Как-то мне довелось наблюдать за работой мастера литейщика. Простота, с которой из металла получались детали самой замысловатой формы, произвела на меня впечатление. А в дальнейшем я пришел к убеждению, что освоить хотя бы простейшие приемы литья необходимо каждому для исполнения фантазий, неизбежно возникающих при оборудовании судна.
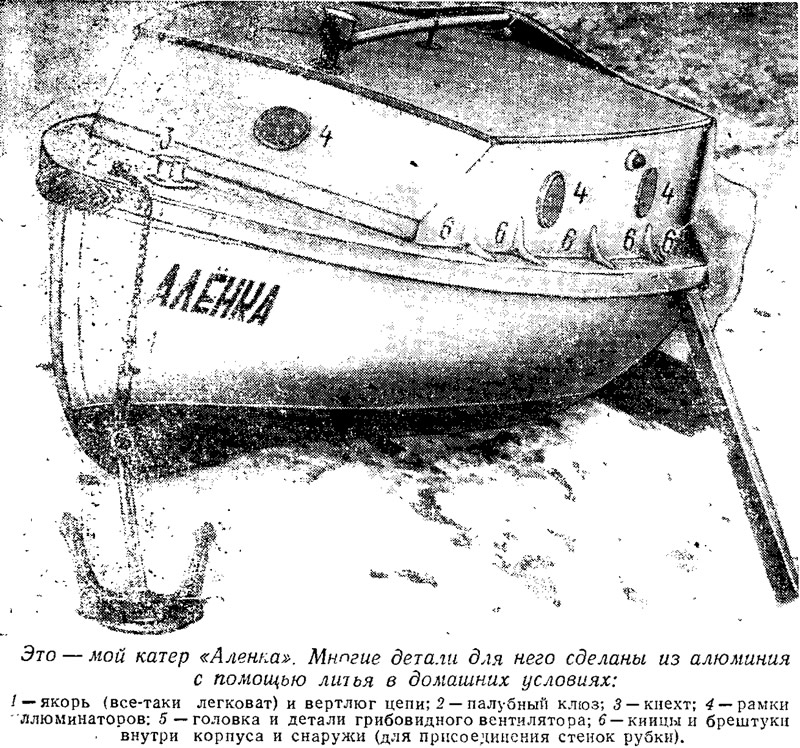
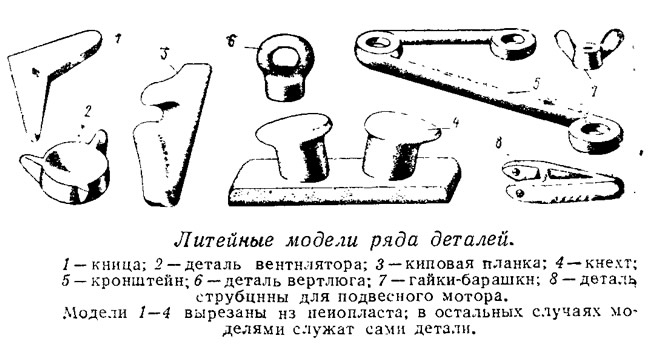
Теперь я уже могу делиться опытом. Конечно, речь идет лишь о том, чтобы в домашних условиях более или менее свободно распоряжаться самым доступным, удобным и легким материалом — алюминием, а говоря правильнее, его сплавами, в первую очередь литейными (типа силуминов). Как бы то ни было, теперь я не выбрасываю ни одной пробки от пивных бутылок, на улице не могу пройти мимо обрывков алюминиевой проволоки или обрезков листа. Из всего этого можно в конце концов получить великолепные утки, кнехты, уключины, киповые планки, различные петли и оковки, кронштейны, брештуки и т. д. и т. п. вплоть до гребных винтов. А литье мормышек будет и вовсе ерундовым делом!
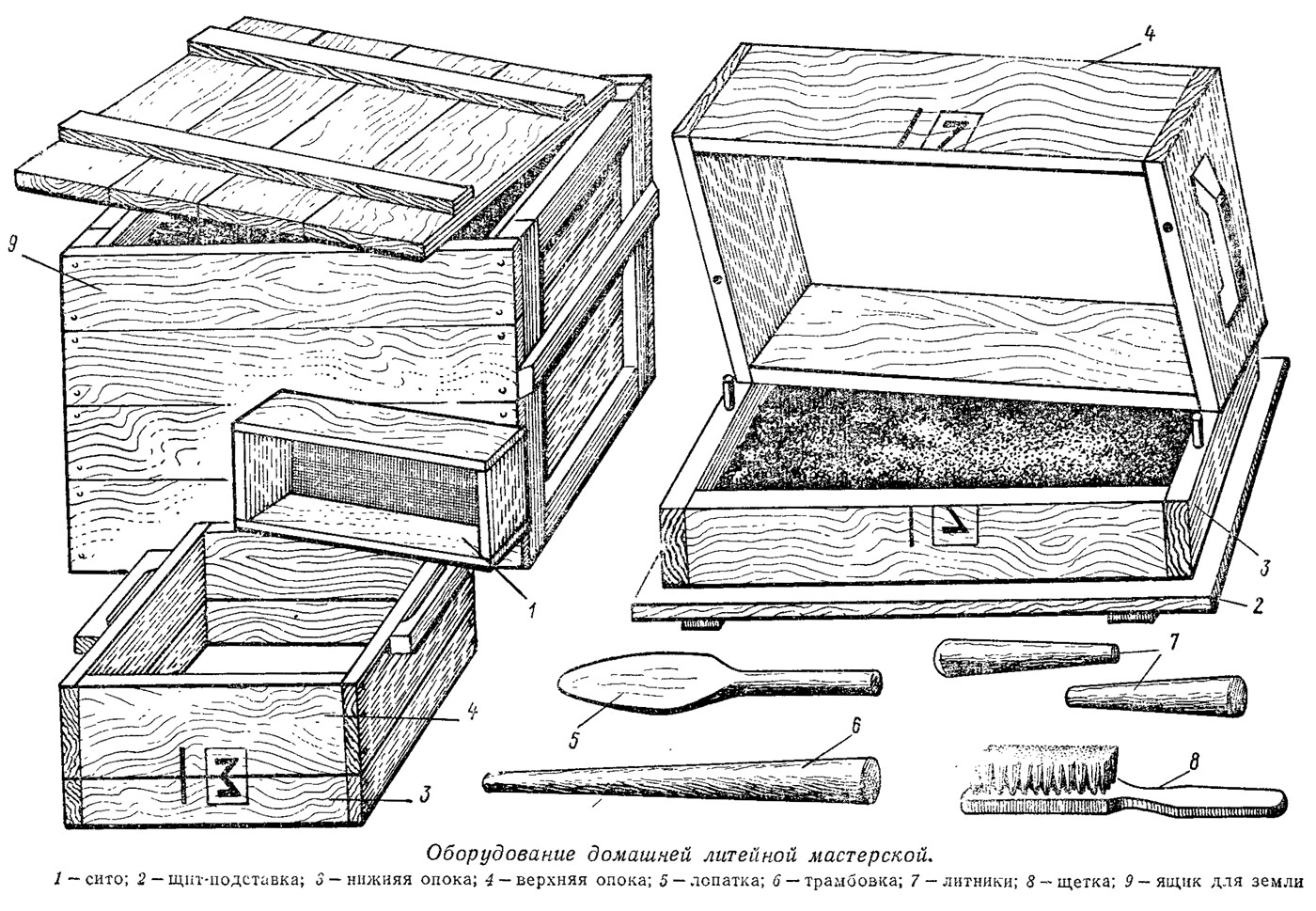
Оборудование домашней мастерской изготовить очень просто. Во-первых, нужен ящик для хранения формовочной земли. Я держу землю в сарае в дощатом переносном ящике 320X380X540 с крышкой. Существуют различные рецепты формовочных смесей (песок, глина и те или иные добавки), но для получения из алюминия деталей небольших размеров вполне можно пользоваться самым обычным кремнеземом — мягкой землей темно-коричневого цвета, бархатистой наощупь. В такой земле на берегах устраивают гнезда стрижи. Конечно, земля должна быть тщательно просеяна, очищена от посторонних примесей, особенно — от корешков растений.
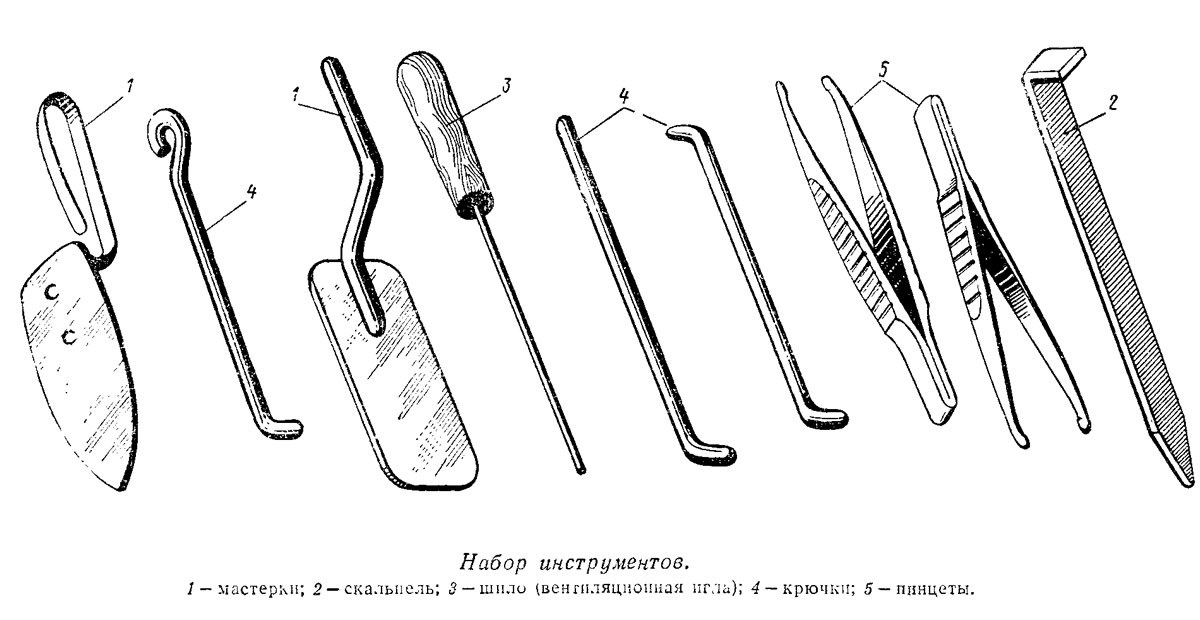
Первым дополнением к ящику должны быть сито и коротенькая деревянная лопатка для укладки земли в опоку. Далее необходимо обзавестись «хирургическим набором» — пинцетами, скальпелями, различными крючками. Многое делается из проволоки и полосок металла уже в процессе работы. Наиболее трудоемкий в изготовлении инструмент — мастерок; он должен быть обязательно из хорошей стали с гладко отшлифованной поверхностью (я использовал пружину от старого патефона). Насадить на ручку кусочек прямой стальной проволоки нетрудно — получится шило («вентиляционная игла») для накалывания газовыходных отверстий. И уж совсем просто вырезать из дерева трамбовочку для уплотнения земли. Понадобятся еще кисточка и щетка, но и это — не проблема.
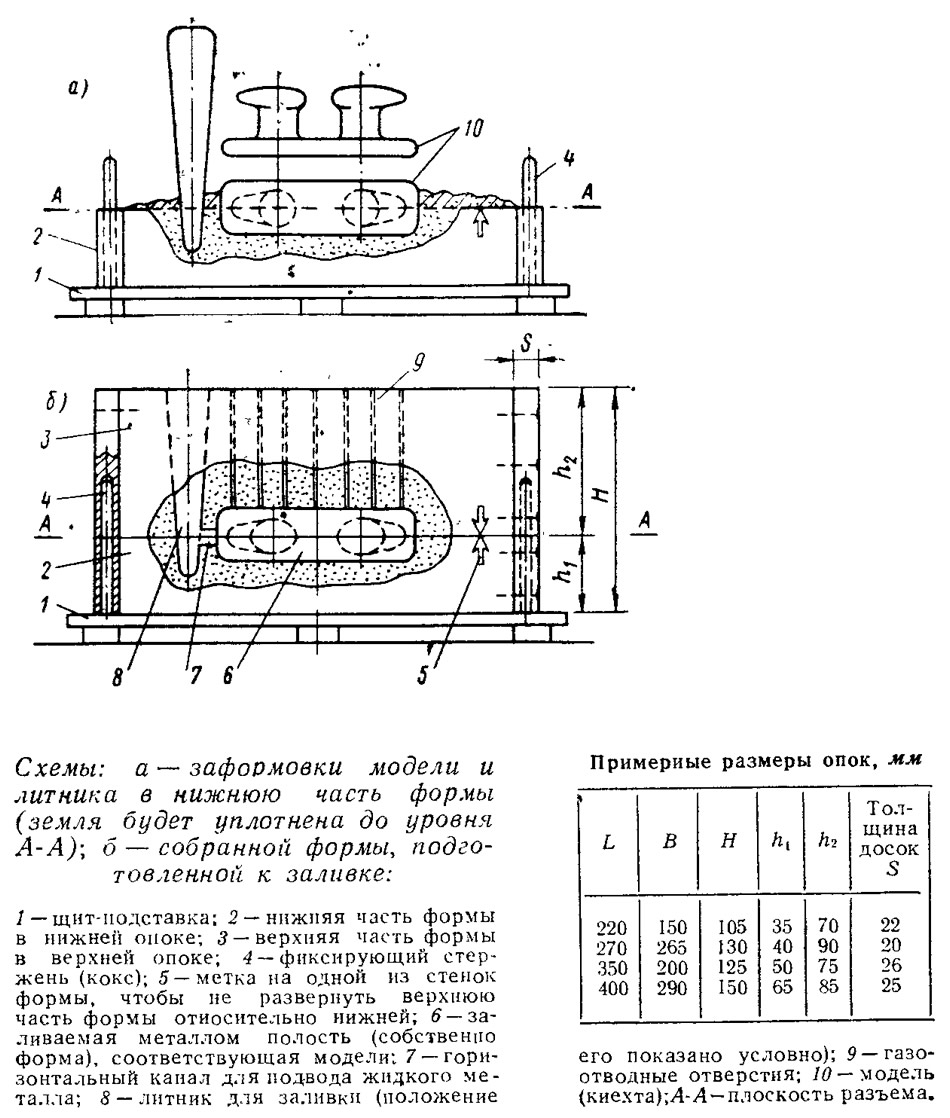
Литейная форма состоит из двух частей. Соответственно формовка ведется в двух рамах — опоках, представляющих собой две неравные по высоте части ящика без дна и без верха, уложенные на прочный щит — подставку. Естественно, размеры опок зависят от размеров формуемой детали; в общем случае длина и ширина опоки L и В должны быть вдвое больше длины и ширины детали.
Из толстых нестроганых досок изготовляем жесткий ящик из четырех стенок высотой, равной размеру Н. Перевернув ящик, в любых двух противоположных стенках высверливаем два строго вертикальных отверстия ∅10 на глубину не менее 1,5h1 под фиксирующие стержни-коксы.
Теперь можно произвести разметку линии разъема (А-А на эскизе) и продольной пилой разрезать ящик на две части — нижнюю опоку высотой h1 и верхнюю опоку высотой h2. Чтобы в дальнейшем собирать опоки точно так, как они были сделаны, на одной стенке нужно на обоих опоках поставить метки. Точная фиксация положения опок друг относительно друга достигается тем, что в стенки нижней вставляются (на клею) выступающие вверх деревянные стержни-коксы, которые при сборке входят в ранее просверленные гнезда в стенках верхней опоки.
Собственно конечная цель формовки состоит в том, чтобы в формовочной земле получилась полость, которая соответствовала бы размерам и форме отливаемой детали. Чтобы обеспечить такое соответствие, приходится или добывать готовую деталь-образец или делать ее точную копию в натуральную величину (плюс небольшой припуск на усадку металла) — модель. В моей практике чаще всего модели приходилось делать из пенопласта с обязательной шпаклевкой и окраской пли мягких пород дерева; ясно, чго с легко поддающимся обработке материалом дело иметь приятнее!
В общем случае отпечаток — углубление на половину высоты модели делается в нижней форме, а на другую половину — в верхней; после переворачивания верхней половины и укладки ее на нижнюю и образуется полость, пригодная для заливки. Рассмотрим подробнее такой вариант формовки.
На щит-подставку укладываем нижнюю опоку и засыпаем слой слегка увлажненной формовочной земли. Утрамбовав его, засыпаем второй слой вровень с верхними краями опоки и затем посередине ее вдавливаем в землю модель на половину высоты ее сечения. Вначале трамбовкой аккуратно, чтобы не задеть модель, уплотняем землю по всей площади и особенно вокруг модели, а затем мастерком заглаживаем (железним) поверхностный слой. В удобном месте ставим вертикально литник — деревянный конус, создающий в дальнейшем воронкообразную полость для заливки металла и создания в форме некоторого давления.
Берем толченый древесный уголь и посыпаем всю поверхность земли через сито; излишки сдуваем (наиболее грязный и потому опасный момент работы — могут быть недовольны домашние!). Надеваем на коксы соответственно меткам верхнюю опоку и начинаем засыпать ее землей. Для получения высококачественной отливки с гладкими стенками первый слон земли пропускаем через сито и уплотняем особо тщательно. Забиваем опоку землей, последовательно засыпая и утрамбовывая слой за слоем, железним поверхностный слой мастерком.
Зная, как внутри формы расположена модель, в нескольких местах прокалываем газоотводные отверстия через всю толщу земли; при этом должно чувствоваться соприкосновение конца иглы с моделью. Если этого не сделать, воздух не даст металлу заполнить форму, отливка не состоится. Кстати сказать, так у меня сначала и получалось. Я, очевидно, не заметил, когда молчаливый мастер, дававший мне первые уроки литейного дела, прокалывал эти отверстия, и не сделал их. Долго пришлось ломать голову, но зато когда сообразил — был очень доволен, и все пошло на лад.
Вынимаем вверх литник и обрабатываем образовавшееся конусное отверстие, расчищая его от обвалившихся комков земли. Наступает один из самых ответственных моментов. Необходимо осторожно поднять, сняв с коксов, верхнюю опоку и поставить ее на ребро где-нибудь в стороне. Прорезаем скальпелем и утрамбовываем узкий канал — проход для металла от литника к заполняемой полости. Осторожно извлекаем модель из земли, тщательно сдувая осыпавшуюся землю с формы.
Одна из сложностей дела и состоит в том, чтобы модель свободно выходила из земли, оставляя четкий и чистый оттиск без существенного обваливания кромок земляной формы. Иногда, особенно если модель используется многократно, приходится специально видоизменять ее форму, добиваясь получения чистого оттиска с неповрежденными кромками. По этому поводу в книге И. С. Денисова «Сборка литейных форм» написано: «Чтобы облегчить извлечение модели из формы вертикальные стенки делаются с некоторым уклоном, называемым формовочным. Величина формовочного уклона зависит от высоты вертикальных стенок, материала модели, способа формовки и др. (см. ГОСТ 3212—57). Для деревянных моделей величина уклона лежит в пределах от (0°15' до 3°, для металлических — от 0°5' до 1°30'».
Пожалуй, уместно подчеркнуть, что рассматриваемая схема формовки далеко не единственная. Можно, например, сделать модель лишь на половину высоты детали, симметричной относительно плоскости разъема. Такая половина укладывается на ровный с гладкой поверхностью щит (подмодельная доска), затем на щит строго по разметке по очереди ставятся и набиваются обе опоки.
Если в детали должно быть отверстие, высверливать которое в отливке по каким-либо причинам неудобно, можно получить его при литье — уложив при сборке формы так называемый стержень. В простейшем случае стержень представляет собой отдельно отформованный из жирной глино-песчаной смеси цилиндр, внешний диаметр которого соответствует диаметру отверстия в готовой детали. Ясно, что, видоизменяя форму стержня, можно получить сквозную полость и любого другого вида.
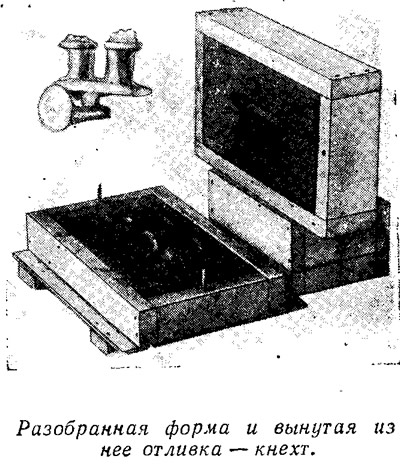
Вернемся теперь к той стадии работ, на которой мы остановились, — разборке формы. Когда я впервые разделил опоки и вынул модель, меня просто поразило свойство земли копировать буквально все имеющиеся на модели штрихи. Если на шлифованной поверхности модели сделать гравировку или поставить знак фирмы, все будет точно запечатлено на алюминиевой отливке!
Теперь обе части формы оставляем для полной просушки земли и особенно — поверхностного слоя (иначе произойдет вскипание металла). Не забудьте прикрыть готовые формы, чтобы по ним не прогулялся кот или ими не заинтересовались дети.
Когда земля просохла, еще раз осматриваем обе рабочие поверхности и собираем форму окончательно. Главное, чтобы при этом комочки земли не попали в литейную полость — собственно форму или в каналы, подводящие металл. Важно еще, чтобы по плоскости разъема формы не мог прорваться газ и жидкий металл. Однажды я поторопился и из-за небрежности допустил -образование свища, т. е. полости-щели. Вылил металл в форму, а он:у меня через этот свищ — за борт опоки. Собрать разлившийся металл никак не могу, а температура изрядная, да на беду подтопочный лист был выкрашен масляной краской, так что дыма оказалось много...
Теперь для гарантии я всегда промазываю стык по разъему опок глиной или цементом. Но вообще-то, когда все идет нормально, больших неприятностей литье на кухне не вызывает. Печь топится нормально и без какого-либо перекала, только дрова в этот день выбираю посуше.
Металл плавлю в байке из черной жести (из-под краски), однако удобнее, наверное, будут эмалированные емкости (чем толще стенки, тем лучше). Готовность металла определяю по цвету и, в основном, при помощи кочерги: если при помешивании металл прилипает к ней, считаю, что разогрев еще недостаточен. Для извлечения емкости с металлом из печи надо иметь кузнечные щипцы с хорошим захватом и брезентовые рукавицы.
Одним словом — ничего особо сложного. Если что иногда и подводит, так это спешка, весьма опасный враг во многих случаях жизни.
Дальнейшее тоже не вызывает затруднений; извлекаем остывшую деталь из земли, обрубаем лишнее и обрабатываем. Отмечу только, что перед извлечением детали нужно притащить поближе ящик для хранения земли, имеющуюся там землю спрыснуть водой, а уже потом в нее выколачивать горячую землю из формы; затем, убрав деталь, необходимо хорошо перемешать землю, пусть она вся возьмется паром, и плотно закрыть крышку ящика. Готовность (по влажности) земли к новой формовке определяется так: берем горсть земли и сжимаем ее в кулаке, образовавшийся комок не должен рассыпаться.
Должен сказать, литье — дело увлекательное. Стоит раз заняться и испытать радость удачи, как вы все чаще будете «призывать на помощь» ящик с землей. Начните с малого. Затем возрастающие потребности заставят вникнуть в суть литейного дела более глубоко. Лично у меня сейчас на очереди довольно сложное литье деталей диафрагменной помпы по эскизам из №29 сборника. Рекомендую раздобыть книгу «Сборка литейных форм» И. С. Денисова (Профтехиздат, 1963 г.), в которой можно найти ответы почти на все вопросы, встающие перед новичком, овладевающим литейным делом.

- Главная
- Судостроение
- Технологии
- 1972 год
- Обустройство домашней литейной мастерской
Подкатегории раздела
Поделитесь информацией
Похожие статьи
Обустройство домашней литейной мастерской
Год: 1972. Номер журнала «Катера и Яхты»: 35 (Все статьи)
ПРЕДЫДУЩИЕ СТАТЬИ
Дальнейшее развитие быстроходных катеров и их мореходности
Реверсивно-редукторные передачи для катеров
Причины растущей популярности катеров-тримаранов
Испытания катера и доводка гребного винта
Подбор гребного винта без замера мощности двигателя
Подруливающие устройства для удержания яхты на курсе
Основные системы современных подруливающих устройств
Каким должен быть катер для воднолыжников?
«Воздушная смазка» днища катера для уменьшения трения о воду
Усовершенствование мачты на швертботе класса «Финн»
Конструктивные узлы деревянных корпусов катера или мотолодки
Сопротивление глиссирующих мотолодок в переходном режиме
Технология постройки спортивных водных лыж
Подводные крылья для мореходных катеров
Нормирование остойчивости и высоты борта прогулочных судов
Реверсивно-редукторные передачи для катеров
Причины растущей популярности катеров-тримаранов
Испытания катера и доводка гребного винта
Подбор гребного винта без замера мощности двигателя
Подруливающие устройства для удержания яхты на курсе
Основные системы современных подруливающих устройств
Каким должен быть катер для воднолыжников?
«Воздушная смазка» днища катера для уменьшения трения о воду
Усовершенствование мачты на швертботе класса «Финн»
Конструктивные узлы деревянных корпусов катера или мотолодки
Сопротивление глиссирующих мотолодок в переходном режиме
Технология постройки спортивных водных лыж
Подводные крылья для мореходных катеров
Нормирование остойчивости и высоты борта прогулочных судов
ТЕКУЩАЯ СТАТЬЯ
Обустройство домашней литейной мастерской
СЛЕДУЮЩИЕ СТАТЬИ
Схемы жестких разборных секционных байдарок
Расчет днищевых холодильников катерных двигателей
Исходные материалы для изготовления пластмассовых лодок
Защита стеклотканью корпусов малых спортивно-туристских судов
Критерии оценки остойчивости яхт
Диаграмма определения сопротивления лодок с мотором «Вихрь»
Аэродинамика быстроходных катеров по материалам книги Ренато Леви
Модельные испытания новой мотолодки «Казанка»
Фланцевые соединения разборных лодок
Особенности ухода за синтетическими парусами
Развитие идеи надежной непотопляемой лодки
Некоторые конструкции самодельных крейсерских яхточек
Расчет характеристик управляемых транцевых плит
Оптимальный гребной винт для мотора и лодки
Обзор мотолодок из новых современных материалов
Расчет днищевых холодильников катерных двигателей
Исходные материалы для изготовления пластмассовых лодок
Защита стеклотканью корпусов малых спортивно-туристских судов
Критерии оценки остойчивости яхт
Диаграмма определения сопротивления лодок с мотором «Вихрь»
Аэродинамика быстроходных катеров по материалам книги Ренато Леви
Модельные испытания новой мотолодки «Казанка»
Фланцевые соединения разборных лодок
Особенности ухода за синтетическими парусами
Развитие идеи надежной непотопляемой лодки
Некоторые конструкции самодельных крейсерских яхточек
Расчет характеристик управляемых транцевых плит
Оптимальный гребной винт для мотора и лодки
Обзор мотолодок из новых современных материалов
Ссылка на эту статью в различных форматах
HTMLTextBB Code
Комментарии к этой статье
Еще нет комментариев
Barque.ru © 2013 | Контакты | Карта сайта | Мобильная версия
Судостроение: Парусные суда Моторные суда Технологии Экранопланы
Моторы: Описание моторов Устройство моторов Самодельные моторы Тюнинг моторов Обслуживание моторов Дистанционное управление
Проекты: Парусные яхты Парусные катамараны Парусные тримараны Моторные лодки Катера Туристические суда Рыболовные суда Виндсерфинги и лыжи Прицепы и трейлеры Прочие проекты
Спорт: Новости спорта Парусные соревнования Водномоторный спорт Воднолыжный спорт Виндсерфинг Буерные соревнования Соревнования туристов
Консультации: Полезные устройства Полезные советы Улучшение судов Улучшение моторов Опыт эксплуатации Техника плавания Разбор аварий Рыболовам
Кругозор: Новые суда и устройства Интересные события Интересные факты Интервью Карты и маршруты Официальные данные Проблемы малого флота Яхт-клубы и стоянки Письма в редакцию
Истории: Путешествия Туристические походы Знаменитые корабли Военная страничка Литературная страничка История флота Прочие истории
Судостроение: Парусные суда Моторные суда Технологии Экранопланы
Моторы: Описание моторов Устройство моторов Самодельные моторы Тюнинг моторов Обслуживание моторов Дистанционное управление
Проекты: Парусные яхты Парусные катамараны Парусные тримараны Моторные лодки Катера Туристические суда Рыболовные суда Виндсерфинги и лыжи Прицепы и трейлеры Прочие проекты
Спорт: Новости спорта Парусные соревнования Водномоторный спорт Воднолыжный спорт Виндсерфинг Буерные соревнования Соревнования туристов
Консультации: Полезные устройства Полезные советы Улучшение судов Улучшение моторов Опыт эксплуатации Техника плавания Разбор аварий Рыболовам
Кругозор: Новые суда и устройства Интересные события Интересные факты Интервью Карты и маршруты Официальные данные Проблемы малого флота Яхт-клубы и стоянки Письма в редакцию
Истории: Путешествия Туристические походы Знаменитые корабли Военная страничка Литературная страничка История флота Прочие истории