Мы уже помещали статью Р. В. Страшкевич а о ремонте силовой головки мотора «Вихрь». Идя навстречу многочисленным пожеланиям читателей сборника, публикуем статью о разборке, сборке и регулировке не менее сложного узла этого мотора — редуктора.
Редуктор подвесного лодочного мотора — один из самых ответственных и сложных узлов, к тому же и работающий в очень неблагоприятных условиях — под водой.
Корпус редуктора одинаков и у «Вихря» и у «Вихря-М»; он выполнен из алюминиевого сплава и имеет разъем по оси гребного вала с крышкой, крепящейся семью винтами М6X26. Это позволяет проверять правильность зацепления шестерен и состояние подшипников без разборки передачи.
От правильности сборки редуктора и регулировки зацепления шестерен зависит надежность и долговечность его работы. Общие приемы разборки редуктора изложены в инструкции по эксплуатации, но стоит рассказать о некоторых тонкостях сборочно-разборочных операций.
Если сливаемый из редуктора нигрол имеет бурый цвет — это сигнал о наличии в нем воды. Более достоверно убедиться в этом можно, набрав слитое масло в прозрачную стеклянную посуду и всыпав туда кристаллы марганцевокислого калия. После этого масло (нагретое до комнатной температуры) нужно взболтать. Если в масле есть вода, то при взбалтывании кристаллы превратятся в красные точки и даже будут оставлять следы на стенках в виде красных полос.
Если в масле обнаружена вода, особое внимание при осмотре следует уделить качеству уплотняющих сальников и, в особенности, выработке меднографитовой втулки 2.2Q5-001. Для этого сиимается корпус водяной помпы с крыльчаткой и вал-шестерня покачивается во втулке. Если максимальная величина эллипсности превышает 0,2 мм, втулка должна быть заменена.
При замене меднографитовой втулки изношенная выпрессовывается металлической выколоткой ∅16 и длиной 250 мм со стороны внутренней полости редуктора в сторону плоскости крепления водопомпы.
Запрессовка новой втулки производится со стороны водопомпы легкими ударами по текстолитовой, алюминиевой или медной выколотке ∅20 мм и длиной 150 мм до упора верхнего буртика в расточку редуктора. Запрессовку следует производить весьма осторожно, так как материал втулки хрупкий.
При сборке не забудьте внутреннюю поверхность втулки смазать, а полость между ее верхним буртиком и сальником 2.215-000 заполнить смазкой ЦИАТИМ-201 или 221.
Разобрав редуктор, необходимо тщательно промыть в бензине и просушить все его детали. При вынимании тяги реверса следует иметь в виду, что при этом ее необходимо выпрямить. Правда, демонтаж тяги необходим в очень редких случаях.
При необходимости заменить корпус редуктора (появились трещины после удара о камень и т. п.) следует помнить, что посадочные места под подшипники гребного вала растачиваются в корпусе и крышке совместно (узел называется «Редуктор в сборе для механической обработки») и поэтому заменять при ремонте можно только корпус совместно с крышкой — раскомплектовка недопустима.
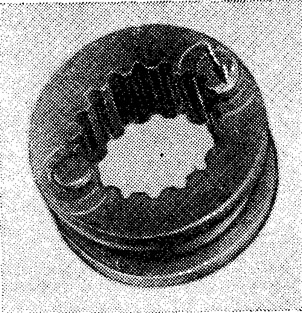
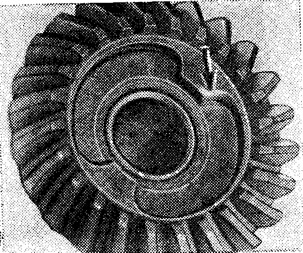
Работоспособными считаются шестерни, не имеющие сколов и следов выкрашивания на рабочих поверхностях. Это относится и к зубьям, и к поверхности под роликоподшипник, а также к выступам, соединяющим ее с муфтой 2.202-028 включения реверса. Если на этих выступах шестерни и муфты имеется выработка в виде радиусного скругления угла (см. рис.), то эти детали к дальнейшей эксплуатации непригодны, т. к. при включении реверса возникают периодические удары в редукторе за счет проскальзывания шестерни относительно муфты, связанной с валом винта.
Подобная выработка возникает в основном от неправильной регулировки реверса, когда выступы шестерни и муфты входят в сопряжение не по всей высоте, а касаются друг друга только вершинами. Причиной выработки может быть и частое включение реверса на слишком высоких оборотах двигателя (при этом возникают большие ударные нагрузки на вершины уступов в момент включения).
Шарикоподшипники 60304, 8106 и роликоподшипник 2.119-000 с наружным кольцом 2.202-013 не должны иметь точечного выкрашивания и коррозии на беговых дорожках и телах качения, а также повреждений сепараторов. Вращение подшипников должно быть свободным и в то же время без увеличенных люфтов, свидетельствующих о большой выработке.
Резина сальников должна быть эластичной, без механических повреждений и заметной выработки на рабочих диаметрах, сопряженных с вращающимися валами. Пружинки должны сохранять свои упругие свойства. Правда, в последние годы их делают из нержавеющей стали и они практически не требуют замены.
Необходимо проверить и отсутствие люфта в соединении нижнего конца тяги реверса с коромыслом, переключающим муфту. Этот люфт, допуская проворачивание тяги, вызывает перекос пальца в планке реверса, расположенной в поддоне, и ухудшает условия переключения реверса. Для устранения люфта тягу нужно максимально вытянуть в сторону крышки редуктора. Под заклепку следует положить массивную «поддержку» и легкими ударами молотка осадить заклепку, но так, чтобы вращение коромысла было свободным.
Втулка тяги реверса практически никогда не требует замены, т. к. изнашивается очень мало, ее следует только слегка осадить вниз для поджатия резинового уплотнительного кольца.
При увеличенном люфте гребного вала в подшипнике скольжения 2.212-002 подшипник следует заменить, одновременно поставив и новый сальник 2.218-000. Для этого стакан 2.212-001 нагревается до 60—80 °С и при помощи цанговой оправки или эксцентричной выколотки подшипник и сальник выпрессовы-ваются в сторону открытого торца. Наружное и внутреннее резиновые уплотнительные кольца стакана перед нагревом должны быть сняты. Перед сборкой втулка опять нагревается до 60—80 °С и в нее до упора в торец запрессовываются (пружиной в сторону открытого торца стакана) сальник и подшипник (фаска на наружном диаметре должна быть направлена вниз), предварительно смазанные смазкой ЦИАТИМ-201 или 221. После остывания стакана ставятся резиновые кольца.
При замене упорного подшипника 8Ю6 кольцо с меньшим внутренним диаметром (оно не имеет клейма завода-изготовителя) напрессовывается на втулку шестерни переднего хода до упора, затем надевается сепаратор с шариками и второе кольцо. После этого на втулку надевается роликовый подшипник 2.119-000 и его наружная втулка 2.202-013. В случае замены самих роликов они вставляются в гнезда сепаратора с внутренней стороны.
Подшипник 60304 напрессовывается на вал-шестерню без подогрева, а потом затягивается гайкой 2.202-024. Все подшипники перед установкой нужно обильно смазать техническим вазелином или смазкой ЦИАТИМ-201 или 221.
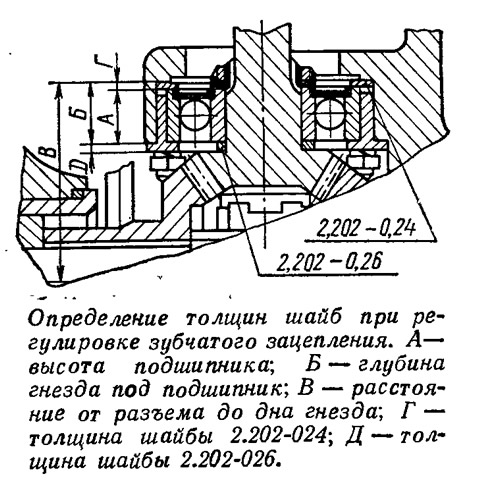
Если при разборке редуктора детали не заменялись, то его собирают с прежними регулировочными шайбами. Если же пришлось заменять шестерни, то перед сборкой необходимо определить толщину новых регулировочных шайб 2.202-024 и 2.202-026. Для этого замеряется высота «А» подшипника 60304 (см. рис.), глубина расточки под него «Б» и расстояние от разъема до дна гнезда «В». Толщина «Г» шайбы 2.202-024 определяется по разности «Б» и «А» и подбирается с допуском +0,06—0,04 Толщина «Д» шайбы 2.202-026 определяется из разности «В» — (34,8+«А»+«Г») и подбирается с допуском ±0,05 мм (34,8 — полюсное расстояние малой шестерни).
Вал-шестерня с подобранными шайбами устанавливается в корпусе редуктора и подбором регулировочных шайб под упорный подшипник и стакан устанавливается зазор в зубчатом зацеплении. Для этого гребной вал с новыми шестернями (в сборе с роликовым упорным подшипником) и стаканом укладывается в редуктор. Усилием руки шестерня переднего хода отжимается в сторону упорного подшипника и щупом замеряется зазор в зубчатом зацеплении. Между кольцом подшипника и корпусом редуктора устанавливается шайба такой толщины, чтобы зазор был равен 0,13-0,25 мм. Аналогично определяется и толщина шайбы между буртиком стакана и редуктором.
Затем в соответствии с каталогом проверяется наличие всех деталей, они промываются чистым, неэтилированным бензином, смазываются маслом (кроме зубьев шестерен), и редуктор собирается в последовательности обратной разборке.
Желательно проверить зацепление новых шестерен на краску. Методика такой проверки подробно описана в №22 сборника за 1969 г., поэтому повторять ее не будем. Проверив правильность зацепления, крышку редуктора можно ставить на место. При ее установке, если отсутствует герметик, можно воспользоваться жидкой без крупинок нитрокраской, клеем БФ-2 или К88. Не забудьте ввернуть бронзовый винт 2.202-004, являющийся осью для тяги реверса. Для этого отверстия в тяге и в крышке редуктора совмещаются, совпадение проверяется проволокой ∅3 мм и винт ввертывается до упора. Перед постановкой водопомпы и монтажом редуктора на дейдвуд передвижением тяги реверса проверяется четкость переключения переднего и заднего хода, и в редуктор заливается нигрол.

- Главная
- Моторы
- Обслуживание моторов
- 1975 год
- Регулировка редуктора моторов «Вихрь»
Подкатегории раздела
Описание моторов
Устройство моторов
Самодельные моторы
Тюнинг моторов
Обслуживание моторов
Дистанционное управление
Поделитесь информацией
Похожие статьи
Регулировка и смазка редуктора мотора «Вихрь»
Ремонт и регулировка реверс-редуктора подвесных моторов
Усовершенствование редуктора моторов «Вихрь»
Регулировка карбюратора на моторе «Вихрь»
Конструкция, принцип работы и регулировка карбюратора мотора «Вихрь»
Улучшение надежности редуктора мотора «Вихрь»
Регулировка карбюратора мотора «Вихрь-30Э»
Ремонт шестерни редуктора мотора «Вихрь»
Ремонт корпуса редуктора мотора «Вихрь»
Конструкция редуктора мотора «Вихрь» новой модификации
Вариант дренажа редуктора на моторе «Вихрь-25»
Модернизация редуктора подвесного мотора «Вихрь»
Регулировка зажигания моторов «Москва-25А» и «Москва-30»
Надувная лодка для моторов «Москва» и «Вихрь»
Ремонт и регулировка реверс-редуктора подвесных моторов
Усовершенствование редуктора моторов «Вихрь»
Регулировка карбюратора на моторе «Вихрь»
Конструкция, принцип работы и регулировка карбюратора мотора «Вихрь»
Улучшение надежности редуктора мотора «Вихрь»
Регулировка карбюратора мотора «Вихрь-30Э»
Ремонт шестерни редуктора мотора «Вихрь»
Ремонт корпуса редуктора мотора «Вихрь»
Конструкция редуктора мотора «Вихрь» новой модификации
Вариант дренажа редуктора на моторе «Вихрь-25»
Модернизация редуктора подвесного мотора «Вихрь»
Регулировка зажигания моторов «Москва-25А» и «Москва-30»
Надувная лодка для моторов «Москва» и «Вихрь»
Регулировка редуктора моторов «Вихрь»
Год: 1975. Номер журнала «Катера и Яхты»: 54 (Все статьи)
ПРЕДЫДУЩИЕ СТАТЬИ
Сверхмощный подвесной роторный мотор «Эвинруд»
Разборка и сборка мотора «Ветерок»
Исследование гидродинамики мотора «Вихрь»
Моторы «Кресчент» на выставке «Судотехника-73»
Дизельные подвесные моторы иностранного производства
Установка дистанционного управления на моторы «Нептун»
Как устроена система продувки двигателя
Репортаж от создателей лодочного мотора «Вихрь»
Замена коленвала на моторе «Вихрь»
Свеча зажигания вашего мотора
Репортаж от создателей лодочного мотора «Москва»
Испытания уровня шума подвесных моторов
Современные поворотно-откидные колонки
Испытания гидродинамики серийного мотора «Нептун-23»
Водометный мотор-весло «Мещера»
Разборка и сборка мотора «Ветерок»
Исследование гидродинамики мотора «Вихрь»
Моторы «Кресчент» на выставке «Судотехника-73»
Дизельные подвесные моторы иностранного производства
Установка дистанционного управления на моторы «Нептун»
Как устроена система продувки двигателя
Репортаж от создателей лодочного мотора «Вихрь»
Замена коленвала на моторе «Вихрь»
Свеча зажигания вашего мотора
Репортаж от создателей лодочного мотора «Москва»
Испытания уровня шума подвесных моторов
Современные поворотно-откидные колонки
Испытания гидродинамики серийного мотора «Нептун-23»
Водометный мотор-весло «Мещера»
ТЕКУЩАЯ СТАТЬЯ
Регулировка редуктора моторов «Вихрь»
СЛЕДУЮЩИЕ СТАТЬИ
Репортаж от создателей лодочного мотора «Нептун»
Устройство подвесного мотора «Нептун-23»
Вихревой карбюратор для лодочного мотора «Вихрь-М»
Подвесной электромотор для маленькой лодки
Новый сорокасильный подвесной мотор фирмы «Терхи»
Электронный впрыск топлива для мотора глиссера
Дистанционное управление подвесным мотором «Привет-22»
Электростартер от «Запорожца» на моторе «Вихрь»
Охлаждение автомобильных конвертированных двигателей
Водометный движитель из мотора «Вихрь»
Отечественный серийный подвесной электромотор «Снеток»
Американские подвесные лодочные моторы 1975 года
Измерение мощности подвесного мотора на стенде или мулинеткой
Улучшение надежности редуктора мотора «Вихрь»
Лодочные моторы и окружающая среда
Устройство подвесного мотора «Нептун-23»
Вихревой карбюратор для лодочного мотора «Вихрь-М»
Подвесной электромотор для маленькой лодки
Новый сорокасильный подвесной мотор фирмы «Терхи»
Электронный впрыск топлива для мотора глиссера
Дистанционное управление подвесным мотором «Привет-22»
Электростартер от «Запорожца» на моторе «Вихрь»
Охлаждение автомобильных конвертированных двигателей
Водометный движитель из мотора «Вихрь»
Отечественный серийный подвесной электромотор «Снеток»
Американские подвесные лодочные моторы 1975 года
Измерение мощности подвесного мотора на стенде или мулинеткой
Улучшение надежности редуктора мотора «Вихрь»
Лодочные моторы и окружающая среда
Ссылка на эту статью в различных форматах
HTMLTextBB Code
Комментарии к этой статье
Еще нет комментариев
Barque.ru © 2013 | Контакты | Карта сайта | Мобильная версия
Судостроение: Парусные суда Моторные суда Технологии Экранопланы
Моторы: Описание моторов Устройство моторов Самодельные моторы Тюнинг моторов Обслуживание моторов Дистанционное управление
Проекты: Парусные яхты Парусные катамараны Парусные тримараны Моторные лодки Катера Туристические суда Рыболовные суда Виндсерфинги и лыжи Прицепы и трейлеры Прочие проекты
Спорт: Новости спорта Парусные соревнования Водномоторный спорт Воднолыжный спорт Виндсерфинг Буерные соревнования Соревнования туристов
Консультации: Полезные устройства Полезные советы Улучшение судов Улучшение моторов Опыт эксплуатации Техника плавания Разбор аварий Рыболовам
Кругозор: Новые суда и устройства Интересные события Интересные факты Интервью Карты и маршруты Официальные данные Проблемы малого флота Яхт-клубы и стоянки Письма в редакцию
Истории: Путешествия Туристические походы Знаменитые корабли Военная страничка Литературная страничка История флота Прочие истории
Судостроение: Парусные суда Моторные суда Технологии Экранопланы
Моторы: Описание моторов Устройство моторов Самодельные моторы Тюнинг моторов Обслуживание моторов Дистанционное управление
Проекты: Парусные яхты Парусные катамараны Парусные тримараны Моторные лодки Катера Туристические суда Рыболовные суда Виндсерфинги и лыжи Прицепы и трейлеры Прочие проекты
Спорт: Новости спорта Парусные соревнования Водномоторный спорт Воднолыжный спорт Виндсерфинг Буерные соревнования Соревнования туристов
Консультации: Полезные устройства Полезные советы Улучшение судов Улучшение моторов Опыт эксплуатации Техника плавания Разбор аварий Рыболовам
Кругозор: Новые суда и устройства Интересные события Интересные факты Интервью Карты и маршруты Официальные данные Проблемы малого флота Яхт-клубы и стоянки Письма в редакцию
Истории: Путешествия Туристические походы Знаменитые корабли Военная страничка Литературная страничка История флота Прочие истории