
Во время эксплуатации судов большую опасность представляют повреждения корпусов при уддре о невидимые подводные препятствия (топляки, камни, сваи и т. д.). При ударе пластмассового корпуса о препятствие возможны следующие основные виды повреждений:
1) пробоины в обшивке;
2) отрыв набора от обшивки;
3) глубокие (более половины толщины обшивки) царапины.
Рассмотрим ремонт этих трех основных видов повреждений пластмассового корпуса в отдельности.
Пробоины в обшивке
Пробоины в обшивке обычно возникают при ударе корпуса на большой скорости о достаточно острое препятствие, находящееся вблизи от поверхности воды. Поврежденное судно необходимо поднять из воды и установить на берегу (на кильблоки и т. п.) так, чтобы было удобно работать в районе пробоины. Затем производится тщательный осмотр повреждения и устанавливаются границы пробоины (по ее концам можно просверлить отверстия).
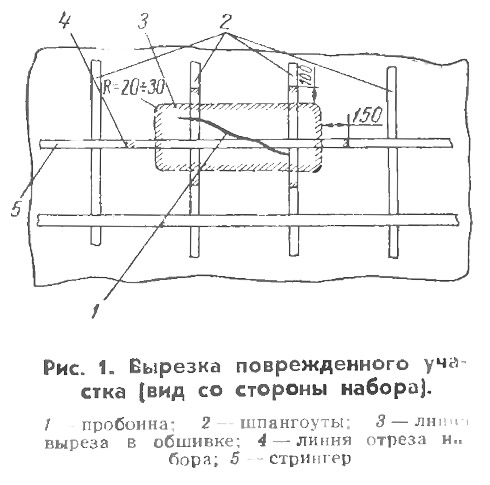
Весь поврежденный участок обшивки вырезают из корпуса вместе с набором. Вырез должен быть прямоугольной формы, но с обязательным скруг-лением углов (рис. 1). Набор, попавший в поврежденную зону, необходимо отрезать отступя 100—150 мм наружу от контура выреза в обшивке, срубить и также удалить. Резать стеклопластик небольших толщин (2—5 мм) можно вручную — ножовкой с ножовочным полотном из стали Р-9.
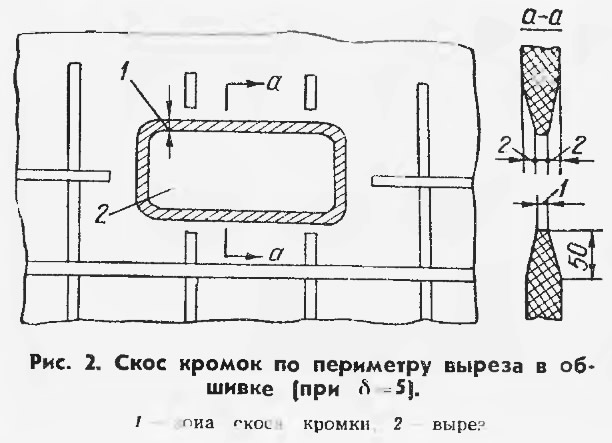
Для возможности заделки выреза необходимо сделать скос кромок шириной не менее 10—12 толщин обшивки по всему периметру выреза (рис. 2). Лучше всего для этой цели применить пневматическую машинку с эластичным шнуровальным кругом (рис. 3), но при определенном навыке скос кромок можно сделать острым ножом и мо-лотком (рис. 4) или даже напильником.
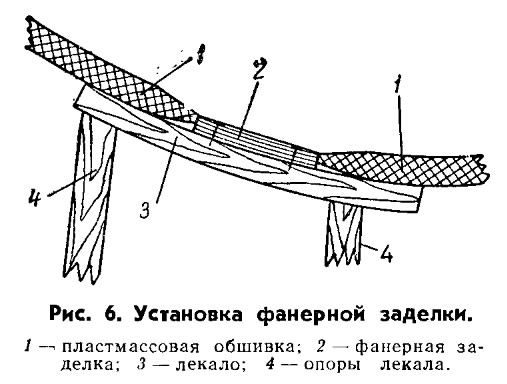
Поверхность кромок с обеих сторон выреза должна быть высушена (например, лампой мощностью 300—500 вт с рефлектором из белой жести или электроотражательной печью типа «Нева») и перед заформовкой отверстия обязательно обезжирена ацетоном или бензином с выдержкой 20 мин. для испарения обезжиривающего вещества. Отверстие необходимо заделать фанерой, которая должна повторять обвод корпуса в месте выреза (рис. 5). Для этой цели можно применить фанеру толщиной 3—4 мм, выгнув ее по специальным лекалам, снятым по месту с другого борта (рис. 6), и закрепив ее к этим же лекалам.

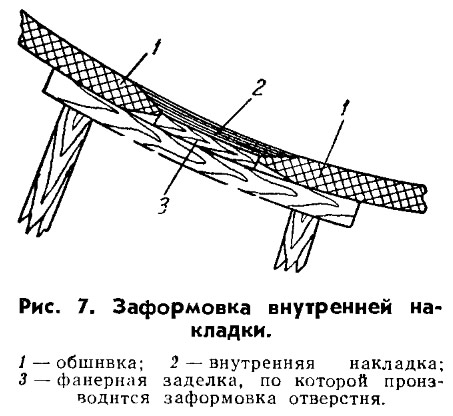
На фанеру наносится разделительный слой, после высыхания которого отверстие заформовывается изнутри стеклотканью, пропитанной связующим (внутренняя накладка отверстия). Площадь каждого слоя ткани постепенно возрастает, и скос кромок полностью заполняется. Необходимо укладывать слои стеклоткани до тех пор, пока поверхность внутренней накладки и обшивки не выравняется (рис. 7).

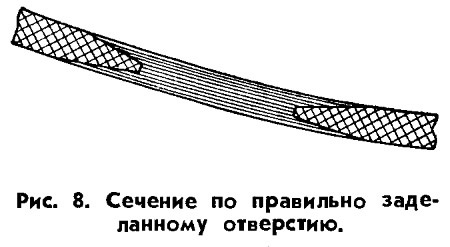
После полимеризации внутренней накладки фанерная заделка удаляется, а поверхность накладки, которая соприкасалась с фанерой, зачищается для удаления разделительного слоя и также обезжиривается. Затем формуется наружная накладка отверстия, но уже не по фанерной заделке, а прямо по внутренней накладке. Сечение по заделанному отверстию показано на рис. 8.
Для полимеризации накладок необходим прогрев лампой с рефлектором или электроотражательной печью. При работе в дождливую погоду над местом ремонта необходимо сделать тент для предотвращения попадания воды непосредственно в район формования.
Перед установкой нового набора вместо удаленного следует тщательно зачистить и обезжирить внутреннюю поверхность обшивки.
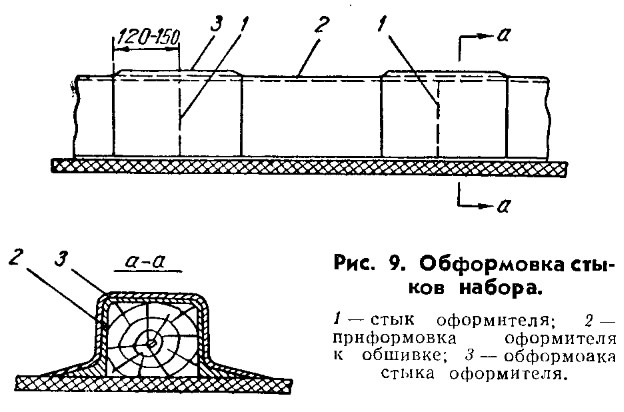
Затем вклеиваются (на клее БФ или компаунде К-153) тщательно подогнанные по месту отрезки нового оформителя («прочностной наполнитель», «сердечник»), чаще всего деревянного. Стыкование оформителя производится в торец или со скосом «на ус». После этого новые участки оформителя приформовываются к обшивке и концам старого набора слоями стеклоткани, пропитанной связующим. Обформовка стыков набора должна перекрывать концы старого набора на 120—150 мм (рис. 9).
Обе стороны заделки отверстия зачищаются под окраску и окрашиваются.
Отрыв набора от обшивки
Отрыв набора от обшивки происходит при ударе корпуса о большое подводное препятствие (камень, свая и т. д.). Иногда отрывание приформованного набора (особенно в носовой части) происходит при длительном ходе судна на режиме глиссирования по волнению, когда наблюдаются сильные удары корпуса о воду.
Отставшую от обшивки часть набора необходимо вырезать и удалить, а обшивку перед установкой нового набора тщательно зачистить и обезжирить. Установка и обформовка нового оформителя производятся так же, как и при установке набора при заделке пробоины. После полимеризации обформовок их необходимо зачистить и окрасить.
Заделка глубоких царапин
Глубокие царапины возникают при задевании корпусом за острые предметы (например, острые камни).
Заделывать глубокие царапины необходимо сразу же по их обнаружении, поскольку в местах таких повреждений значительно уменьшается прочность обшивки. Глубокие царапины пластмассового корпуса являются очагами, с которых начинается расслоение обшивки.
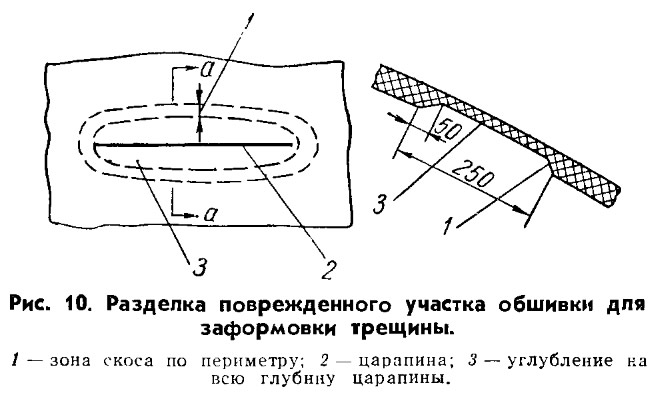
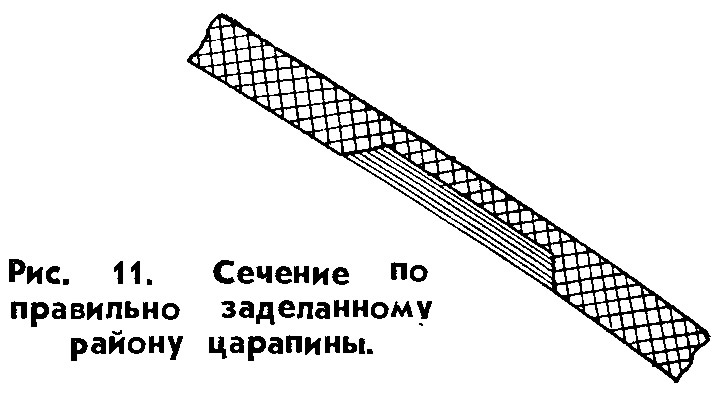
Заделка глубоких царапин производится следующим образом. Обшивку вокруг царапины зачищают описанным выше способом с таким расчетом, чтобы получилось овальное по форме углубление на всю глубину царапины, имеющее скос по периметру (рис. 10). Затем это углубление обычным путем заформовывается слоями стеклоткани, пропитанной смолой, до выравнивания с поверхностью обшивки (рис. 11). После зачистки наформованную поверхность необходимо закрасить.
Описанные выше основные виды повреждений возникают чаще всего при ударах корпуса о препятствие. Но повреждения обшивки могут быть вызваны и другими причинами. Например, при длительной эксплуатации судна на мелководье или частых подходах к берегу в мелких местах от частых соприкосновений с дном (особенно, когда оно каменистое или песчаное) происходит истирание днищевой обшивки корпуса, в первую очередь в носовой части. Поэтому обшивку в этом районе рекомендуется еще при постройке корпуса усилить дополнительными слоями стеклоткани (особенно в районе киля в носовой части). При длительной эксплуатации истершуюся поверхность необходимо подновлять. Для этого необходимо изношенный район обшивки просушить, зачистить и обезжирить, после чего наформовать на него необходимое количество слоев стеклопластика.
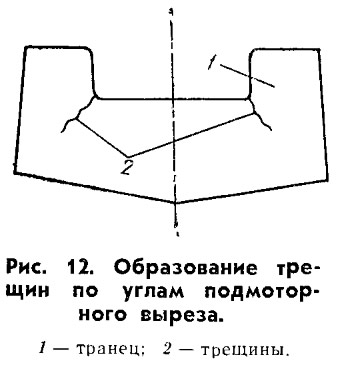
От вибрации при работе подвесного мотора (особенно — двух моторов) может получить повреждения транец. Были случаи, когда при эксплуатации катера с двумя подвесными моторами «Москва» в углах подмоторного выреза в транце появились трещины, которые могли привести к полному разрушению транца (рис. 12).
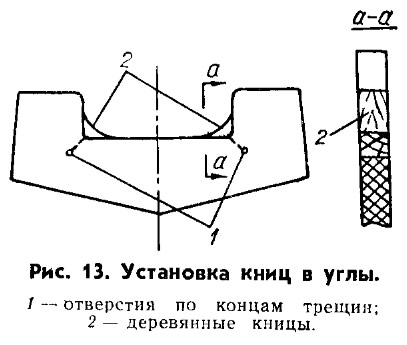
Ремонт этого узла необходимо произвести следующим образом. Концы трещин следует засверлить, чтобы предотвратить их дальнейшее распространение. Затем район трещин надо зачистить с обеих сторон и в каждый угол выреза вставить деревянную кницу со скруглением. Толщина кницы должна быть равна толщине транца (рис. 13).
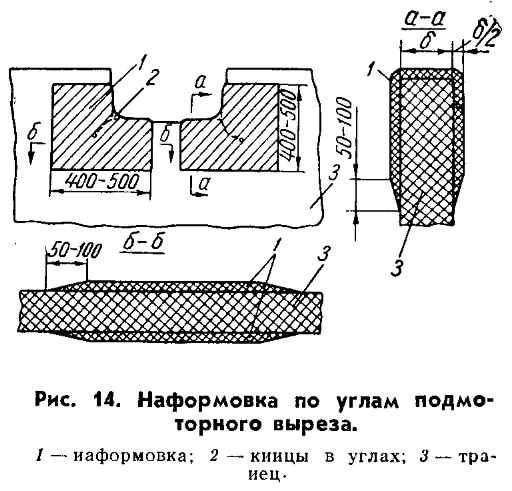
Кница приклеивается к транцу эпоксидным компаундом или клеем БФ. Затем в трещину забивается рубленая стеклоткань на смоле, и весь район трещины вместе с кницей заформовывается стеклотканью, пропитанной смолой (рис. 14). Толщина наформовки должна быть равна половине толщины транца. Отремонтированный таким образом транец при дальнейшей эксплуатации уже не имеет никаких признаков нового разрушения.
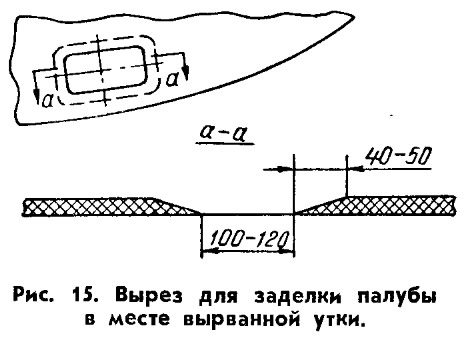
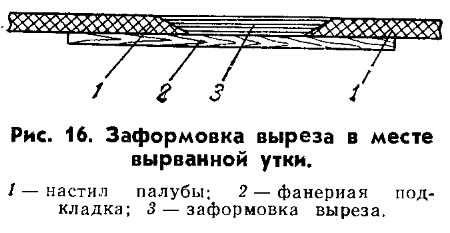
При эксплуатации судна возможны и такие повреждения, как вырыв из палубы рымов, уток, кнехтов. В этом случае необходимо место крепления вырванной детали к палубе вырезать, после чего скруглить углы выреза и сделать скос кромки (рис. 15). Затем снизу устанавливается фанера и вырез заформовывается (рис. 16), как было рассмотрено выше.
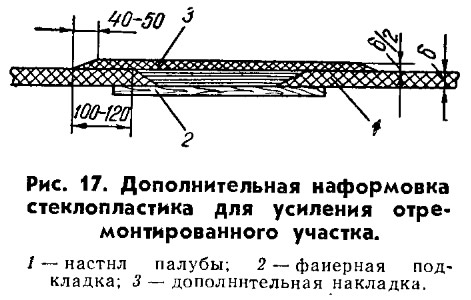
Поскольку палуба в месте заделки отверстия будет несколько ослаблена по сравнению с целым участком, рым или кнехт желательно поставить на другое место. Если такой возможности нет и деталь приходится ставить на прежнее место, то на заделку отверстия в палубе необходимо положить усиливающую накладку толщиной, равной половине толщины палубы (рис. 17).
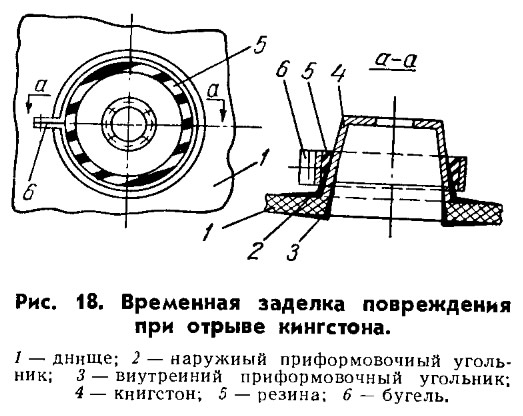
На мелких судах со стационарными силовыми установками при ударе днищем иногда происходит отрыв приформовки кингстона забортной воды, в связи с чем вода начинает поступать в моторное отделение. Для временного прекращения течи можно применить сырую резину и металлический бугель шириной 50—60 мм. Резину следует проложить вокруг кингстона, перекрывая вертикальную полку приформовочного угольника на 20—30 мм, и обжать бугелем (рис. 18). Поступление воды в катер либо резко уменьшится, либо прекратится.
По возвращении судна на место стоянки необходимо поднять его на стенку либо вывесить корму над боном или над пологим берегом (в случае незначительного повреждения) и отремонтировать поврежденную приформовку. Ремонт надо производить следующим образом. Срубить полностью внутренний и наружный приформовочные угольники кингстона. Поверхность кингстона тщательно зачистить, как и поверхность днища (изнутри и снаружи) в районе повреждения. Кингстон устанавливают на место и раскрепляют. Сначала кингстон приформовывают изнутри. Первый слой приформовочного угольника, пропитанного эпоксидным компаундом, укладывают на кингстон и днище и тщательно разглаживают, чтобы под ним не было пузырей воздуха. Затем укладывают остальные слои приформовочного угольника, пропитанные уже обычной смолой.
После полимеризации внутреннего приформовочного угольника необходимо произвести проверку его на непроницаемость. Внутренний при-формовочный угольник обмазывается мыльным раствором, а снаружи подается из шланга сжатый воздух давлением 3—3,5 кг/см2 (если нет магистрали сжатого воздуха или компрессора, можно воспользоваться автомобильным баллоном).
Если течи воздуха нет, производится формование наружного приформовочного угольника, после полимеризации которого ремонт можно считать законченным. В случае обнаружения мест прохода воздуха по кромкам приформовочного угольника эти места необходимо вновь отремонтировать.
Рассмотрены лишь основные виды повреждений корпусов из стеклопластика. Ремонт каких-либо иных повреждений аналогичен перечисленным выше случаям.
При ремонте корпуса судна из стеклопластика можно применять любые армирующие материалы — стеклоткань, стекломат, стеклорогожу и т. д., а также смолы любых марок. Температурные условия для полимеризации стеклопластика (т. е. температуру не ниже 18—20° С) можно создать либо осветительными лампами мощностью 300 или 500 вт с рефлекторами из белой жести, либо отражательными печами типа «Нева».
Отправляясь в дальнее путешествие на судне с корпусом из стеклопластика, необходимо брать с собой небольшое количество смолы (1—1,5 кг) с отверждающими добавками и стеклоткань. Смола и ткань необходимы для устранения повреждений корпуса, которые могут появиться при плавании по различным водным системам. Если нет возможности взять с собой смолы и стеклоткани, необходимо иметь эпоксидный компаунд, которым также можно заделать незначительные повреждения корпуса.