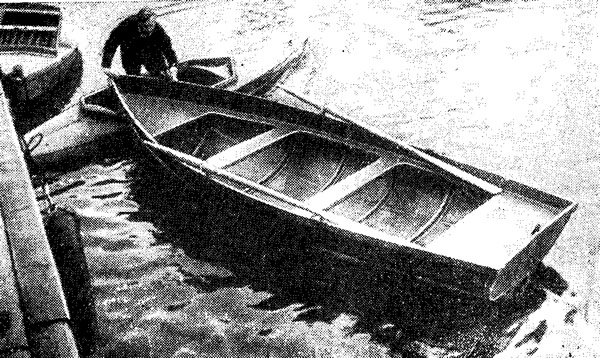
«Ледянка» благополучно прошла полный комплекс испытаний, в том числе и специально проводимых для стеклопластиковых судов (удар полностью загруженной шлюпки о борт судна, сбрасывание шлюпки в полном грузу на воду с высоты 2,5 м и т. п.). Хорошие результаты показала и эксплуатация шлюпки. Например, уже седьмой сезон на порогах Ангары, Лены и Оби при промерах глубин в самых опасных местах изыскатели пользуются «ледянками», и ни одна из них не вышла из строя.
Основные данные шлюпки
| Длина наибольшая, м | 4,75 |
| Ширина наибольшая, м | 1,56 |
| Высота борта на миделе, м | 0,565 |
| Водоизмещение, т: | |
| полное | 0,63 |
| порожнем | 0,1В |
| Средняя осадка при полном водоизмещении, м | 0,22 |
| Грузоподъемность при вместимости 2 человека, т | 0,30 |
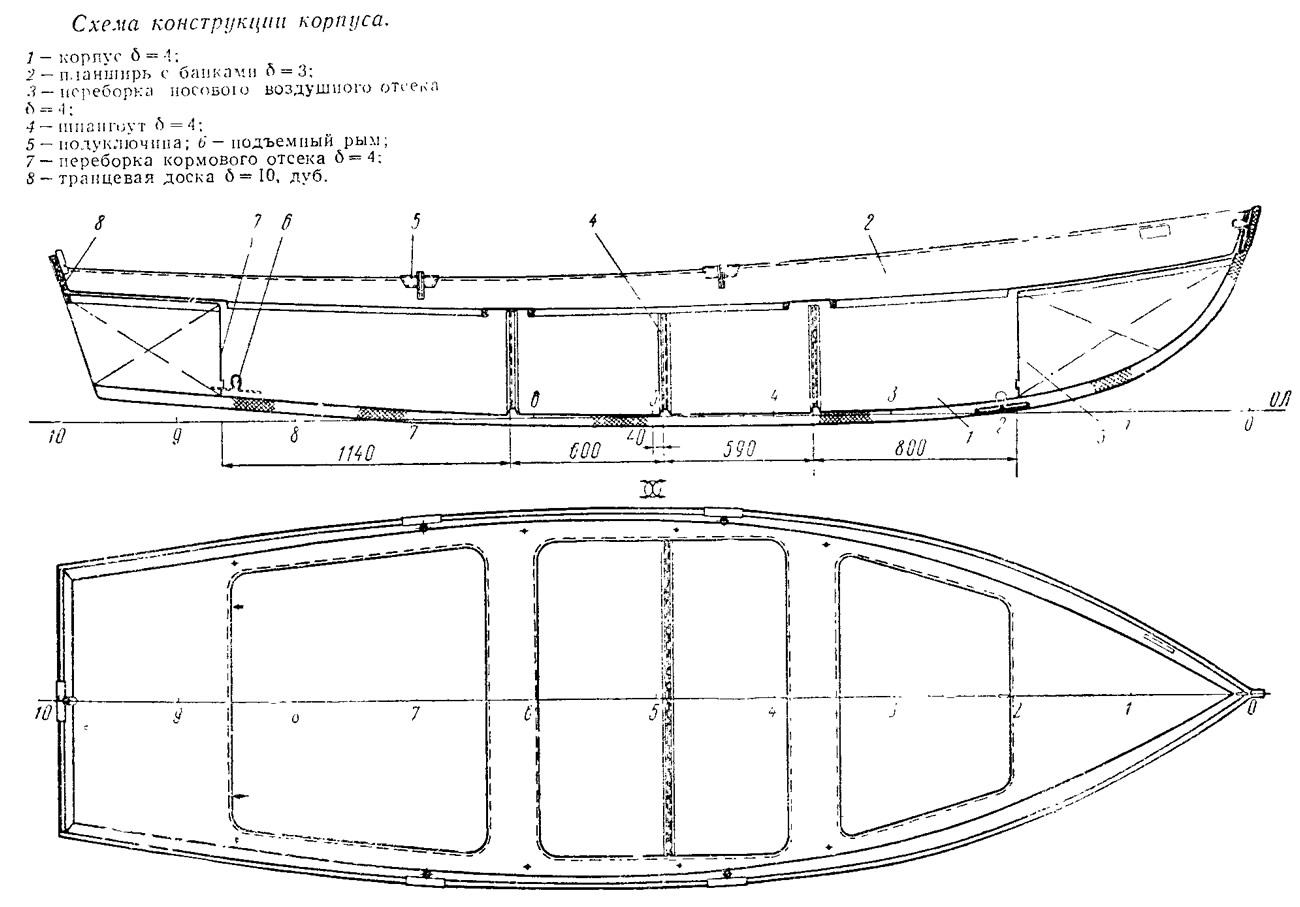
«Ледянка» представляет собой открытую шлюпку с круглоскулыми водоизмещающими обводами и транцевой кормой. Корпус отформован из стеклопластика на основе смолы ПН-3. Конструкция состоит из собственно корпуса и палубной секции с банками. В носу и корме расположены два воздушных ящика общим объемом 0,30 м3. Корпус усилен тремя коробчатыми шпангоутами, двумя бортовыми и днищевыми килями, заполненными опилками, которые пропитаны связующим на смоле ПН-3. На подкрепленный транец можно навешивать подвесной мотор мощностью до 12 л. с. Привальным брусом шлюпки служит полоса из бакелизированной фанеры 10X65.
Пигментированный наружный слой обшивки и палубы позволяет эксплуатировать шлюпку без окраски. На формование корпуса идет один слой (первый) стеклоткани АСТТ(б) С2-О, затем три слоя стеклоткани ТЖС-0,7 и один (последний) — стеклоткани СЭ. На формование палубы идут два слоя (первых) СЭ и два ТЖС-0,7.
Корпус и палуба формуются на отдельных стеклопластиковых матрицах одновременно и в одинаковых условиях для получения равнокачественного стеклопластика. Во время формования корпуса устанавливают на свои места и заформовывают буксирный и подъемные рымы. После того как уложен и уплотнен последний слой стеклоткани наружной обшивки, устанавливают и приформовывают восемью слоями стеклоткани СЭ воздушные отсеки, по периметру которых сделана отбортовка 10—15 мм, чтобы при установке их на «сыром» корпусе не промять стеклоткань. Заранее отформованные из трех слоев стеклоткани шпангоуты коробчатой формы обклеиваются семью слоями стеклоткани СЭ. Корпус и палубу выдерживают сутки при температуре 20—22° С, после чего на 2—3 часа подают в камеру ускоренной полимеризации с температурой 60—80° С.
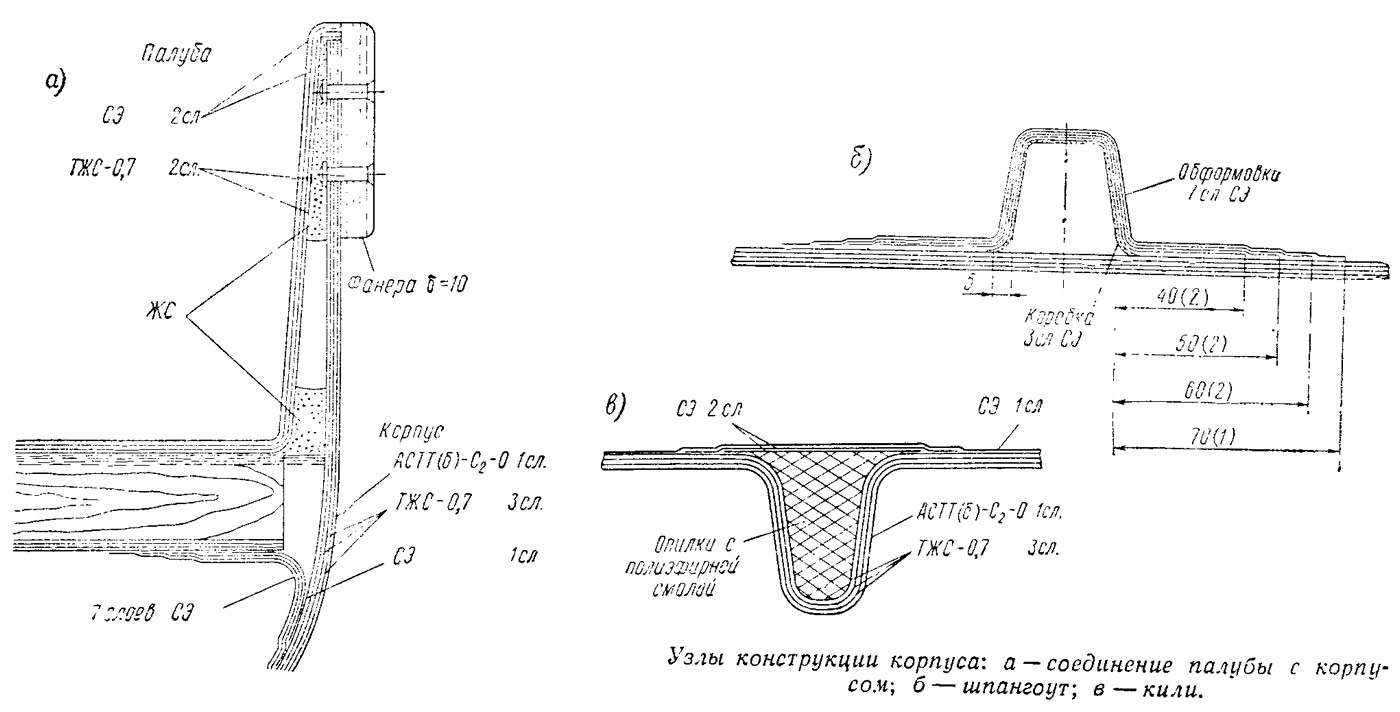
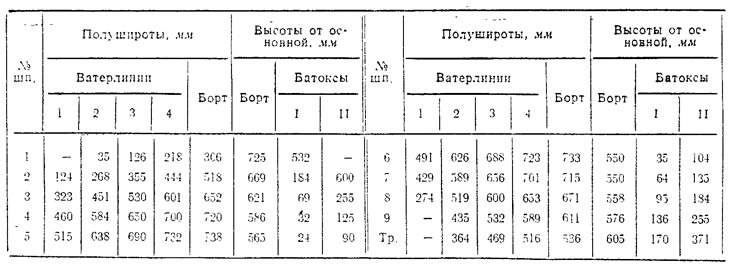
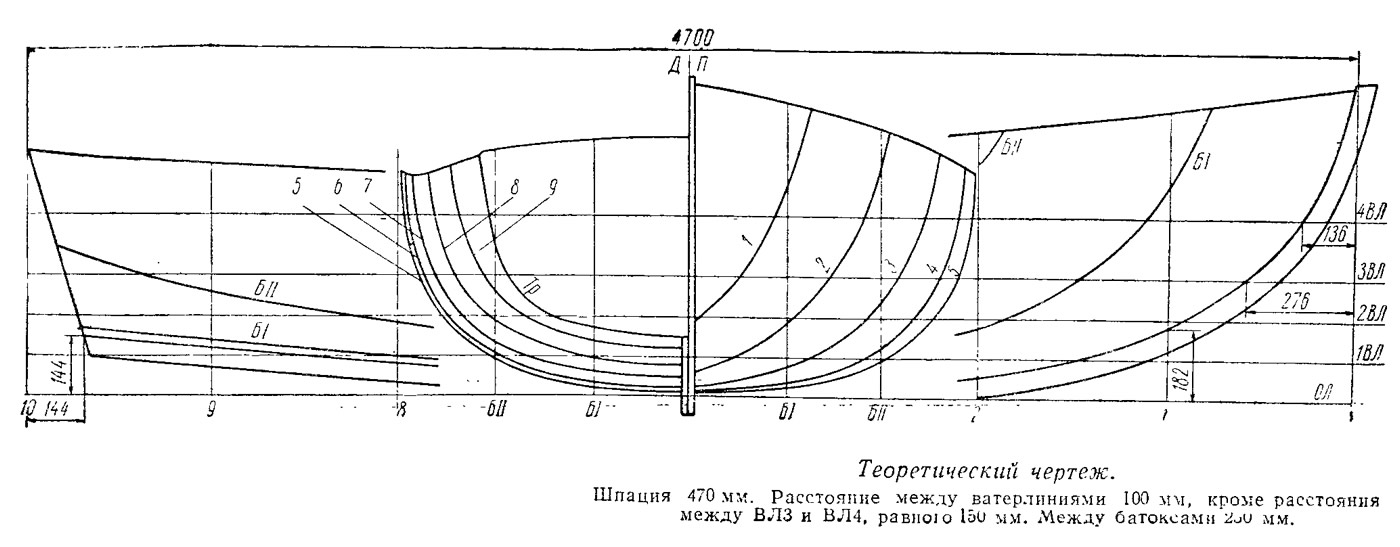
Таблица плазовых ординат