
Для обеспечения надежной и бесшумной передачи крутящего момента конические шестерни выполнены с круговым зубом с торцевым модулем 2,7 и сделаны из высококачественной стали с последующей термообработкой.
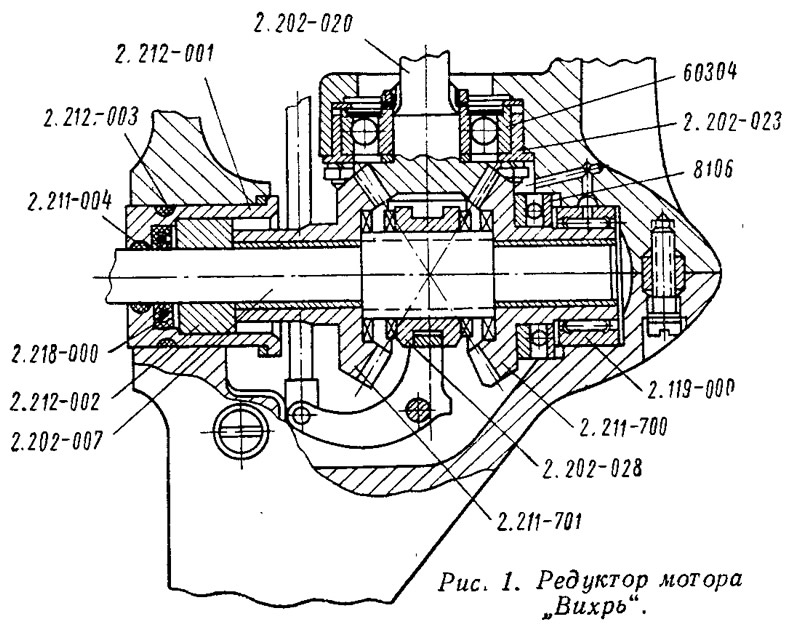
У вала-шестерни 2.202—020 выпуклая сторона зуба является рабочей. Вал в своей верхней части (под водяной помпой) работает в медно-графитовой втулке 2.205—001, запресованной в корпус с натягом 0,008÷0,074 мм. Наружный диаметр втулки 20+0,074 мм.
По внутреннему диаметру втулка растачивается вместе с посадочным местом под стакан нижнего подшипника 60304. Зазор между втулкой и валом равен 0,02÷0,97 мм.
После длительной эксплуатации (после выработки ресурса) может возникнуть эллипсный износ втулки. Если его величина превышает 0,2 мм, втулка подлежит замене.
Упор гребного вала воспринимается подшипником 8106. Передний конец гребного вала опирается на радиальный подшипник 2.119—000 с роликами диаметром 3,0 мм и длиной 11,5 мм. Задний конец вала опирается на подшипник скольжения 2.212—002, изготовленный из бронзы БрОС 10—10.
Зазор между подшипником и валом равен 0,066—0,102 мм.
Тяга реверса 2.210—700 перемещается по запресованной в верхней части редуктора бронзовой втулке 2.205—001 с наружным диаметром 11+0,03. Зазор между втулкой и тягой равен 0,1—0,4 мм. Для обеспечения герметичности под втулкой установлено резиновое уплотнительное кольцо 2.205—003, которое обжимает тягу своим внутренним диаметром. При эксплуатации мотора после выработки ресурса рекомендуется втулку небольшим усилием осадить вниз.
Для обеспечения герметичности редуктора все выходящие валы уплотнены резиновыми сальниками или уплотнительными кольцами. Вал из водопомпы и меднографитовой втулки выходит через сальники 2.215—000, гребной вал — через сальник 2.218—000 и уплотнительное резиновое кольцо 2.211—004. Стакан подшипника 2.212—001 уплотняется в корпусе резиновым кольцом 2.212—003, надетым на проточку в наружном диаметре.
Под сливной и заливной пробками установлены резиновые уплотнительные кольца 2.202—010. Поскольку все сальники и уплотнительные кольца делаются из высококачественной резины, их работоспособность значительно превышает ресурс мотора. Плоскость разъема редуктора и крышки уплотняется герметиком при сборке. Многолетняя эксплуатация мотора в самых различных водоемах страны показала, что редуктор достаточно надежен. При значительном превышении моторесурса или в случае поломки редуктора при ударе о подводное препятствие может возникнуть необходимость осмотра внутренней полости или замены отдельных деталей. Разборка редуктора достаточно подробно описана в «Руководстве по эксплуатации» и не представляет труда даже для начинающего механика. Перед сборкой необходимо тщательно промыть неэтилированным бензином или керосином все входящие детали и внутренние полости корпуса и крышки редуктора. При замене изношенных деталей рекомендуем руководствоваться следующими советами.
Замена сальника 2.218—000
Смазав техническим вазелином пружину и наружный диаметр, запрессовать в стакан 2.212—001 новый сальник одновременно с втулкой 2.212—002 до упора в торцы стакана. Сальник при запрессовке устанавливается пружиной вверх, втулка запрессовывается торцом с фаской вниз.
Замена подшипника 8106
Упорное кольцо подшипника 8106, не имеющее клейма завода-изготовителя, запрессовывается на втулку шестерни 2.211—700 до упора в торец, затем ставится подшипник 2.119—000, надевается его наружное кольцо и второе кольцо подшипника 8106. Внутренним кольцом подшипника 2.119—000 является втулка шестерни.
Сборка роликового подшипника 2.119—000
Ролики следует вставлять в гнезда предварительно обильно смазанного сепаратора. В качестве смазки при сборке лучше всего применять ЦИАТИМ-201, 221 или технический вазелин.
Сборка редуктора
Нужно обязательно предварительно заполнить полость между сальником 2.215—000 и втулкой 2.205—001 смазкой ЦИАТИМ-201 или 221. После установки в корпус редуктора вала-шестерни 2.202—020 и гребного вала 2.202—007 со всеми входящими деталями и узлами необходимо проверить зацепление шестерен.
Проверка зацепления шестерен
Зубья ведущей шестерни покрываются с помощью кисточки тонким слоем краски (густая голубая лазурь, растворенная в масле). Вал несколько раз прокручивается, после чего на зубьях ведущих шестерен получается четкий отпечаток.
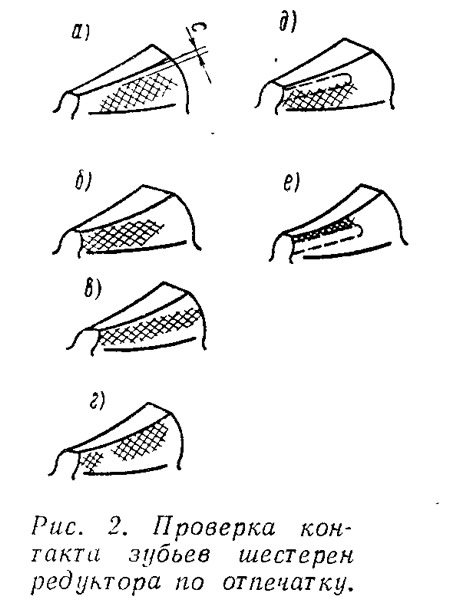
Правильное зацепление шестерен обеспечивается при следующих видах отпечатков, изображенных на рис. 2:
- а — продольный отпечаток бочкообразного вида, длина отпечатка 60% длины зуба, высота не менее 60% высоты зуба;
- б — продольный отпечаток с усилением на малый модуль, длина отпечатка 60% длины зуба, высота не менее 60% высоты зуба;
- в — продольный отпечаток на полной длине зуба, высота не менее 60 % высоты зуба;
- г — продольный отпечаток с разрывом краски посередине зуба, длина отпечатка не менее 60% длины зуба, высота не менее 60% высоты зуба.
Ведущие шестерни должны иметь отпечаток краски по высоте зуба без отрыва «С» (рис. 2).
Ведомые шестерни должны иметь отпечаток краски по высоте зуба с отрывом «С», равным 0,5÷1,0 мм.
На нерабочей стороне зуба отпечаток может быть любым.
Если отпечаток краски на зубьях ведомых шестерен слишком узок и расположен у ножки зуба, то для обеспечения правильного контакта (как указано пунктиром), нужно; сместить ведомую шестерню вдоль оси к центру (к точке пересечения конусов), т. е. уменьшить зазор; сместить ведущую шестерню вдоль оси от центра, т. е. увеличить зазор.
Если отпечаток краски на зубьях ведомых шестерен получается неразрывным (см. эскиз), то надо, в зависимости от зазора и длины отпечатка, отодвинуть ведомую шестерню от центра, что увеличит зазор и удлинит отпечаток, или же передвинуть сопряженную шестерню к центру, что уменьшит длину отпечатка и зазор.
Если отпечаток удовлетворителен, но зазор отсутствует, то нужно одновременно смещать обе шестерни вдоль осей. В этом случае зазор уменьшается при смещении шестерен к центру и наоборот. Зазор (радиальный люфт по зубу) должен составлять 0,13—0,25 мм. После установки редуктора на мотор не забудьте залить в него 100—150 г нигрола.