кожухи охлаждения и оребрение цилиндра; вместо воздуховода с воздушным масляным фильтром установлен простейший сетчатый пламегаситель. Рубашка охлаждения цилиндра с головкой изготовлены путем отливки из алюминиевого сплава. Материалом послужили старые алюминиевые поршни к головки цилиндров. На цилиндре ребра охлаждения, за исключением верхнего и нижнего, укорачиваются до высоты 2,5—3 мм. В местах стыка алюминиевом стенки рубашки охлаждения с верхним ребром цилиндра и выхлопным коллектором снимается фаска, а в верхнем ребре цилиндра прорезаются каналы для прохода охлаждающей воды в головку цилиндра. При сборке эти места уплотняются прокладками и течь полностью исключается.
Литейный стержень, формирующий будущие пустоты для прохождения охлаждающей воды, изготавливается из просеянного речного песка с добавлением 2—5% (по весу) пищевого крахмала или силикатного конторского клея. Перемешивая песок и крахмал, постепенно добавляют воду до получения однородной тестообразной массы, которой обмазывают пространство между верхним и нижним ребрами цилиндра. После высыхания песчаного стержня его обрабатывают по контуру до толщины примерно 10 мм. В местах стыка будущей рубашки охлаждения со стенками цилиндра в теле песчаного стержня необходимо сделать пазы для получения лабиринтного уплотнения. Благодаря разнице в тепловом линейном расширении алюминия к чугуна после заливки алюминия эти места надежно герметизируются.
Наружный контур стенки рубашки охлаждения формируется опалубкой, изготовленной из обрезков листовой стали толщиной 2—3 мм, подкрепленных стальным уголком для уменьшения тепловой деформации в процессе заливки. Снаружи опалубка засыпается мокрым песком. Зеркало, верхняя плоскость цилиндра, впускной и выпускной каналы также заполняются песком и замазываются стержневой песчаной смесью так, чтобы сюда не попал расплавленный металл. Высота опалубки делается на 4—5 см выше верхнего торца цилиндра для создания давления жидкого металла и надежного уплотнения стыков. Стыки тела цилиндра с заливаемым алюминием необходимо тщательно зачистить и обезжирить, а цилиндр со стержнем прокалить в духовке для удаления остатков влаги.
После окончания процесса отливки и выколачивания песчаного стержня удаляются литейные излишки алюминия с цилиндра и выравниваются кромки рубашки охлаждения до базовых плоскостей — верхней и выхлопного коллектора.
Овальность, получившаяся после отливки (большая ось эллипса параллельна оси коленвала), устраняется обжатием в слесарных тисках в районе верхнего и нижнего ребра цилиндра и контролируется нутромером. После обжатия может остаться овальность в пределах 0,01—0,03 мм, которая устраняется притиром, изготовленным по рекомендации журнала «КиЯ» №119 или заимствованным у владельца автомобиля «Запорожец-966». Переделка цилиндра заканчивается развальцовкой двух трубок диаметром 12 мм для прохода шпилек крепления цилиндра к картеру.
Для изготовления литейной модели головки цилиндра со штатной головки удаляются ребра охлаждения и из пластилина формируются (с припуском на обработку) недостающие элементы будущей модели (см. рис.). После выглаживания пластилина модель охлаждается в морозильной камере бытового холодильника для придания твердости и натирается порошком графита. Литейная опока для отливки головки может быть изготовлена в соответствии с рекомендациями, описанными в 3-м издании книги «15 проектов судов для любительской постройки» («Судостроение», 1985, стр. 231—232). Головка цилиндров — разборная по типу головки «Нептуна-23».
Крышка головки изготавливается из алюминиевого листа толщиной 10—12 мм. Сопрягающиеся по прокладкам плоскости головки цилиндров обрабатываются доступными методами (фрезерование, проточка и т. п.). Камера сгорания обрабатывается наждачной бумагой до необходимой чистоты поверхности. В головке сверлятся отверстия для прохода из цилиндра охлаждающей воды, для крепежных шпилек, а также отверстие с резьбой под свечу зажигания. В крышке головки сверлятся отверстия для крепежных шпилек, для свечи зажигания, отверстие с резьбой для выходного патрубка охлаждающей воды. Прокладка под голову цилиндра вырезается из асбостального листа, а под крышку головки — из листового паронита. Остальные прокладки штатные.
Отверстие для подвода охлаждающей воды в рубашку охлаждения цилиндра расположено в наиболее горячем месте двигателя — под выпускным каналом цилиндра со стороны выхлопного коллектора. Забортная вода для охлаждения может подаваться за счет скоростного напора, создаваемого гребным винтом, или насосом с резиновой крыльчаткой от подвесного мотора.
Для уменьшения температурного перекоса цилиндра и акустического шума желательно изготовить охлаждаемый глушитель и сделать «мокрый» выхлоп. Забортная вода поступает в охлаждаемый двухстенный глушитель, далее в рубашку цилиндра и впрыскивается в выхлопную трубу после глушителя. Для регулировки температуры в системе охлаждения устанавливается перепускной кран. Для охлаждения смазочного масла достаточно одного витка медной трубки диаметром 12 мм (через которую пропускается забортная вода), уложенной в картере между масляным фильтром и маслозаборником.
Для устранения шума, создаваемого лопатками маховика-вентилятора, между предварительно зачищенными от краски лопатками вклеиваются эпоксидным клеем хорошо подогнанные кусочки пенопласта» Затем в районе лопаток по окружности и по торцу маховика накладывается бандаж из 2—3 слоев стеклоткани, пропитанной эпоксидным связующим. После полимеризации и окраски маховик готов к установке на двигатель, заметного нарушения его балансировки не наблюдается.
Амплитуда вибрации двигателей серии «УД» довольно значительна, поэтому рекомендуется устанавливать их на фундамент через амортизаторы. Подходящие амортизаторы можно выточить из толстой резины по описанию, приведенному в «КиЯ» №37, или модернизировать задние амортизаторы двигателя «ГАЗ-53», удалив изнутри излишки резины и тем самым уменьшив их жесткость.
Двигатель был оборудован приборами контроля давления и температуры масла, температуры воды на выходе из двигателя. Крутящий момент снимается с муфты, прикрепляемой к маховику. Передача мощности на гребной винт и реверс осуществляются при помощи угловой колонки, конструкция которой описана в «КиЯ» №133. Запуск двигателя осуществляется педалью. Для этого рукоятка отрезана и к ней приварена пластинка рифленой стали. Перед запуском педаль носком ноги поднимается в исходное положение.

- Главная
- Моторы
- Описание моторов
- 1988 год
- Стационарные двигатели типа «УД-1» для лодок
Подкатегории раздела
Описание моторов
Устройство моторов
Самодельные моторы
Тюнинг моторов
Обслуживание моторов
Дистанционное управление
Поделитесь информацией
Похожие статьи
Новые стационарные двигатели для лодок
Новые стационарные лодочные двигатели «ПД-211» и «ПД-221»
Двигатель нового типа «Дунастар» для катеров
Типаж катеров и лодок для продажи населению
Миниатюрный лодочный мотор из двигателя типа «Д5»
Выбор типа туристического катера
Выбор типа обводов, определение сопротивления, мощности и скорости
Гидродинамические характеристики спортивных гребных лодок
Бортовые лодочные моторы малой мощности типа «мотор-весло»
Постройка мотолодки типа «Акула»
Обзор зарубежных конструкций надувных лодок
Зимнее хранение лодок и подготовка их к навигации
Угловая откидная поворотная колонка типа ПОРР-ЗС
Поход двух яхт типа «Дракон» вдоль Тихоокеанского побережья
Новые стационарные лодочные двигатели «ПД-211» и «ПД-221»
Двигатель нового типа «Дунастар» для катеров
Типаж катеров и лодок для продажи населению
Миниатюрный лодочный мотор из двигателя типа «Д5»
Выбор типа туристического катера
Выбор типа обводов, определение сопротивления, мощности и скорости
Гидродинамические характеристики спортивных гребных лодок
Бортовые лодочные моторы малой мощности типа «мотор-весло»
Постройка мотолодки типа «Акула»
Обзор зарубежных конструкций надувных лодок
Зимнее хранение лодок и подготовка их к навигации
Угловая откидная поворотная колонка типа ПОРР-ЗС
Поход двух яхт типа «Дракон» вдоль Тихоокеанского побережья
Стационарные двигатели типа «УД-1» для лодок
Год: 1988. Номер журнала «Катера и Яхты»: 136 (Все статьи)

ПРЕДЫДУЩИЕ СТАТЬИ
Охлаждаемый коллектор для двигателя «М-21»
Самодельный рычаг поворота основания магдино
Модифицированная водяная помпа для мотора «Вихрь»
Установка карбюратора типа К60В на мотор «Салют»
Угловая реверсивная колонка из стандартных деталей
Ремонт шестерни редуктора мотора «Вихрь»
Поиск мощности и экономичности мотора «Вихрь»
Что такое турбонаддув двигателя внутреннего сгорания
Два карбюратора на моторе «Нептуне»
Сигнализатор наличия воды в системе охлаждения ПМ
Опыт доводки подвесного мотора «Вихрь-М»
Разъем на силовом проводе аккумулятора
Электромеханическая система ДУ реверсом подвесного мотора
Питание моторов «Салют-М» и «Спутник» от общего бензобака
Усовершенствованный подвесной мотор «Ветерок-8М»
Самодельный рычаг поворота основания магдино
Модифицированная водяная помпа для мотора «Вихрь»
Установка карбюратора типа К60В на мотор «Салют»
Угловая реверсивная колонка из стандартных деталей
Ремонт шестерни редуктора мотора «Вихрь»
Поиск мощности и экономичности мотора «Вихрь»
Что такое турбонаддув двигателя внутреннего сгорания
Два карбюратора на моторе «Нептуне»
Сигнализатор наличия воды в системе охлаждения ПМ
Опыт доводки подвесного мотора «Вихрь-М»
Разъем на силовом проводе аккумулятора
Электромеханическая система ДУ реверсом подвесного мотора
Питание моторов «Салют-М» и «Спутник» от общего бензобака
Усовершенствованный подвесной мотор «Ветерок-8М»
ТЕКУЩАЯ СТАТЬЯ
Стационарные двигатели типа «УД-1» для лодок
СЛЕДУЮЩИЕ СТАТЬИ
Еще о насосе системы охлаждения мотора
Разъем тяги реверса для мотора «Вихрь»
Устройство для блокировки реверса при запуске «Вихря»
Можно ли сделать турбонаддув на подвесном моторе «Вихрь»?
Электронная система зажигания для гоночного мотора
Как отремонтировать магдино «МБ-2»
Крыльчатка водяной помпы «Нептуна» на моторах «Вихрь»
Гребной винт с кольцевой защитой
Не спешите выбрасывать магдино МБ-2 от «Вихря-Электрон»
Приспособление для удаления демпфера из гребного винта «Вихря»
Усовершенствование механизма переключения реверса «Вихря»
Доработка подвесного мотора «Салют»
Фиксатор рукоятки управления сектором газа ПМ «Вихрь»
Дополнительный генератор на подвесном моторе «Вихрь»
Замена сальника коленвала на моторе «Вихрь»
Разъем тяги реверса для мотора «Вихрь»
Устройство для блокировки реверса при запуске «Вихря»
Можно ли сделать турбонаддув на подвесном моторе «Вихрь»?
Электронная система зажигания для гоночного мотора
Как отремонтировать магдино «МБ-2»
Крыльчатка водяной помпы «Нептуна» на моторах «Вихрь»
Гребной винт с кольцевой защитой
Не спешите выбрасывать магдино МБ-2 от «Вихря-Электрон»
Приспособление для удаления демпфера из гребного винта «Вихря»
Усовершенствование механизма переключения реверса «Вихря»
Доработка подвесного мотора «Салют»
Фиксатор рукоятки управления сектором газа ПМ «Вихрь»
Дополнительный генератор на подвесном моторе «Вихрь»
Замена сальника коленвала на моторе «Вихрь»
Ссылка на эту статью в различных форматах
HTMLTextBB Code
Комментарии к этой статье
Еще нет комментариев
Barque.ru © 2013 | Контакты | Карта сайта | Мобильная версия
Судостроение: Парусные суда Моторные суда Технологии Экранопланы
Моторы: Описание моторов Устройство моторов Самодельные моторы Тюнинг моторов Обслуживание моторов Дистанционное управление
Проекты: Парусные яхты Парусные катамараны Парусные тримараны Моторные лодки Катера Туристические суда Рыболовные суда Виндсерфинги и лыжи Прицепы и трейлеры Прочие проекты
Спорт: Новости спорта Парусные соревнования Водномоторный спорт Воднолыжный спорт Виндсерфинг Буерные соревнования Соревнования туристов
Консультации: Полезные устройства Полезные советы Улучшение судов Улучшение моторов Опыт эксплуатации Техника плавания Разбор аварий Рыболовам
Кругозор: Новые суда и устройства Интересные события Интересные факты Интервью Карты и маршруты Официальные данные Проблемы малого флота Яхт-клубы и стоянки Письма в редакцию
Истории: Путешествия Туристические походы Знаменитые корабли Военная страничка Литературная страничка История флота Прочие истории
Судостроение: Парусные суда Моторные суда Технологии Экранопланы
Моторы: Описание моторов Устройство моторов Самодельные моторы Тюнинг моторов Обслуживание моторов Дистанционное управление
Проекты: Парусные яхты Парусные катамараны Парусные тримараны Моторные лодки Катера Туристические суда Рыболовные суда Виндсерфинги и лыжи Прицепы и трейлеры Прочие проекты
Спорт: Новости спорта Парусные соревнования Водномоторный спорт Воднолыжный спорт Виндсерфинг Буерные соревнования Соревнования туристов
Консультации: Полезные устройства Полезные советы Улучшение судов Улучшение моторов Опыт эксплуатации Техника плавания Разбор аварий Рыболовам
Кругозор: Новые суда и устройства Интересные события Интересные факты Интервью Карты и маршруты Официальные данные Проблемы малого флота Яхт-клубы и стоянки Письма в редакцию
Истории: Путешествия Туристические походы Знаменитые корабли Военная страничка Литературная страничка История флота Прочие истории