Подвесные моторы серии «Ветерок» — одни из самых распространенных в стране моторов средней мощности. Выпуск «Ветерков» (восьмисильная модель) Ульяновским моторным заводом был начат в 1965 году и, конечно, за 8 лет эксплуатации многие из них приходилось ремонтировать.
Процесс разборки самого сложного узла мотора — двигателя довольно сложен: требуются специальные съемники и приспособления, которые не входят в ЗИП, да и сведения по разборке мотора, приведенные в инструкции, носят самый общий характер. По многочисленным способам читателей работник Ульяновского завода Б. И. Черненькое знакомит владельцев моторов «Ветерок» с правильной разборкой и сборкой двигателя.
Приступая к работе, подготовьте место для разборки, необходимый инструмент и приспособления. Рекомендуется все работы проводить в закрытом помещении или, если это невозможно, в защищенном от ветра месте. Все снимаемые с мотора узлы и детали складываются в определенном порядке на чистый лист плотной бумаги или картона или на кусок материи (желательно светлого тона) размером приблизительно 60X60 см.
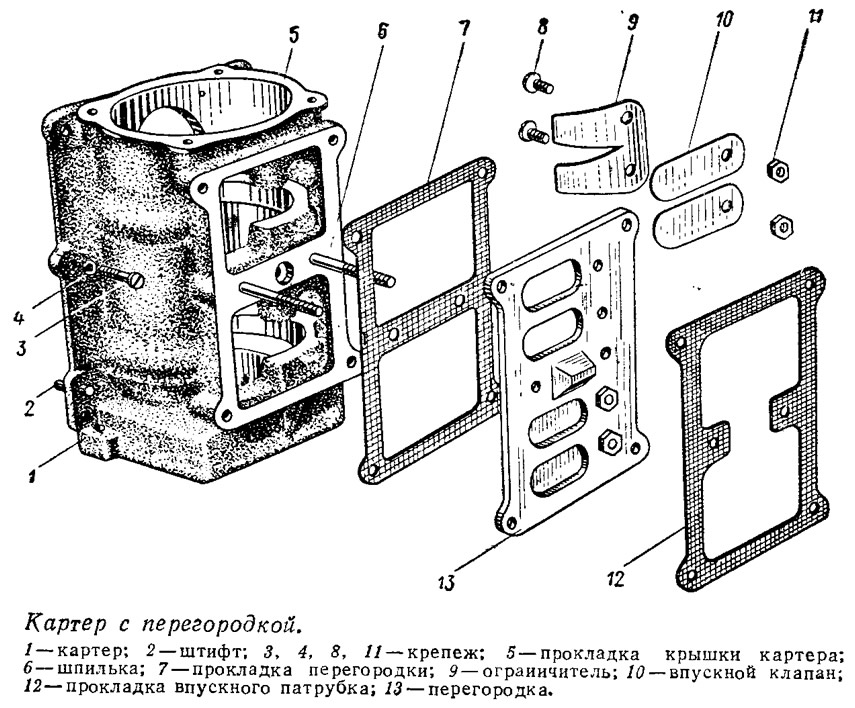
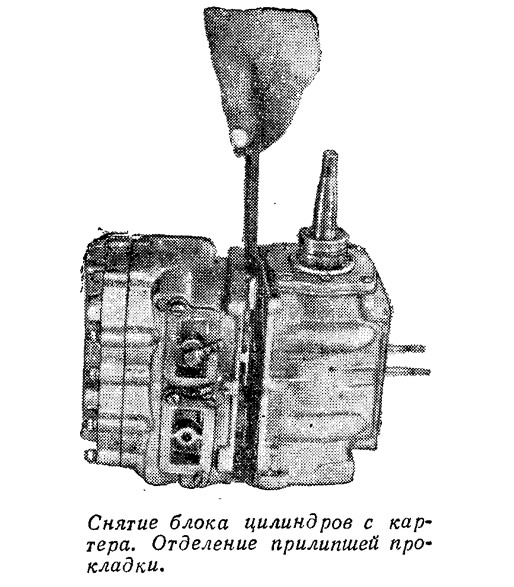
Разборку кривошипно-шатунного механизма рекомендуется производить лишь в случае появления стуков, поломки каких-либо деталей или заклинивания двигателя. Чтобы получить доступ к механизму, необходимо, согласно указаниям «Инструкции по эксплуатации и обслуживанию моторов «Ветерок», снять верхний кожух, карбюратор, бензонасос, впускной патрубок с пусковым механизмом, клапанную перегородку, маховик, панель магнето, кулачок прерывателя со шпонкой, свечи зажигания. Снимая детали, старайтесь не повредить паронитовые прокладки. Если прокладка прилипла одновременно к двум поверхностям, аккуратно отсоедините ее ножом. После этого, отвернув 8 винтов крепления, отсоедините двигатель от дейдвуда и снимите его с мотора.
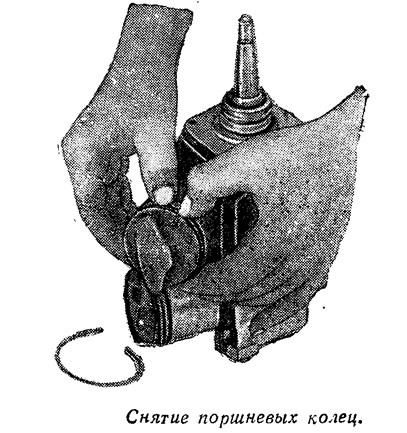
Разборку двигателя следует начинать со снятия блока цилиндров, для чего предварительно надо отвернуть 6 крепежных винтов. Блок отделяется от картера легкими ударами медного или алюминиевого молотка по приливам вставки и крышки выхлопа. При этом весь двигатель надо поддерживать на весу так, чтобы блок цилиндров находился внизу. После того, как блок цилиндров сдвинулся и прокладка освобождена, руками раздвиньте картер и блок цилиндров до полного выхода поршней с кольцами из цилиндров. Нанесите краской или острием ножа метки на поршнях и шатунах, обозначив их принадлежность к верхнему или нижнему цилиндрам. Приготовьте два листа плотной бумаги размером приблизительно 10X10 см и напишите на них номера или названия цилиндров и порядковые номера поршневых колец, считая от дефлектора поршня. Взявшись большими пальцами за края замка кольца, а указательными упираясь в кольцо с противоположной стороны, осторожно разведите его так, чтобы оно вышло из своей канавки, снимите и закрепите его на листе против индекса его порядкового номера.
Таким же образом поступите со всеми остальными поршневыми кольцами.
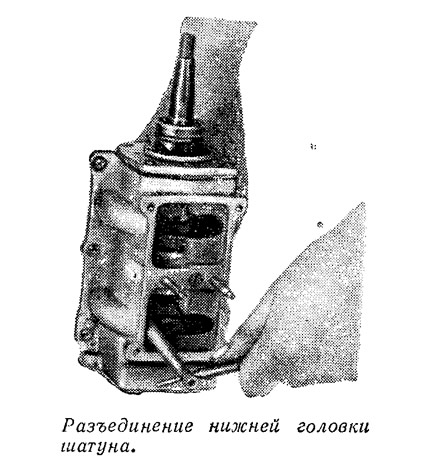
Для снятия шатунов коленчатый вал проворачивается так, чтобы оба шатунных болта показались во впускном отверстии. Затем эти болты отворачиваются торцовым ключом и крышки нижней головки шатунов извлекаются через впускное окно.
Чтобы не перепутать иглы шатунных подшипников разных цилиндров, лучше сложить их в отдельные бумажные пакетики, надписав, к какому шатуну они относятся. Обязательно сразу же поставьте крышки на соответствующие шатуны с тем, чтобы их в дальнейшем не путать; при этом следите, чтобы метки на шатуне и его крышке были на одной стороне.
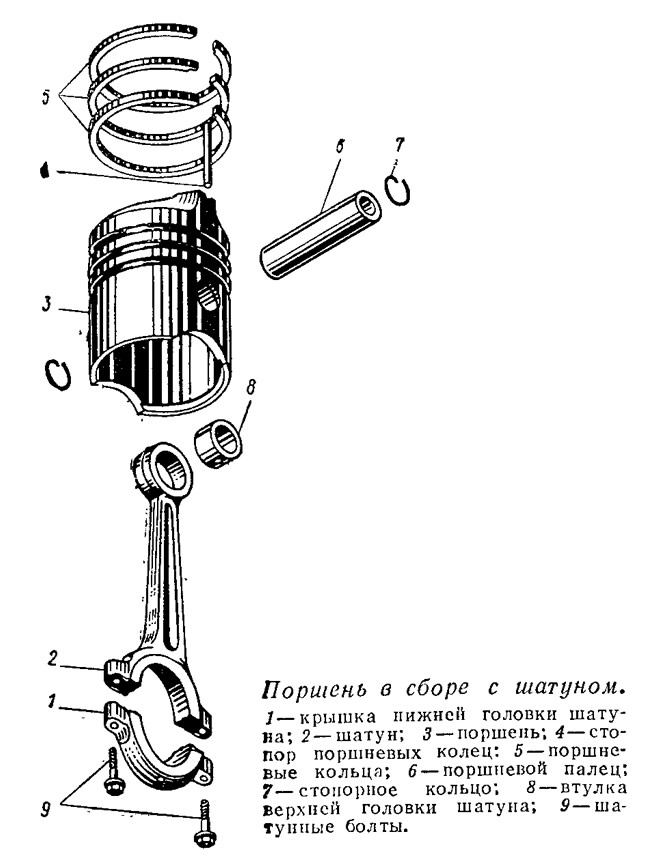
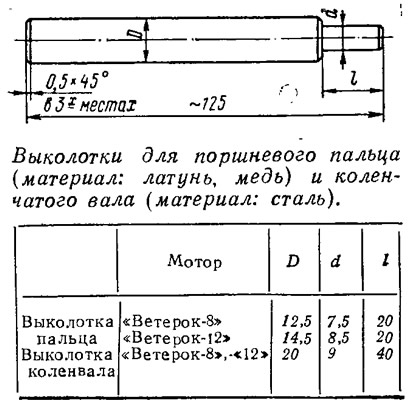
Перед снятием поршневого пальца из канавок необходимо вынуть стопорные кольца. Вынимаются они за носик кольца плоскогубцами или отверткой.
Выпрессовать палец можно двумя способами: выбить специальной выколоткой либо вынуть, нагрев поршень примерно до 100° С в воде или на открытом огне. Из прогретого поршня палец выходит без усилия. Пальцы также необходимо разметить по принадлежности их к определенному поршню.
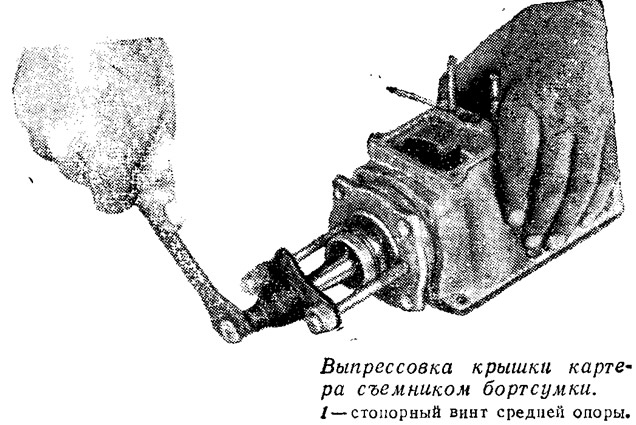
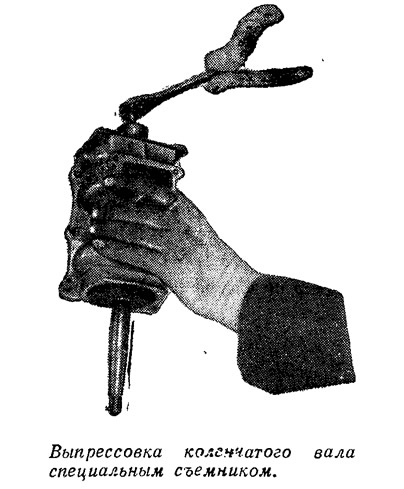
Демонтаж коленвала начинается со снятия съемником, прилагаемым в ЗИП, крышки картера. Затем отворачивается винт, расположенный на плоскости картера в углублении под впускной патрубок. Еыпрессовку вала из картера можно производить, нагрев картер до 100° С, или же с помощью специального съемника. Съемник приворачивается к картеру со стороны нижней плоскости четырьмя винтами М6. Если у вас нет съемника, можно воспользоваться и выколоткой. Удары молотком наносятся по концу выколотки, вставленной в нижний конец вала.
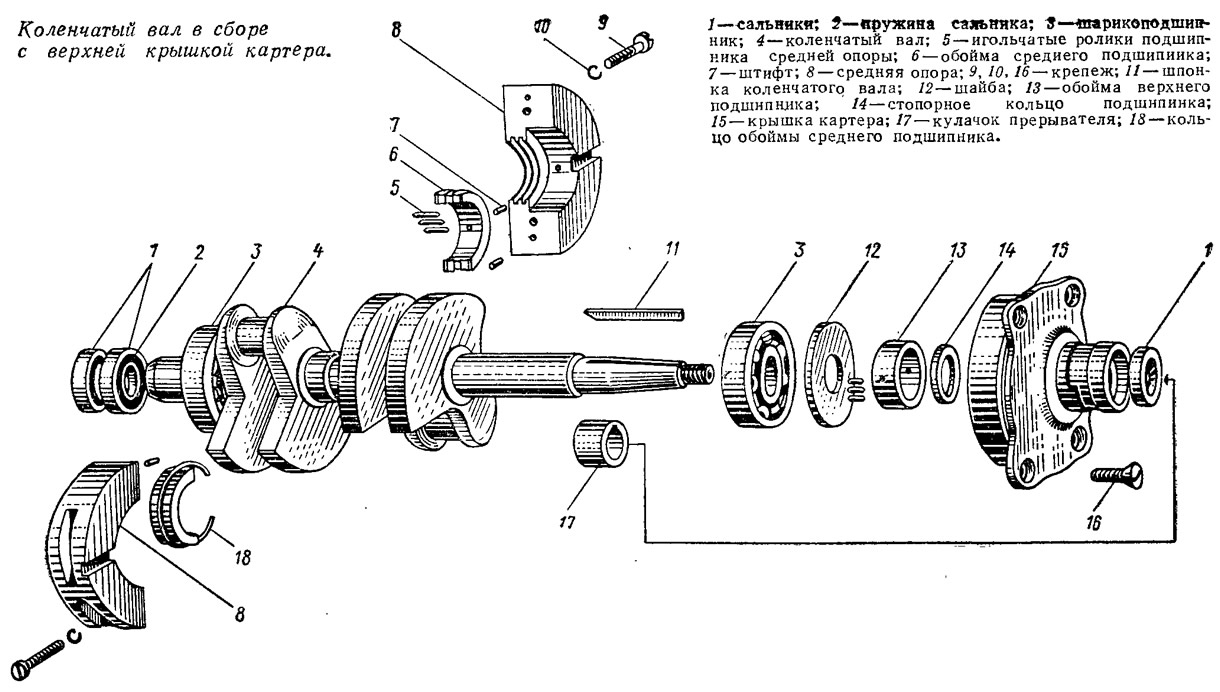
Для снятия средней опоры вала отверните два винта 9 и рассоедините верхнюю 19 и нижнюю 8 половинки опоры. После этого, сняв с помощью отвертки кольцо 18, разъедините половинки обоймы подшипника 6. Иглы подшипника сложите в отдельный бумажный пакетик. Чтобы не растерялись детали опоры, соберите ее снова отдельно от вала.
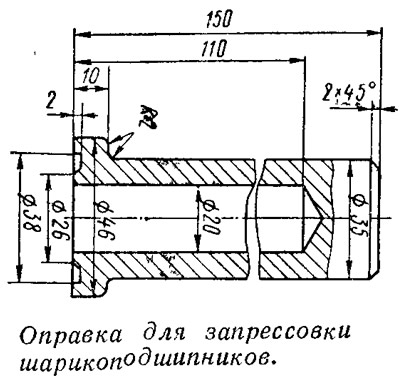
Нижний подшипник 3 коленчатого вала выпрессовывается специальным съемником или с помощью подручных средств, как и любой подшипник вала. Верхний подшипник остается в крышке картера. Выпрес-совывать его надо со стороны сальника крышки картера специальной выколоткой так, чтобы не повредить детали 12, 13, 14 верхнего игольчатого подшипника. Эти детали установлены по посадке скольжения и после выпрессовки подшипника 3 легко извлекаются из крышки картера. Иглы этого подшипника также сложите в отдельный пакетик.
Сальники не рекомендуется выпрессовывать из своих гнезд, так как после выпрессовки они, как правило, становятся негодными для дальнейшего употребления. Пригодность сальника для дальнейшей работы можно проверить, вставив в сальник шейку вала и залив с внутренней стороны сальника керосин. Если с наружной стороны на валу появляются следы керосина — сальник требует замены.
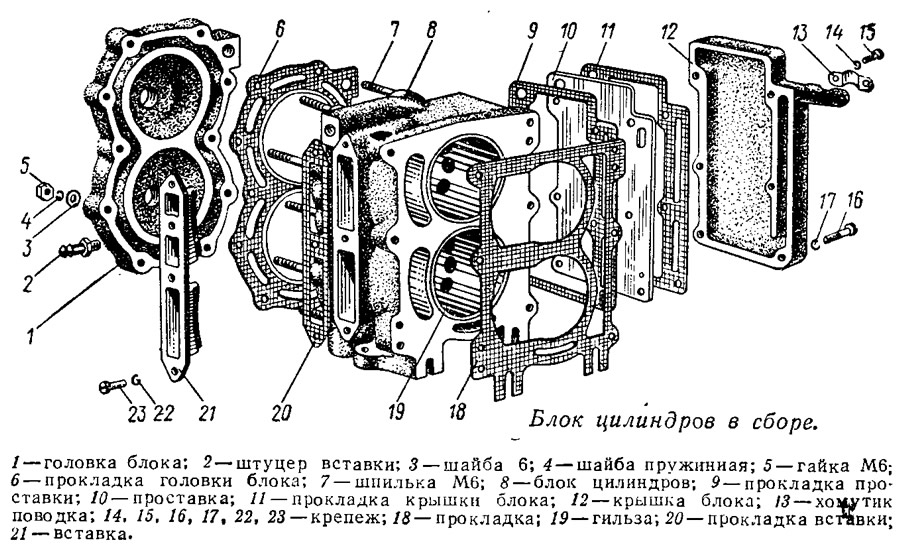
После разборки двигателя необходимо тщательно осмотреть все основные детали и особенно подшипники и поверхности трения для определения их дальнейшей работоспособности. Сняв с блока цилиндров головку 1, вставки 21, крышки блока 10, очистите от нагара камеру сгорания, поршень и выхлопную полость цилиндра, особенно выхлопные окна. Очистку от нагара лучше всего производить старым поршневым кольцом, а затем мелкой шкуркой.
Для уменьшения нагарообразова-ния камеру сгорания головки блока и дефлектор поршня лучше всего отполировать. Затем осмотрите каналы водяного охлаждения на головке и цилиндре. Если в них образовался большой слой накипи, ее необходимо счистить отверткой или любым другим подходящим инструментом и промыть эти каналы чистой водой.
Блок цилиндров необходимо заменить, если цилиндры сильно изношены, а на их зеркалах имеются глубокие задиры или трещины. Износ цилиндра можно определить и по наличию уступа у верхнего торца гильзы. Если этот уступ резко выражен, то двигатель будет работать, но мощность его понизится. Замена блока цилиндров производится в сборе с картером, так как при изготовлении они проходят совместную механическую обработку и возможно несовпадение их посадочных поверхностей.
На коренных и шатунных шейках коленчатого вала, на внутренних поверхностях головок шатуна и обойм подшипника средней опоры, на торцах этих поверхностей, на иглах и поршневом пальце не должно быть следов выработки, резкого посинения, выкрошивания и других дефектов. У годных для дальнейшей эксплуатации деталей цвет рабочих поверхностей должен быть или светлый, или несколько сероватый.
Износ шатунных шеек и игл нижней головки шатуна можно оценить по суммарному зазору между иглами в собранном узле. Величина зазора не должна превышать половины диаметра иглы, т. е. 1,25 мм. Проверить это можно любым стержнем диаметром не более 1,25 мм через смазочное отверстие шатуна. В зоне работы сальников вал должен быть блестящим, без выработки. Острые концы игл могут иметь небольшой износ. В коренных шарикоподшипниках следует тщательно проверить, нет ли выкрошивания на рабочих поверхностях обойм и шариков. Подшипник должен свободно вращаться, без заеданий и потрескиваний.
В теле поршня, особенно на бобышках поршневого пальца, не должно быть трещин. Не допускаются также выработка и задиры в отверстиях под поршневой палец. Канавки под поршневые кольца прочищаются от нагара заостренным куском негодного поршневого кольца.
При залегании кольца, что происходит при сильном нагарообразовании, для извлечения его из канавки можно рекомендовать следующий способ: положите поршень в банку с керосином и оставьте его там на сутки, после чего осторожно, не повреждая торцов канавки, с помощью отвертки, при легком постукивании по кольцу, извлеките его целиком или, в крайнем случае, по частям. Потемнение наружной поверхности поршня говорит о прорывах газов и плохом прилегании колец к зеркалу цилиндра.
Новые поршневые кольца должны иметь исправный замок и свободно размещаться в канавках поршня с зазором между торцом кольца и торцом канавки 0,05—0,08 мм. При подборе колец по диаметру цилиндра кольца поочередно заводят в цилиндр и устанавливают у верхнего* рабочего торца и на свет просматривают зазор между кольцом и стенкой. При хорошем прилегании просвета не будет. Кроме того, с помощью щупа проверяется зазор в замке кольца — он не должен превышать 0,15—0,35 мм.
Сальники, как уже отмечалось, не следует без надобности выпрессовывать из своих гнезд. Они подлежат замене при большом износе рабочей кромки, либо когда резина сальника надорвана или затвердела.
Все остальные детали кривошипно-шатунного механизма, как правило, специального осмотра не требуют. Надо лишь перед началом сборки тщательно промыть их в бензине.
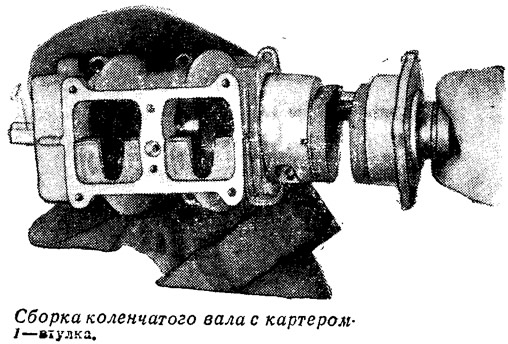
Сборка кривошипно-шатунного механизма начинается с установки на коленчатый вал нижнего подшипника 3 деталей 5—10, 18, 19 средней опоры. Для того чтобы иглы 5 нодшип-внка средней опоры не выпадали из половинок обойм 6, на внутреннюю поверхность обойм наносится слой вязкой смазки (солидола, вазелина), на смазку устанавливаются иглы по 14 штук в каждую половину и детали опоры собираются на валу.
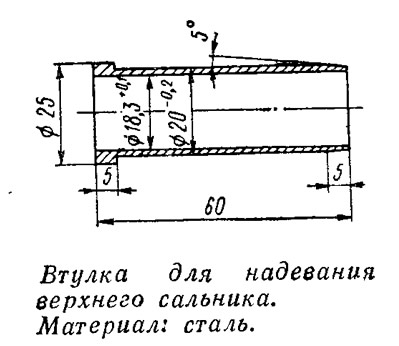
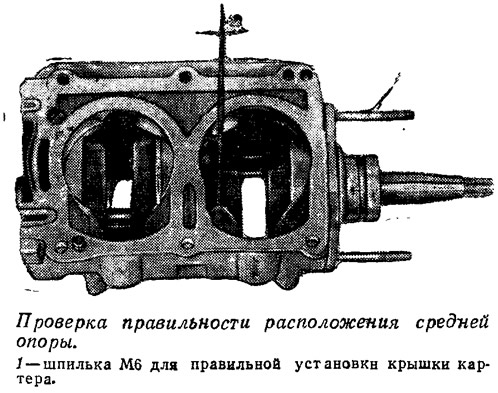
Опора должна быть собрана на валу так, чтобы прорезь была обращена к его длинному концу. Затем собирается с применением вязкой смазки крышка картера 15. После запрессовки в нее шарикоподшипника 3 со стороны сальника устанавливается специальная втулка 5 для предохранения сальника при иапрессовке крышки на вал. Прокладка крышки картера приклеивается к ней солидолом, чтобы не сдвигалась при сборке. Коленчатый вал устанавливается в картер, нагретый до 100° С. При установке вала to стороны сальников вставляется предохранительная втулка, а средняя опора разворачивается так, чтобы ее паз расположился с той же стороны, что и отверстие под стопорный винт в картере. Правильность расположения средней опоры в картере проверяется пластинкой — щупом толщиной 1,6—2,0 мм.
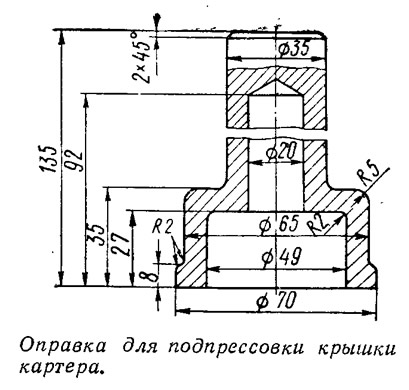
Следует также завернуть направляющие шпильки, чтобы сразу же сориентировать крышку картера по отверстиям для ее крепления. При неправильном расположении средней опоры в картере ее с помощью оправки и молотка смещают в ту или другую сторону. После этого устанавливается и затягивается стопорный винт. Затем устанавливают и затягивают винты крышки картера.
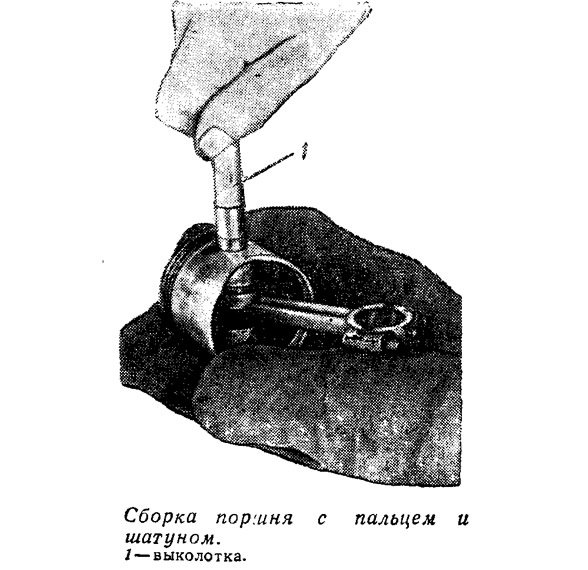
Для дальнейшей сборки необходимо дать картеру остыть до нормальной температуры. После прогрева поршня поршневой палец с помощью специальной оправки вводится в отверстия бобышек поршня, нагретого до 100° С и заранее установленного между бобышками шатуна, и фиксируется там стопорными кольцами.
Сборка шатунного подшипника аналогична сборке подшипника средней опоры и выполняется также С применением вязкой смазки.
Метки на стержне и крышке шатуна должны находиться с одной стороны. Шатунные болты завертываются поочередно, сначала от руки, а потом ключом с помощью воротка. Затянув болты, через отверстия для смазки в шатуне шилом или иглой проверьте подвижность иголок и правильность сборки. При сборке необходимо обратить внимание на положение поршня: дефлектор своей крутой частью должен быть развернут в сторону продувочных каналов цилиндра.
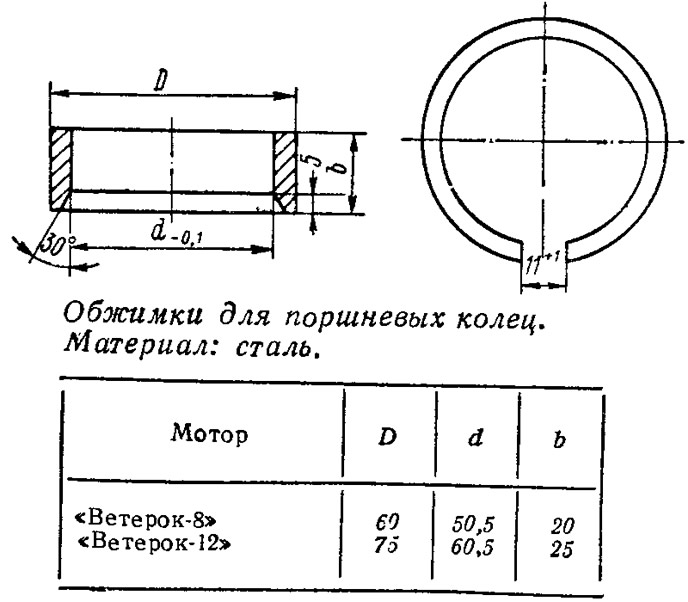
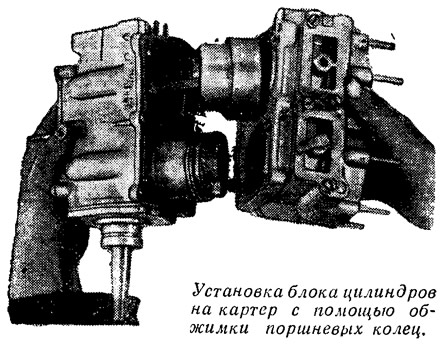
Перед сборкой картера с цилиндром на поршни устанавливаются поршневые кольца. Носик в замке среднего кольца разворачивается в обратную сторону по отношению к замкам верхнего и нижнего колец. Блок цилиндров одевается на поршни с кольцами при помощи специальной обжимки поршневых колец.
После того, как блок цилиндров «одет» на поршни, обжимки вынимаются (через прорезь обжимки проходит стержень шатуна), блок осаживается до прилегания к картеру, на который уложена уплотняющая прокладка, устанавливается на штифты и затягивается крепежными винтами.
Дальнейшая сборка и установка собранного узла на мотор, а также сборка мотора не представляют трудностей и осуществляются в порядке, обоатно.м разборке, согласно инструкции.

- Главная
- Моторы
- Обслуживание моторов
- 1973 год
- Разборка и сборка мотора «Ветерок»
Подкатегории раздела
Описание моторов
Устройство моторов
Самодельные моторы
Тюнинг моторов
Обслуживание моторов
Дистанционное управление
Поделитесь информацией
Похожие статьи
Неисправности, регулировка и сборка мотора «Ветерок»
Новые модификации подвесного лодочного мотора «Ветерок»
Правильный запуск и регулировка мотора «Ветерок-8»
Способы устранения некоторых недостатков мотора «Ветерок-12»
Улучшение работы лодочного мотора «Ветерок-8»
Разборка, сборка и регулировка подводной части «Ветерков»
Усовершенствование запуска мотора «Ветерок»
Регулировка горючей смеси и зажигания мотора «Ветерок»
Улучшение качеств и снижение шумности мотора «Ветерок-12»
Сборка двигателя лодочного мотора «Москва-30»
Подвесной водомет на базе мотора «Ветерок-12»
Разборка, ремонт и сборка цилиндропоршневой группы «Вихрь»
Усовершенствование зажигания мотора «Ветерок»
Самодельный подвесной водомет на базе мотора «Ветерок-12»
Новые модификации подвесного лодочного мотора «Ветерок»
Правильный запуск и регулировка мотора «Ветерок-8»
Способы устранения некоторых недостатков мотора «Ветерок-12»
Улучшение работы лодочного мотора «Ветерок-8»
Разборка, сборка и регулировка подводной части «Ветерков»
Усовершенствование запуска мотора «Ветерок»
Регулировка горючей смеси и зажигания мотора «Ветерок»
Улучшение качеств и снижение шумности мотора «Ветерок-12»
Сборка двигателя лодочного мотора «Москва-30»
Подвесной водомет на базе мотора «Ветерок-12»
Разборка, ремонт и сборка цилиндропоршневой группы «Вихрь»
Усовершенствование зажигания мотора «Ветерок»
Самодельный подвесной водомет на базе мотора «Ветерок-12»
Разборка и сборка мотора «Ветерок»
Год: 1973. Номер журнала «Катера и Яхты»: 46 (Все статьи)








ПРЕДЫДУЩИЕ СТАТЬИ
Подвесной лодочный мотор «Москва-30»
Силовая установка «СМ-500В» с угловой колонкой на швертботе
Реверс-редуктор из автомобильной коробки передач
Двигатель внутреннего сгорания профессора Кушуля
Подготовка подвесного мотора к сезону
Электрические подвесные моторы для лодки
Простой однорукояточный привод дистанционного управления
Ульяновские гоночные моторы «Ветерок»
Новая система зажигания лодочного мотора «Вихрь-М»
Реальность и перспективы подвесного водомета
Обзор зарубежных подвесных лодочных моторов 1973 года
Стационарный двигатель из подвесника на яхте
Ульяновские гоночные «Ветерки» «ГЛМ-3» и «ГЛМ-4»
Бесконтактная конденсаторная система зажигания для «Вихря»
Сверхмощный подвесной роторный мотор «Эвинруд»
Силовая установка «СМ-500В» с угловой колонкой на швертботе
Реверс-редуктор из автомобильной коробки передач
Двигатель внутреннего сгорания профессора Кушуля
Подготовка подвесного мотора к сезону
Электрические подвесные моторы для лодки
Простой однорукояточный привод дистанционного управления
Ульяновские гоночные моторы «Ветерок»
Новая система зажигания лодочного мотора «Вихрь-М»
Реальность и перспективы подвесного водомета
Обзор зарубежных подвесных лодочных моторов 1973 года
Стационарный двигатель из подвесника на яхте
Ульяновские гоночные «Ветерки» «ГЛМ-3» и «ГЛМ-4»
Бесконтактная конденсаторная система зажигания для «Вихря»
Сверхмощный подвесной роторный мотор «Эвинруд»
ТЕКУЩАЯ СТАТЬЯ
Разборка и сборка мотора «Ветерок»
СЛЕДУЮЩИЕ СТАТЬИ
Исследование гидродинамики мотора «Вихрь»
Моторы «Кресчент» на выставке «Судотехника-73»
Дизельные подвесные моторы иностранного производства
Установка дистанционного управления на моторы «Нептун»
Как устроена система продувки двигателя
Репортаж от создателей лодочного мотора «Вихрь»
Замена коленвала на моторе «Вихрь»
Свеча зажигания вашего мотора
Репортаж от создателей лодочного мотора «Москва»
Испытания уровня шума подвесных моторов
Современные поворотно-откидные колонки
Испытания гидродинамики серийного мотора «Нептун-23»
Водометный мотор-весло «Мещера»
Регулировка редуктора моторов «Вихрь»
Репортаж от создателей лодочного мотора «Нептун»
Моторы «Кресчент» на выставке «Судотехника-73»
Дизельные подвесные моторы иностранного производства
Установка дистанционного управления на моторы «Нептун»
Как устроена система продувки двигателя
Репортаж от создателей лодочного мотора «Вихрь»
Замена коленвала на моторе «Вихрь»
Свеча зажигания вашего мотора
Репортаж от создателей лодочного мотора «Москва»
Испытания уровня шума подвесных моторов
Современные поворотно-откидные колонки
Испытания гидродинамики серийного мотора «Нептун-23»
Водометный мотор-весло «Мещера»
Регулировка редуктора моторов «Вихрь»
Репортаж от создателей лодочного мотора «Нептун»
Ссылка на эту статью в различных форматах
HTMLTextBB Code
Комментарии к этой статье
Еще нет комментариев
Barque.ru © 2013 | Контакты | Карта сайта | Мобильная версия
Судостроение: Парусные суда Моторные суда Технологии Экранопланы
Моторы: Описание моторов Устройство моторов Самодельные моторы Тюнинг моторов Обслуживание моторов Дистанционное управление
Проекты: Парусные яхты Парусные катамараны Парусные тримараны Моторные лодки Катера Туристические суда Рыболовные суда Виндсерфинги и лыжи Прицепы и трейлеры Прочие проекты
Спорт: Новости спорта Парусные соревнования Водномоторный спорт Воднолыжный спорт Виндсерфинг Буерные соревнования Соревнования туристов
Консультации: Полезные устройства Полезные советы Улучшение судов Улучшение моторов Опыт эксплуатации Техника плавания Разбор аварий Рыболовам
Кругозор: Новые суда и устройства Интересные события Интересные факты Интервью Карты и маршруты Официальные данные Проблемы малого флота Яхт-клубы и стоянки Письма в редакцию
Истории: Путешествия Туристические походы Знаменитые корабли Военная страничка Литературная страничка История флота Прочие истории
Судостроение: Парусные суда Моторные суда Технологии Экранопланы
Моторы: Описание моторов Устройство моторов Самодельные моторы Тюнинг моторов Обслуживание моторов Дистанционное управление
Проекты: Парусные яхты Парусные катамараны Парусные тримараны Моторные лодки Катера Туристические суда Рыболовные суда Виндсерфинги и лыжи Прицепы и трейлеры Прочие проекты
Спорт: Новости спорта Парусные соревнования Водномоторный спорт Воднолыжный спорт Виндсерфинг Буерные соревнования Соревнования туристов
Консультации: Полезные устройства Полезные советы Улучшение судов Улучшение моторов Опыт эксплуатации Техника плавания Разбор аварий Рыболовам
Кругозор: Новые суда и устройства Интересные события Интересные факты Интервью Карты и маршруты Официальные данные Проблемы малого флота Яхт-клубы и стоянки Письма в редакцию
Истории: Путешествия Туристические походы Знаменитые корабли Военная страничка Литературная страничка История флота Прочие истории