
В ряду прочих процессов работы двигателя внутреннего сгорания продувка занимает особое место. Правильная настройка всей системы газораспределения, а особенно выхлопной, существенно улучшает процессы газообмена, а следовательно, и параметры двигателя.
Если процессы сжатия, сгорания и расширения в двух- и четырехтактных двигателях аналогичны, то очистка цилиндра от остаточных газов и наполнение его свежей смесью у них существенно различаются. В четырехтактном двигателе основная масса остаточных газов вытесняется поршнем при его ходе к верхней мертвой точке. В двухтактном двигателе очистка производится свежей смесью, предварительно сжатой в картере, при открытых продувочных и выхлопных окнах, т. е. продувка и выпуск происходят одновременно. При больших конструктивных преимуществах такая система очистки имеет и свои минусы: свежая смесь частью смешивается с остатками продуктов сгорания, а частью «вылетает» в выпускную систему. Свести к минимуму эти нежелательные явления при наилучшей очистке цилиндра от остаточных продуктов сгорания — этим определяется выбор системы продувки.
Таких систем несколько: контурная, в которой поток продувочной смеси движется по контуру цилиндра, прямоточная с движением смеси от одного конца цилиндра к другому и др.
8 настоящее время в двухтактных двигателях подвесных лодочных моторов повсеместно применяется возвратно-петлевая схема продувки. Здесь рабочая смесь направляется из нижней части цилиндра в верхнюю, описывает петлю и выталкивает отработавшие газы. Петлевая схема продувки конструктивно проста — это и определило ее выбор для лодочных и мотоциклетных двигателей, хотя она и характеризуется наличием непродутых зон в цилиндре в большей степени, чем прямоточная и контурная.
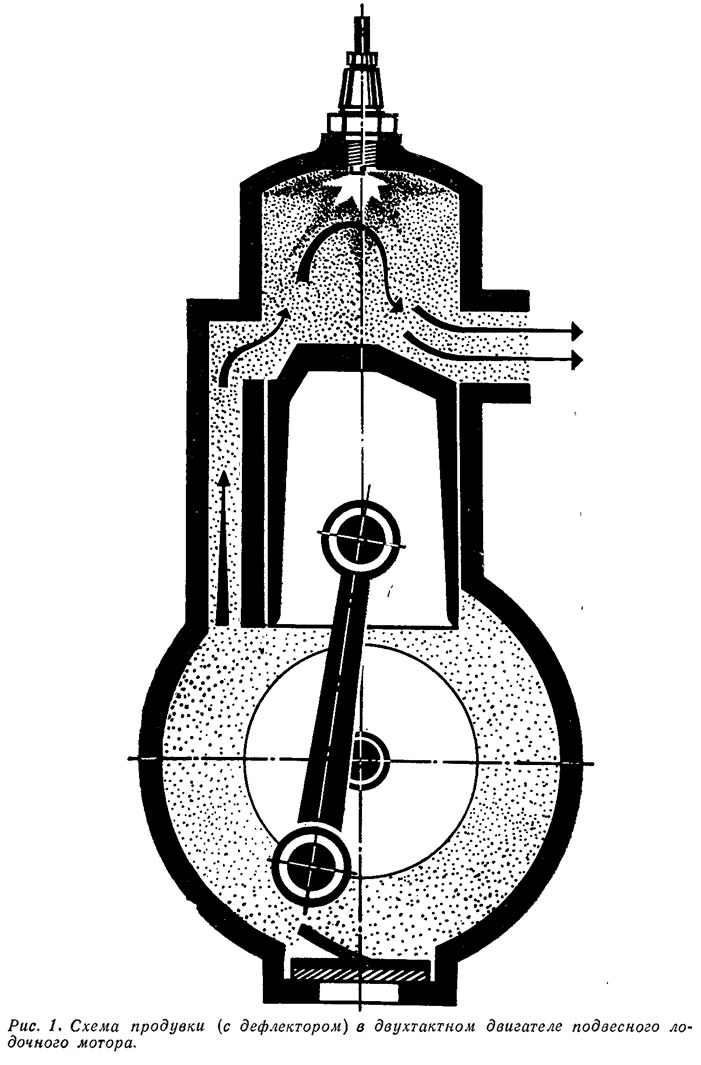
Как же протекает процесс продувки? Свежая смесь из кривошипной камеры (рис. 1) через продувочные каналы устремляется в цилиндр. Вначале потоки поступающей смеси поднимаются вверх, направляясь по стенке цилиндра к головке. По мере движения поршня вниз струи продувочной смеси отклоняются от стенки и направляются к противоположной стороне цилиндра. Далее продувочные струи сталкиваются и ударяются в стенку, противоположную выпускному окну, поток обтекает камеру сгорания и спускается вдоль стенки к выпускному окну.
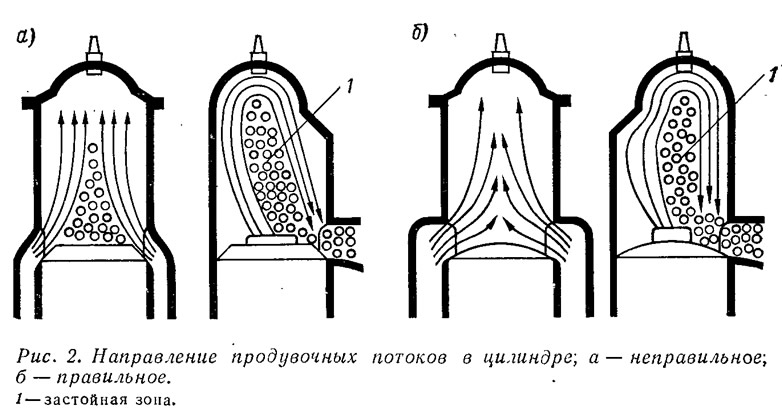
Для хорошей очистки необходимо, чтобы восходящая часть потока заняла одну половину вертикального сечения цилиндра, а нисходящая — другую. Практически осуществить это очень трудно. Неустановившийся продувочный поток имеет различную скорость по своему сечению; максимальное ее значение у стенки, противоположной выпускному окну, снижается в слоях, лежащих ближе к центру. В центральной части цилиндра могут остаться непродутыми застойные и вихревые зоны (рис. 2).
Вид продувочного потока в цилиндре зависит от ширины и высоты окон и от продолжительности их открытия (так называемое «время — сечение» окна), от формы продувочных каналов, определяющих углы входа продувочных струй в цилиндр, от формы днища поршня и камеры сгорания. Чтобы вытеснить отработавшие газы с минимальным перемешиванием с ними, продувочные струи должны быть компактными и обладать достаточной энергией. Эта энергия обуславливается разностью давлений в кривошипной камере и цилиндре во время открытия продувочных окон, т. е. степенью сжатия в картере и потерями в продувочных каналах. При малой энергии продувочный поток не вытесняет массу остаточных газов, а растекается по стенкам цилиндра, часть его уносится в выпускную систему, а внутри цилиндра остаются непродутые зоны с остаточными газами.
Информация об изображении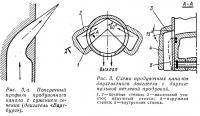
Рис. 3. Схема продувочных каналов двухтактного двигателя с двухканальной петлевой продувкой
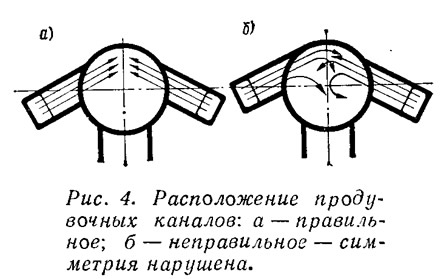
В настоящее время в двухтактных двигателях мотоциклов и лодочных моторов наиболее распространенным видом петлевой продувки является двухканальная. Продувочный канал (рис. 3) образован наружной 4, внутренней 5 и боковыми 1 и 2 стенками. По результатам многочисленных экспериментальных работ выбраны оптимальные углы наклона этих стенок. В большинстве случаев боковая стенка 2 расположена под углом 55-60" к оси симметрии горизонтального сечения, а боковая стенка 1 под несколько меньшим углом или параллельно ей. Наклон стенки 3 составляет 10-15° и близок к направлению касательной к сфере днища поршня у его кромки. В том случае, если углы входа продувочных каналов выполнены неправильно (рис. 2а), количество остаточных газов увеличивается, а струи свежей смеси, прижимаясь к стенкам цилиндра, попадают в выпускное окно — так называемый прямой выброс свежей смеси. Это приводит к увеличению расхода топлива и уменьшению мощности. Не меньшее значение имеет симметричность продувочных окон и углов входа продувочных каналов относительно выпускного окна. Несимметричность входящих в цилиндр потоков приводит к появлению завихрений и нежелательному перемешиванию свежей смеси с .отработавшими газами (рис. 4).
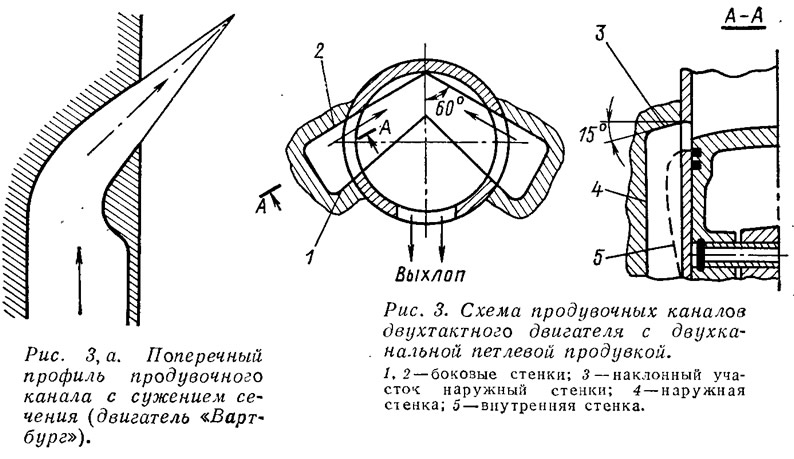
Рис. 3. Схема продувочных каналов двухтактного двигателя с двухканальной петлевой продувкой
О качестве продувки в двигателе и, в частности, о симметричности выполнения продувочных каналов, можно судить по следам от продувочных струй и нагару в местах, неомываемых продувочной смесью на днище поршня и камеры сгорания.
Гидравлические потери в продувочных каналах стремятся свести к минимуму, поэтому поперечное сечение продувочных каналов и окон должно быть как можно большим. Так как увеличение высоты продувочных, а следовательно, и выхлопных окон связано с уменьшением полезного объема цилиндра, сечение продувочного окна увеличивают за счет его ширины. Увеличение же ширины ограничено величиной, равной 0,45 диаметра цилиндра (далее возникает опасность выдавливания поршневого кольца в окна). При большей ширине в окне делается перемычка.
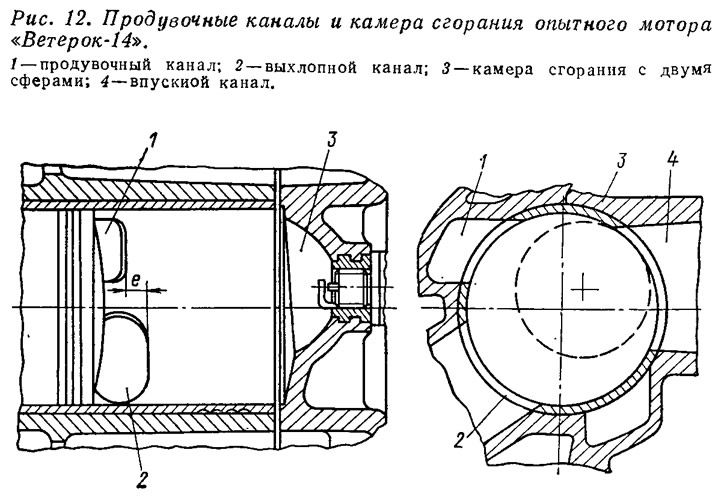
При выборе фаз продувки, т. е., в конечном счете, высоты выхлопных и продувочных окон, принимается в расчет величина перемещения поршня от открытия выхлопных окон до начала открытия продувочных — так называемое предварение выпуска (величина «е» на рис. 12).
По данным исследований, проведенных на мотоциклетных двигателях «Ямаха», более раннее открытие продувочных окон (увеличение их высоты) сдвигает максимальное значение крутящего момента в сторону меньших скоростей вращения коленчатого вала. При слишком малом предварении выпуска давление в цилиндре может оказаться выше, чем давление в картере, и при открытии продувочных каналов выхлопные газы попадут по ним в картер, вызвав его дополнительный нагрев и ухудшив наполнение.
Величина оптимальной фазы продувки в двухтактных двигателях различных лодочных моторов неодинакова и находится в пределах 110-120° («Салют» — 112°, «Ветерок-8» — 110°, «Ветерок-12» — 114°, «Нептун» — 121°, «Москва-25» — 119°). Для гоночных лодочных моторов, работающих на высоких оборотах, величина фазы продувки возрастает до 125-135°.
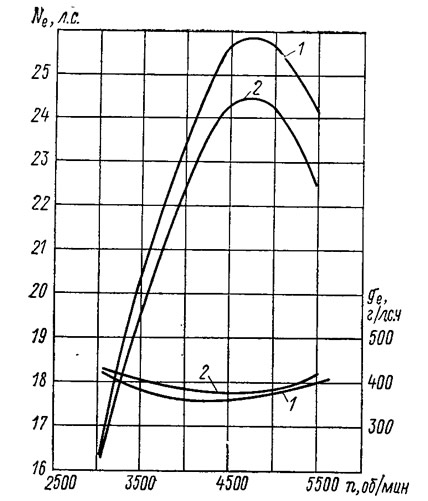
Влияние фазы продувки на мощность и экономичность двигателя хорошо заметно на характеристиках, снятых при исследовании экспериментального 25-сильного мотора (рис. 5). При одной и той же фазе выпуска изменение фазы продувки повлекло за собой увеличение мощности и снижение удельного расхода топлива.
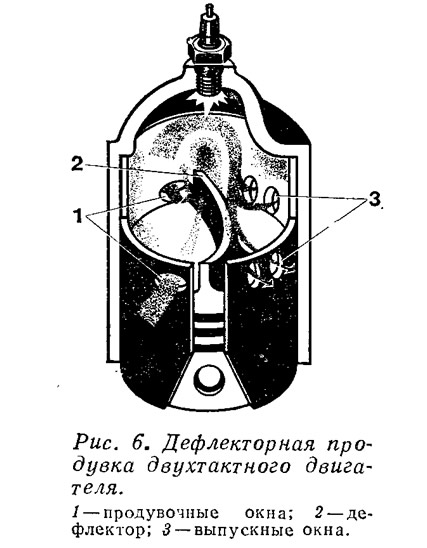
Говоря о видах продувки, применяемых в конструкциях лодочных моторов, следует отметить отличие петлевой дефлекторной продувки (рис. 6), где направление потоку смеси задается козырьком на поршне (дефлектором), от продувки, в которой направление струй определяется формой и наклоном продувочных каналов.
Первый вид продувки использован на лодочных моторах «Ветерок-8» и «-12», «Москва-М», «Москва-25», «Прибой» и на большинстве американских моделей. Второй — на моторах «Нептун», «Салют», «Вихрь-М», «Ветерок-14», на шведских и японских моделях.
К преимуществам дефлекторной продувки можно отнести простоту конструкции и технологичность, так как продувочные и выхлопные окна выполняются простым сверлением. К недостаткам — менее благоприятную в отношении смесеобразования форму камеры сгорания, которая хуже продувается из-за сложной конфигурации, большой вес и повышенную температуру днища поршня из-за наличия дефлектора.
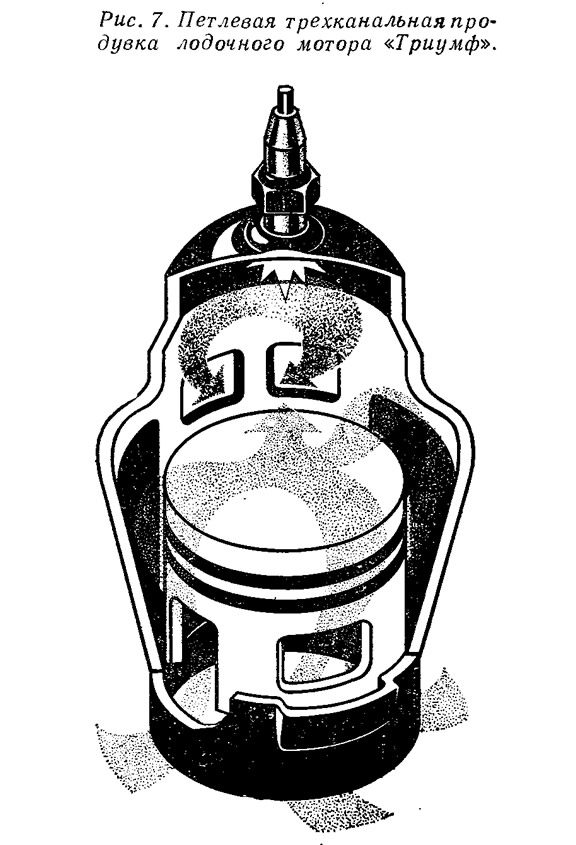
При направлении смеси продувочными каналами очистка камеры сгорания получается более эффективной. Этому способствует простая плоская или несколько выпуклая форма днища поршня и сферическая форма камеры сгорания, позволяющая производить ее механическую обработку, в результате чего более точно выдерживается необходимая степень сжатия. Технологические трудности выполнения совпадения продувочных каналов и окон в гильзе окупаются получением более высоких показателей мощности и экономичности. На рис. 7 показана трехканальная петлевая продувка американского подвесного лодочного мотора фирмы ОМС «Триумф» мощностью 60 л. с. Не случайно, несмотря на исключительную отработанность и технологичность дефлекторной продувки на большинстве выпускаемых ею моторов, эта крупнейшая американская фирма сочла целесообразным перейти на ряде моделей на петлевую.
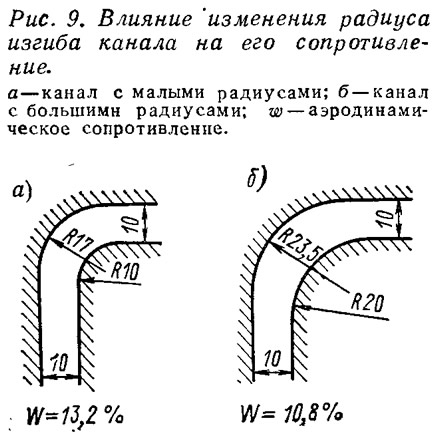
При двух- и трехканальной петлевой продувке очень важно точно направить продувочные струи при выходе из окон в камеру сгорания. На направление струи влияют в основном длина участка 3 (рис. 3) и величины радиусов канала, особенно у внутренней стенки. Длина прямого участка стенки 3 должна быть не меньшей, чем ширина продувочного окна. Внутренней стенкой продувочного канала 5 (рис. 3) в большинстве случаев служит сама гильза. Стремясь увеличить внутренний радиус канала и создать направляющую часть у входа в цилиндр прибегают к так называемой «отдаленной» продувке (рис. 3, пунктирная линия). Так выполнены продувочные каналы «Ветерков» и ряда гоночных моделей мотоциклетных двигателей. В таких каналах, благодаря большим радиусам внутренней и наружной стенок, создается большая длина направляющей части и становится возможной настройка продувочных каналов на высокое число оборотов коленчатого вала (рис. 9).

Из двух каналов с одинаковыми поперечными сечениями входа и выхода канал с большим радиусом поворота (канал «б», рис. 9) будет оказывать значительно меньшее аэродинамическое сопротивление потоку продувочной смеси. Как показали испытания на двигателях Ямаха, более плавные повороты каналов мало влияют на максимальную мощность, но значительно повышают ее в диапазоне средних и низких скоростей вращения двигателя. При отработке продувочного канала необходимо также бороться с любым отрывом потока от стенок (чаще всего от внутренней стенки канала). Конструктивно это достигается уменьшением сечения канала по мере приближения к выходу, как это сделано, к примеру, в продувочном канале двухтактного двигателя «Вартбург» (рис. За).
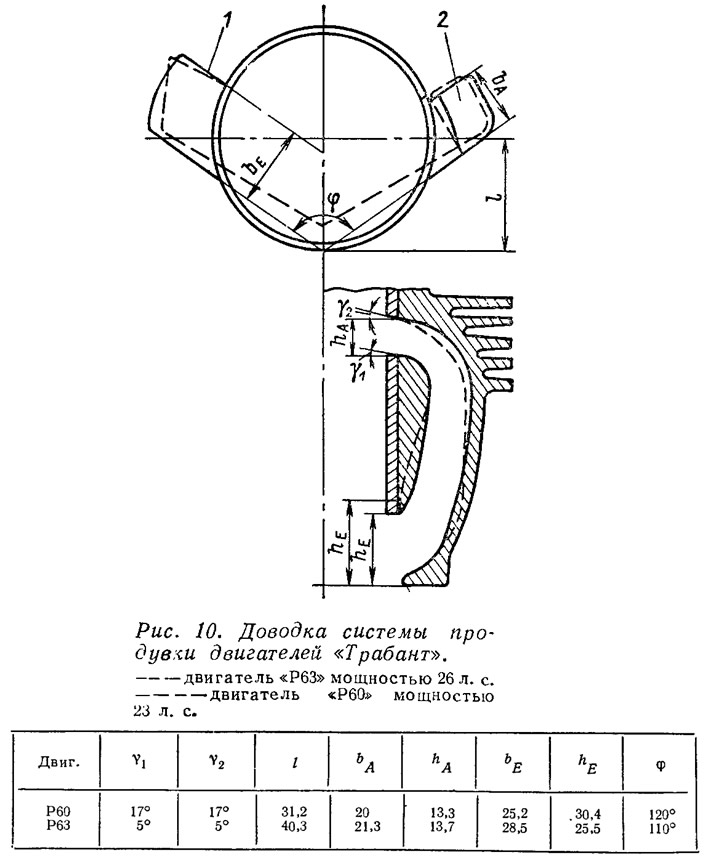
Значительное повышение мощности было достигнуто за счет совершенствования продувки в двухтактном двигателе «Р60» автомобиля «Трабант» (ГДР). Из девяти исследованных вариантов продувочных каналов был выбран оптимальный — с углом подъема канала к вертикали на входе в цилиндр, равным 5°, и углом между стенками канала в горизонтальной плоскости — 110°. Изменение формы и размеров продувочных каналов позволило увеличить мощность с 23 до 26 л. с. (двигатель «Р63»).
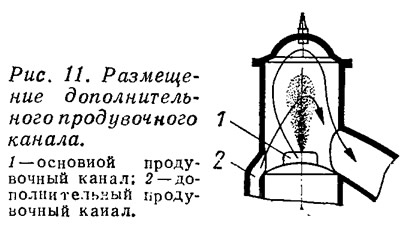
За последнее время начинает получать все большее распространение петлевая продувка с одним или несколькими дополнительными каналами, располагаемыми напротив выпускного окна (рис. 11). Добавочные каналы располагаются обычно под углом 45—60° к вертикали. Продувочные струи этих каналов отжимают продувочный поток в верхней части к центру цилиндра и способствуют очистке центральных непродутых зон. По результатам исследований, проведенных на мотоциклетных двигателях, применение . третьего продувочного канала позволяет увеличить мощность двигателя на 7—12%. Увеличение мощности с 20 до 23 л. с. на отечественном подвесном моторе «Нептун-23» было также достигнуто в основном за счет замены двухканальной продувки на трехканальную. Прохождение смеси в добавочный канал через поршень улучшает к тому же смазку верхней головки шатуна и охлаждение поршня.
Размещение дополнительных продувочных каналов на зеркале цилиндра связано с определенными конструктивными трудностями, особенно при поршневом управлении впуском. При золотниковом управлении подвод топливной смеси производится сбоку картера и это намного упрощает размещение добавочных продувочных каналов.
На процесс продувки определенное влияние оказывает и форма камеры сгорания. Полусферическая камера сгорания, применяющаяся на большинстве двухтактных двигателей, не является лучшим решением. Она обеспечивает ровное протекание свежей смеси и тем самым не препятствует ее «вылетанию» в выпускное окно. Усложненная же форма камеры сгорания, обусловленная применением дефлекторной продувки, способствует образованию застойных, не-продуваемых зон. Наилучшие результаты были получены при смещении полусферы в головке цилиндров. Такая конструкция использована на лодочном моторе «Ветерок-14» (рис. 12).
Отработка системы продувки является одним из важнейших путей повышения мощности и снижения расхода топлива двухтактного двигателя. Работа эта кропотливая и длительная— изготавливается несколько цилиндров с различными углами стенок продувочных каналов или специальный опытный цилиндр со вставками, позволяющими получить каналы различной формы. При исследовании различных сочетаний фаз продувки и выхлопа для нахождения оптимальных фаз газораспределения продувочные и выхлопные окна постепенно распиливают или устанавливают прокладки между блоком цилиндров и картером с последующей проверкой результатов.
Возможна ли некоторая доводка системы продувки двигателя своими силами? Безусловно.
Дело в том, что при изготовлении картеров, блоков цилиндров, вставок продувочных каналов применяются несколько комплектов кокилей или пресс-форм и возможны некоторые несовпадения по контурам деталей, отлитых на разной литейной оснастке. К этому же могут привести и технологические отклонения при механической обработке деталей. Обеспечение полного совпадения контуров деталей на заводе потребовало бы применения очень трудоемких или ручных операций, что существенно повлияло бы на увеличение стоимости деталей.
Довести детали, образующие продувочный канал, до полного совпадения контуров можно собственными силами. Следует стремиться к тому, чтобы в продувочном канале не было уступов и неровностей более 0,5 мм, чтобы контур продувочного окна в гильзе совпадал с контуром окна в отливке блока цилиндров. Можно улучшить вход смеси в продувочный канал снятием фаски с гильзы цилиндра в этом районе. Очень тщательно следует подогнать вставку в продувочном канале моторов «Ветерок», «Москва», «Прибой» для обеспечения правильного направления продувочной струи при выходе из канала.
Не следует, однако, увлекаться излишней полировкой продувочных каналов. Спортсменам-водномоторникам известны, например, случаи уменьшения мощности гоночных двигателей «Кениг» после полировки продувочных каналов, имевших довольно-таки грубую поверхность после литья (возможно, при этом была нарушена форма канала). Более подробно с рекомендациями по доводке продувочных каналов можно ознакомиться в статье А. С. Шикина «Повышение мощности двигателей «Ветерков» (сборник №40, 1972 г.).