
Многие отдают предпочтение двум подвесным моторам по 20—30 л. с., хотя и понимают, что это не лучший выход из положения: надежность такой установки невелика, а об экономичности и говорить не приходится. Более эффективный вариант — установка стационарного автомобильного двигателя: он надежен, экономичен, стоимость его меньше, чем двух 30-сильных подвесных моторов; с его обслуживанием и хранением меньше хлопот. Однако конвертировать и установить двигатель — это еще не все! Далеко не каждый водномоторник имеет возможность воспользоваться его лошадиными силами: для передачи мощности двигателя на движитель — гребной винт — необходим реверс-редуктор. Изготовление же в домашних условиях реверс-редуктора (и тем более угловой колонки) — препятствие, часто непреодолимое.
Как показывает опыт, во многих случаях на помощь приходит водомет. И не случайно за последние годы популярность водометного движителя именно на сравнительно крупных и быстроходных катерах заметно возросла. С водометом, сделать который можно, используя простейшее оборудование, путешественник без особого опасения может идти незнакомым маршрутом; при подходе к берегу, на мелководье его катер будет иметь явное преимущество перед судами с подвесными моторами, а на мелеющих, сильно засоренных реках водометные установки незаменимы.
Публикуемая подборка знакомит с опытом постройки и доводки водометов силами любителей.
Водомет катера «Зефир»
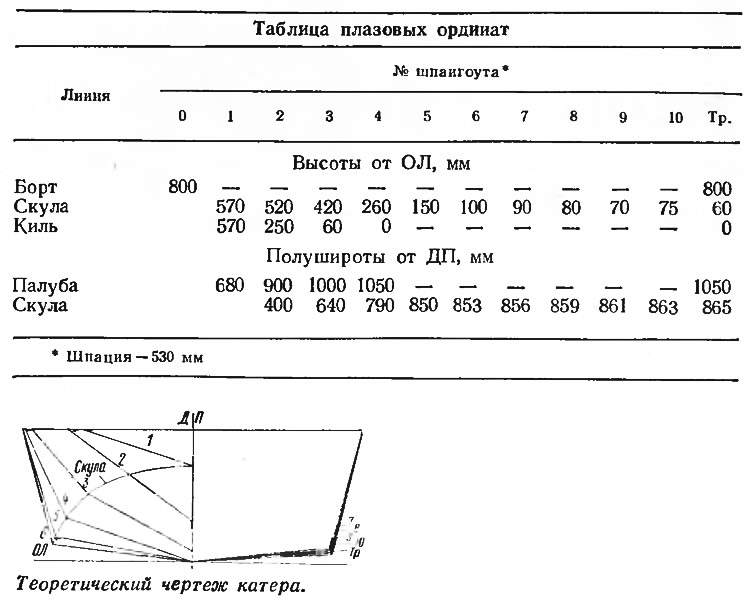
При разработке чертежей «Зефира» я ставил задачу — создать достаточно мореходный и комфортабельный 6-метровый катер с каютой, оборудованный водометным движителем. Корпусу катера пришлось придать несколько своеобразную форму — с притупленной носовой оконечностью и большим развалом бортов. Благодаря этому в каюте удалось разместить два стационарных спальных места (при необходимости можно оборудовать дополнительно еще две койки). Имеются два небольших шкафа для одежды; в носовой части каюты (1,75X1,65 м) сделаны всевозможные шкафчики для книг, инструмента и посуды; предусмотрены места для хранения багажа и провизии; установлен съемный стол, за которым размещаются шесть человек.

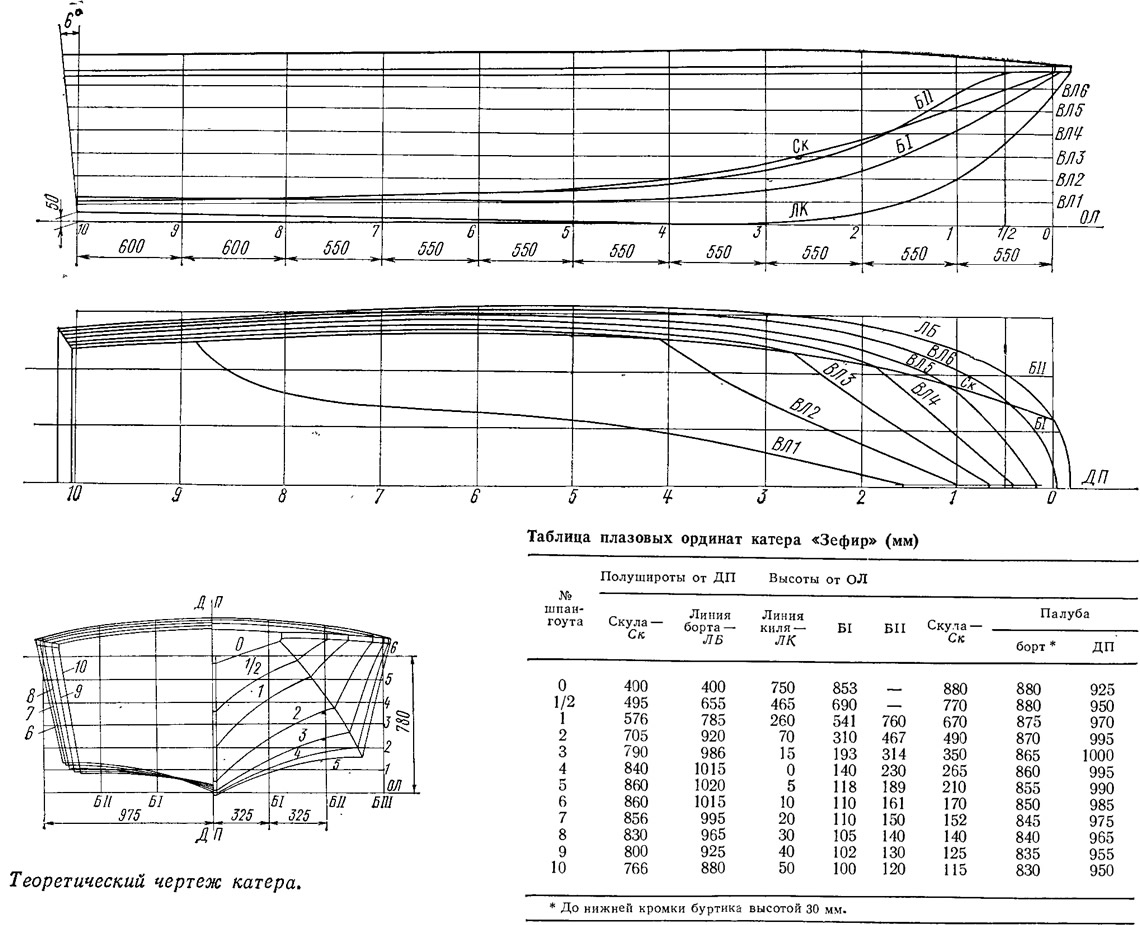
| Основные данные водометного катера «Зефир» | |
| Длина наибольшая, м | 5,90 |
| Ширина наибольшая, м | 2,10 |
| Высота борта на миделе, м | 0,885 |
| Водоизмещение порожнем, кг | 750 |
| Угол килеватости днища на транце | 6-8° |
| Двигатель «ГАЗ-21» («Волга»), л. с. | 75 |
| Запас топлива, л | 200 |
Форпик длиной 1,25 м отделен от каюты водонепроницаемой дверцей. В открытом кокпите размером 1,0X1,6 м расположен пульт управления катером. Кормовая часть катера занята моторным отсеком длиной 1,35 м.
Обводы носовой оконечности, на первый взгляд, кажутся сложными, но на самом деле листы фанеры толщиной до 5 мм легко ложатся на набор. При правильном раскрое на обшивку бортов и днища уходит всего 9 стандартных листов фанеры.
На испытаниях с одним водителем и полным запасом топлива катер «Зефир» показал скорость свыше 40 км/ч, а с двумя человеками на борту — 38 км/ч (число оборотов двигателя 3000—3200 в минуту). Высота волны во время этих испытаний была до 1 м.
При разработке движителя за основу были взяты чертежи водометов катера «Кама» (сборник №11 за 1967 г.) и судового разъездного катера проекта 336. Для установки получившегося водомета требуется более короткий, чем на «Каме», моторный отсек.
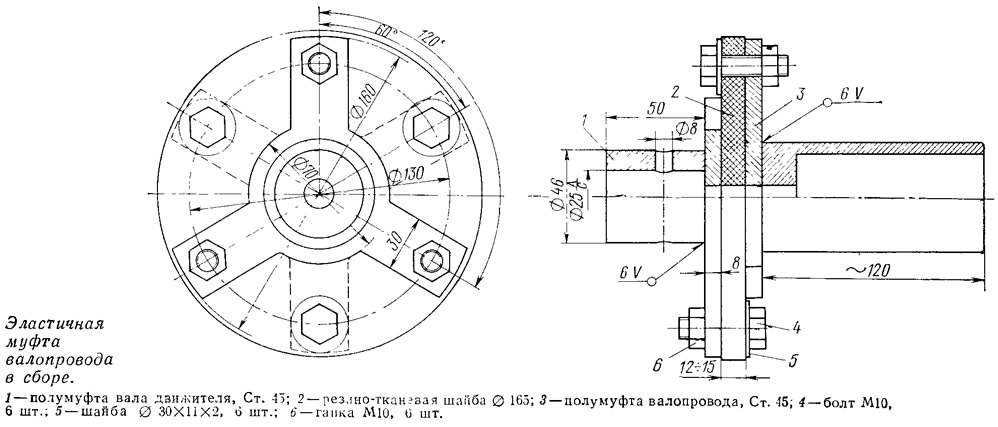
Промежуточый вал — от коленчатого вала двигателя до вала движителя — изготовлен из укороченного карданного вала автомашины «Волга» и имеет по концам эластичные муфты. Эластичным звеном служит шайба толщиной около 16 мм, вырезанная из резино-тканевой ленты. Вал движителя крепится в полумуфте штифтом диаметром 8 мм, как и в конструкции водомета «Камы».
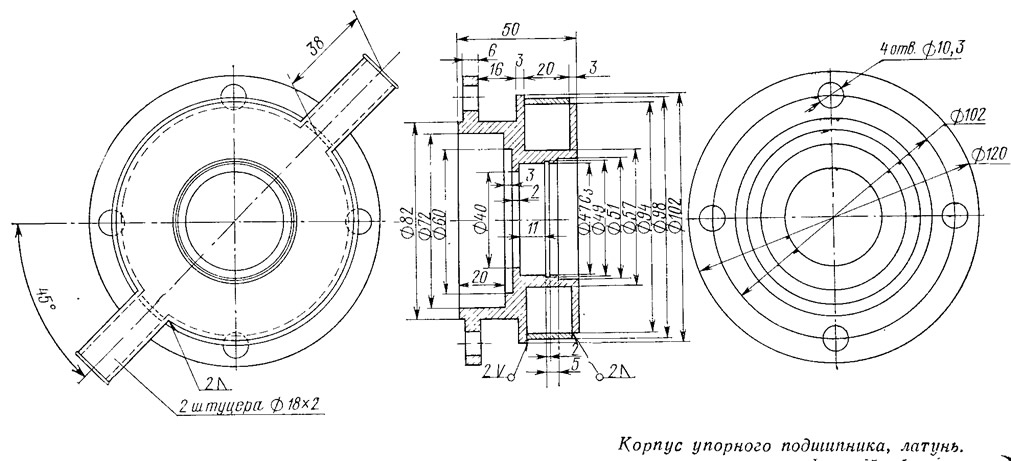
Упорный подшипник охлаждается забортной водой. Вместо подшипников № 206 и 8206К, установленных на водомете «Камы», установлен подшипник № 46306 с латунным сепаратором. Такая конструкция упорного подшипника проверена многолетней эксплуатацией ленинградскими любителями и вполне себя оправдала.
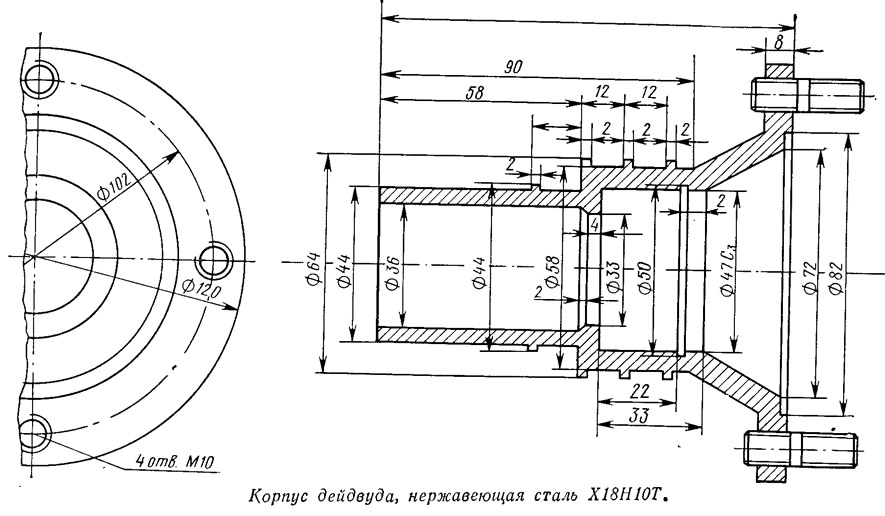
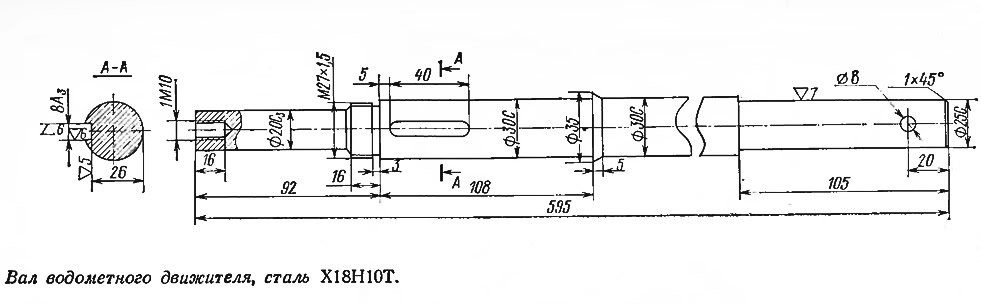
Вал водомета стал короче на 197 мм. На конце его, обращенном к упорному подшипнику, сделана проточка для установки упорной втулки подшипника № 46306. Диаметр противоположного конца вала изменен с 22 (на «Каме») до 20 мм, а на торце на длине 16 мм нарезана резьба М10; на него насаживается втулка и закрепляется болтом с шайбой. Такая конструкция предохраняет вал от преждевременного износа и дает возможность применить стандартный резино-металлический подшипник 30Х90 по ГОСТ 7199—54, что тоже немаловажно.
Все другие размеры (и допуски) вала, форма и размеры обтекателя, ступиц ротора и статора, внутренние размеры сопла, профиль и размеры лопаток — остались такими же, как на движителе катера «Кама».
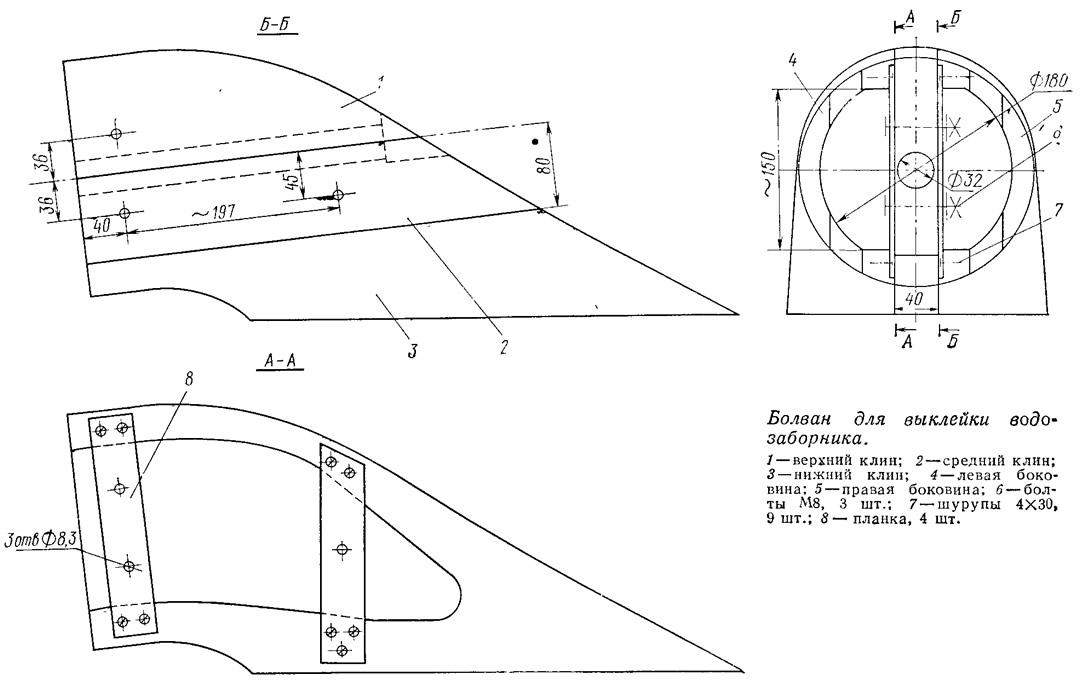
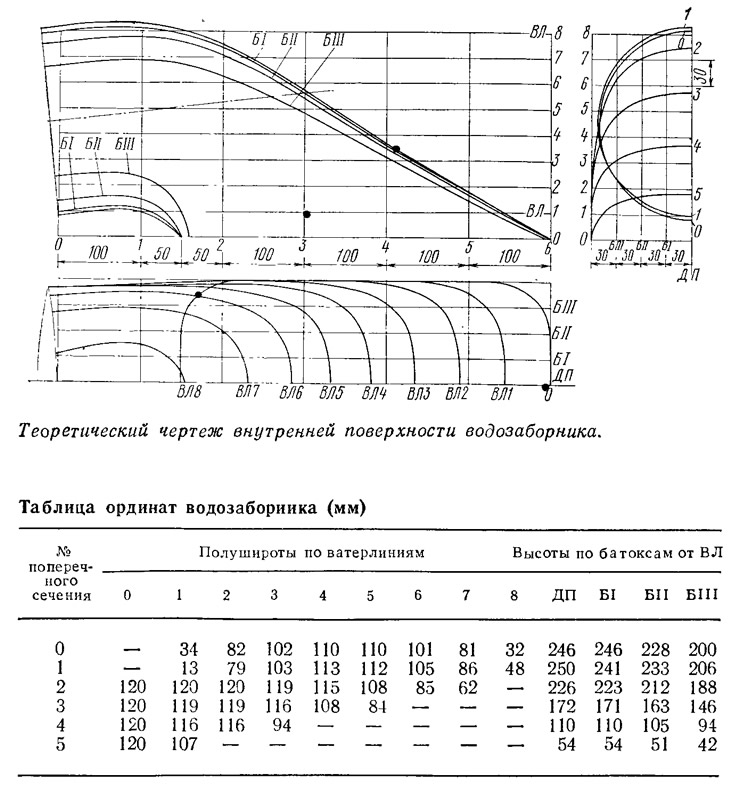
Водозаборник выполнен из стеклоткани по деревянному болвану разборной конструкции. Сборка оснастки осуществлялась в следующем порядке. Болван, приготовленный к оклейке, устанавливался на гладкой доске размером 360X750 с учетом возможности отгиба нижних фланцев шириной 50—60 мм для крепления водозаборника к днищу судна. В гнездо болвана по линии разъема укладывался вал движителя с предварительно собранным на нем упорным подшипником (без резиновых сальников). С противоположной стороны на болван устанавливалась обечайка водозаборника с фланцем. На конец гребного вала с установленной на нем втулкой надевался спрямляющий аппарат с уже находящимся в его ступице резино-металлическим подшипником или установочной втулкой для центровки вала (потом он закреплялся болтами к фланцу обечайки водозаборника).
Перед выклейкой (формованием) поверхности болвана были сделаны ровными и гладкими (обработаны парафином), металлические деталь обезжирены. Для формования применялись стеклоткань марки АСТТ(б)С2 и эпоксидная смола ЭД-5. Комингс смотрового лючка вклеивался при формовании. Время полной полимеризации смолы составляло 60 ч при температуре +20°С.
Изложенный способ сборки и выклейки водозаборника не требует дополнительной подгонки деталей и центровки гребного вала.
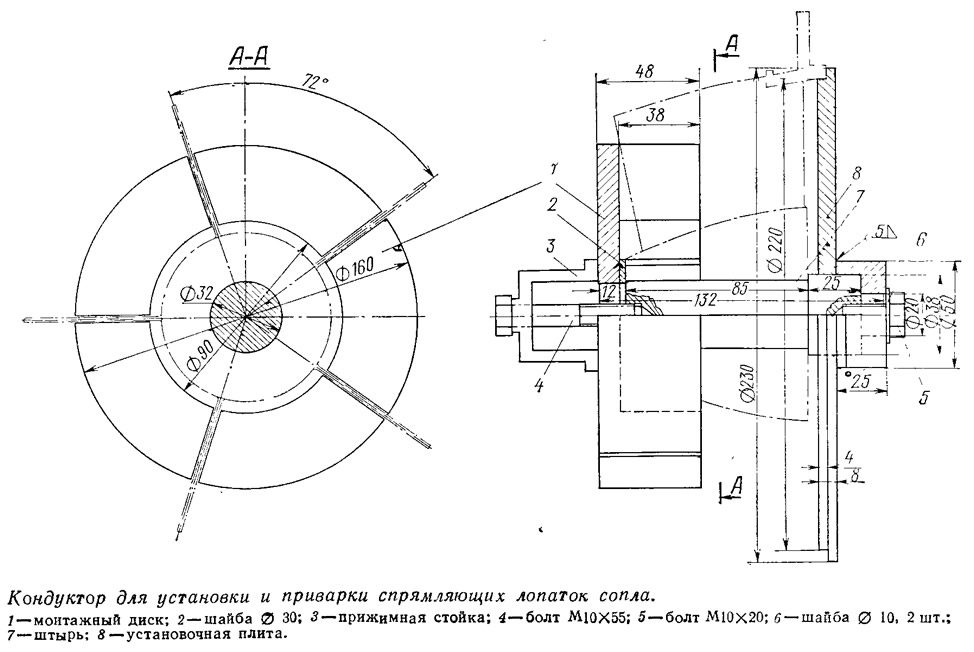
Для подгонки и приварки лопаток к ступице и переднему фланцу был использован заранее изготовленный металлический кондуктор, который применяется также и в качестве приспособления для точной установки и приварки к фланцу и ступице спрямляющих лопаток. После сварки производилась окончательная расточка фланца и ступицы под установку резино-металлического подшипника.
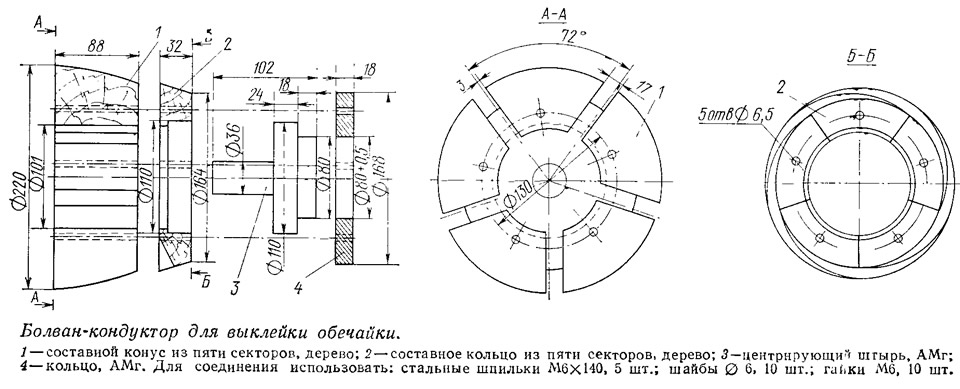
Для выклейки корпуса статора из отходов стеклоткани был сделан разборный дерево-металлический болван-кондуктор. Порядок работ был таким. В болван-кондуктор устанавливались статор и задний фланец сопла и закреплялись шпильками М6. На кромках лопаток, выступающих за пределы корпуса статора, напиливались зубья. Все щели на болван-кондукторе заделывались, поверхности обрабатывались парафином, а металлические детали обезжиривались. Затем выполнялось формование и одновременно устанавливались штуцера для отбора воды в систему охлаждения двигателя. Для армирования использовалась медная проволока диаметром 0,5—0,8 мм. После окончания полимеризации болван-кондуктор разбирался. Внутренние полости водозаборника и корпуса статора обрабатывались водостойкой шкуркой до получения ровной и гладкой поверхности, а затем (после высыхания) были покрыты двумя-тремя слоями эпоксидного лака.
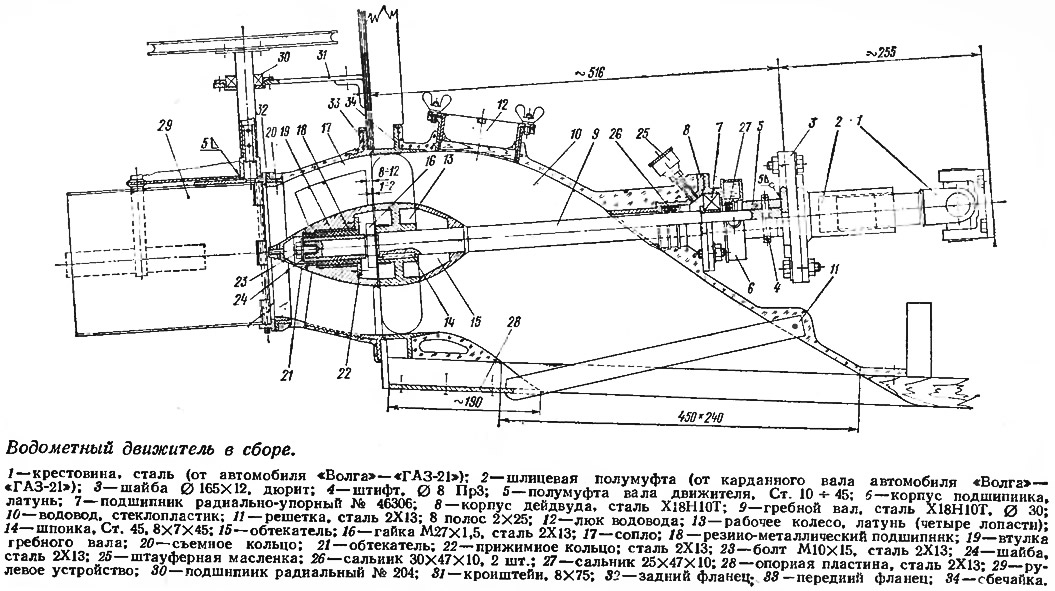
Четырехлопастное рабочее колесо (ротор) диаметром 218 и шагом 225 мм сделано из латуни; диаметр его ступицы 100 мм, дисковое отношение 0,8—0,9.
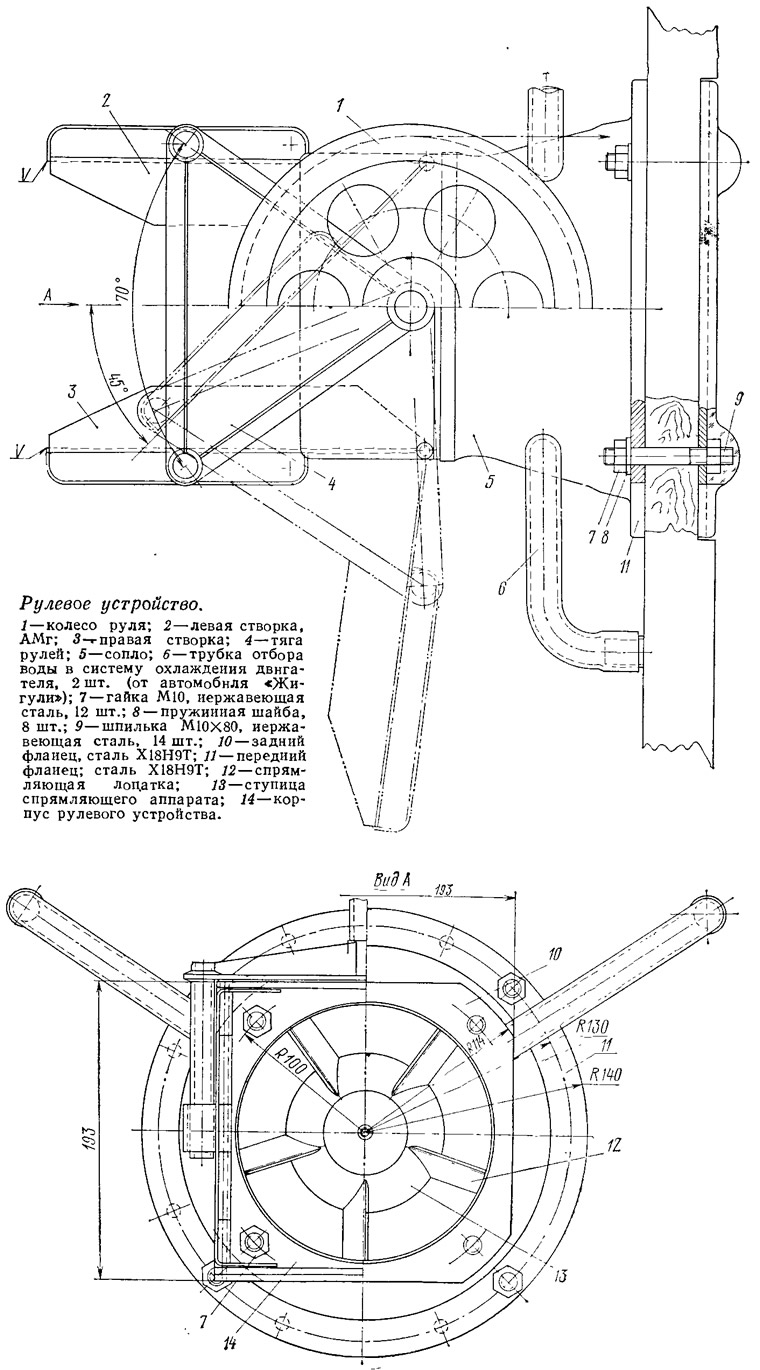
Первоначально было установлено реверсивно-рулевое устройство конструкции Э. Клосса (сборник № 5, 1965 г.). Оно обеспечивало хорошую управляемость, в том числе на заднем ходу при малых оборотах, но заметно снижало скорость катера на переднем ходу: скорость при числе оборотов двигателя 3000—3200 в минуту не превышала 26 км/ч. После замены этого устройства на другое — с несколько удлиненными створками и перекладкой руля до 45° катер стал двигаться значительно быстрее, разворачивается почти на месте.
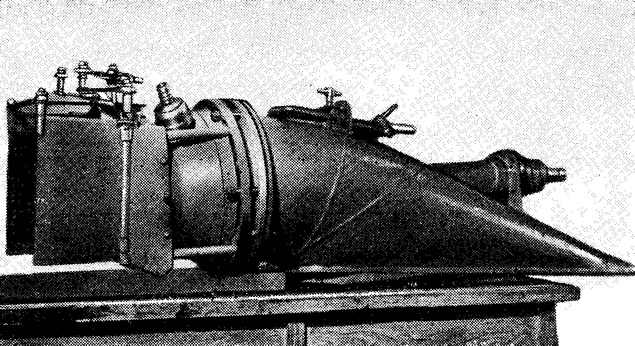
Водомет катера «Циклон»
Живу я на реке Томь, по профессии — механик. Свободное время целиком отдаю любительской постройке катеров. Последние три года работал над созданием «семейного крейсера» — небольшого катера с максимумом жилого пространства, обладающего хорошей проходимостью и достаточной мореходностью. В навигацию 1975 г. «Циклон» — так мы назвали свой новый водометный катер — прошел всесторонние испытания, теперь могу поделиться опытом по постройке судна и изготовлению одноступенчатого водомета.

| Технические данные катера «Циклон» | |
| Длина, м | 5,8 |
| Ширина, м | 2,1 |
| Высота борта, м | 0,8 |
| Грузоподъемность, кг | 500 |
| Вес со снабжением без топлива, кг | 700 |
| Двигатель «ГАЗ-21» («Волга»), л. с. | 75 |
Катер с двумя пассажирами на борту развивает скорость 56 км/ч, с пятью — 50 км/ч, уверенно глиссирует даже с восемью. Идет устойчиво; на всех скоростях и при любых нагрузках кренится внутрь циркуляции, разворачивается на 180° буквально «на пятке».
Применены обводы с умеренной килеватостью днища и отгибом скулы. Корпус обшит бакелизированной фанерой.
Поперечная переборка на миделе отделяет салон (габариты 2,0X4,5Х1.3 м) от кокпита (1,0X4.5 м). Под настилом кокпита расположен герметичный объем плавучести на 250 л; герметичный носовой отсек выделен форпиковой переборкой на шп. 2. Моторный отсек закрыт жестким звукоизолированным капотом, образующим площадку, удобную для отдыха. Справа на внешней стороне фальшборта расположен воздухозаборник вентиляции моторного отделения. От этого же воздухозаборника проходит отдельный воздуховод к карбюратору.
В кормовой части катера оборудована открытая огражденная поручнем площадка, на которой размещаются четыре стандартных «вихревских» бензобака.
Кокпит закрывается быстросъемным тентом.
Теперь поподробнее о водометной установке. Выбрал я такой тип движителя без колебаний и очень доволен простотой его эксплуатации и высокой проходимостью катера. При конструировании водомета использовал подшивку «Катеров и яхт». Точнее сказать, пытался обобщить имеющиеся в сборнике материалы на эту тему, а кое-что, в частности, узел рулей и гидрореверса, выполнил без всяких изменений по приведенным эскизам (сборник №11).
Могу теперь сказать, что изготовить водомет удается в условиях простой ремонтной мастерской, где имеются токарный и сверлильный станки, кузнечный горн и сварочный аппарат, но необходимы аккуратность и неторопливость.

Вес водометной установки 26 кг.
В качестве основного материала при изготовлении водовода применена нержавеющая сталь. Сначала пришлось сделать деревянный болван — естественно в масштабе 1:1. Хорошо просушенный деревянный брус разметил по теоретическому чертежу водовода, причем его выходную часть — торец — расположил под углом 5° к основной; контуры днищевого водозаборного отверстия разметил прямо на основной плоскости. Затем аккуратно срезал дерево, добиваясь плавных сопряжении — переходов на всем протяжении водовода от наибольшего торцевого сечения к контуру водозаборного отверстия. На готовом болване пробил линию диаметральной плоскости. Затем с помощью картона на одной из половин болвана подобрал оптимальное положение заготовок с учетом последующей выколотки деталей. По полученным картонным шаблонам вырезал из листовой стали заготовки. Выколачивал их молотком (по внутренней стороне) на металлической тумбе или наковальне, периодически примеряя по болвану. По окончании выколотки подогнал детали по стыкам и сварил две отдельные половины водовода. Готовые половины тщательно зачистил изнутри, отшлифовал, а затем сварил вместе по ДП. К полученному водоводу подогнал (прямо по днищу катера) и приварил фланец водозаборного отверстия, а также окантовку смотрового лючка.
Обечайку — кольцо, в котором вращается рабочее колесо, изготовлял отдельно. Прежде чем присоединять обечайку к водоводу, сделал кондуктор, обеспечивающий точность сборки — соосность обечайки и дейдвудного патрубка и исключающий возможность коробления деталей от нагрева и внутренних напряжений при сварке. Кондуктор представлял собой диск, наружный диаметр которого равен внутреннему диаметру обечайки; во внутреннее отверстие диска вставлялся валик, длина которого равна длине гребного вала. Толщина диска кондуктора была сделана больше толщины обечайки с расчетом крепления на ней и торца водовода при сварке. Базовые поверхности кондуктора обрабатывались в станке с одной установки.
Последовательно на кондуктор были надеты обечайка, водовод и на конец вала — дейдвудный патрубок. Обечайка была вставлена в транцевый фланец и приварена, после чего приобрела нужную жесткость. Затем она растачивалась начисто вкруговую на токарном станке, были размечены и просверлены Отверстия во фланце.
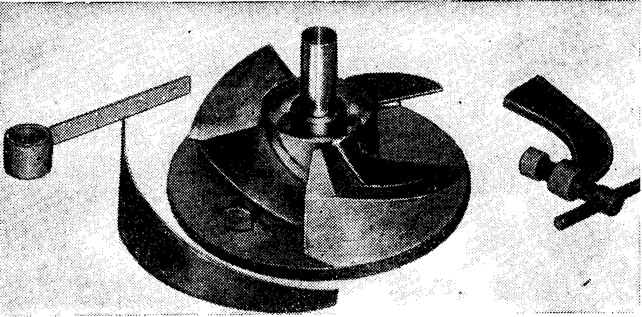
Для изготовления рабочего колеса — ротора, имеющего диаметр 225 мм и шаг 260 мм, было изготовлено универсальное приспособление. По шаговому угольнику при помощи траверзы формовалась из густого раствора песка и цемента (в соотношении 1:1) винтовая горка. После частичного схватывания раствора рабочая поверхность ее зачищалась, форме придавались литейные уклоны. После затвердевания получилась литейная модель, по которой в домашней мастерской из алюминиевого расплава была отлита винтовая горка.
Болтами горка крепилась к диску диаметром 300 мм, в центре которого была закреплена вертикально ось с диаметром, соответствующим внутреннему диаметру ступицы ротора. На ось был посажен кронштейн — траверза.
Заготовка лопасти, вырезанная из нержавеющей стали толщиной 5 мм и уже имеющая заданный гидродинамический профиль, закреплялась съемной струбциной, нагревалась и ударом медного полукруглого молотка изгибалась по горке. После этого лопасти шлифовались, покрывались меловым раствором (для защиты поверхностей от капель расплавленного металла) и здесь же на приспособлении приваривались к ступице, надетой на ось. Затем ротор протачивался на станке по наружному диаметру, балансировался и окончательно шлифовался.
Спрямляющий аппарат также изготовлен из нержавеющей стали толщиной 3—5 мм и в той же последовательности, что и ротор, но здесь горка для гибки лопастей имела не винтовую поверхность, а форму заданного радиуса. На специально изготовленную ось была надета ступица спрямляющего аппарата, на фланце размечены места притыкания лопаток. Горка устанавливалась вертикально, поверхности свариваемых деталей покрывались меловым раствором и производилась сварка.
Спрямляющий аппарат сделан съемным. У входных кромок лопаток по наружному диаметру приварено кольцо, с помощью которого аппарат, вставляемый в дюралюминиевое сопло, прочно соединяется с ним. Изготовление съемного аппарата, разумеется, сложнее, чем неразъемного, так как требует тщательной подгонки с учетом необходимого натяга, но зато узел водомета оказывается более доступным для ремонта.
Сопло может быть или изготовлено из нержавеющей стали толщиной 2—3 мм при помощи выколотки и сварки на форме или отлито из дюралюминия. На выходе из сопла необходимо предусмотреть возможность смены колец, с помощью которых подбирается оптимальный режим работы движителя.
В качестве опорных подшипников вала в ступице спрямляющего аппарата проще всего применять обычные шариковые подшипники № 205 с защитой от попадания влаги рези-но-металлическими сальниками. Смазка подшипника осуществляется через отверстие диаметром 4 мм в лопатке спрямляющего аппарата, имеющей толщину 6 мм. При применении гребного вала со сверлением на всю длину смазка может производиться одновременно с дейдвудными подшипниками (№ 6206).
Для удобства осмотра ротора и спрямляющего аппарата в верхнюю часть свода водовода вмонтирован лючок, уплотняемый резиновой прокладкой и закрепляемый съемной струбциной. В лючок встроена труба из нержавеющей стали диаметром 14 мм, которая подходит к кромке лопасти ротора с зазором 2 мм: с помощью этого эжекционного устройства производится автоматическая откачка воды из корпуса через шланг (краном на шланге можно управлять дистанционно).
Благодаря тому, что в районе установки двигателя киля в ДП нет (подмоторная ниша усилена оклейкой стеклопластиком), двигатель удалось установить очень низко — он почти касается картером обшивки днища. Сливная пробка масла перенесена в угол картера. Линия вала имеет минимально допустимый угол наклона, равный 5°.
Двигатель соединен с водометом коротким 300-миллиметровым карданным валом, который крепится непосредственно к маховику двигателя при помощи переходного фланца.