После публикации в сборнике информации о винте изменяемого шага — «мульти-питче», который позволяет использовать полную мощность мотора при самых различных нагрузках лодки, самодеятельные конструкторы создали уже несколько вариантов таких винтов. С конструкцией Б. Синильщикова мы познакомили читателей в 44 номере сборника за 1973 год. Изменение шага в этом варианте винта производилось для каждой лопасти отдельно, что не очень удобно. Предлагаем вниманию читателей разработку новосибирца Б. Д. Филиппова, устранившего этот недостаток — поворот всех трех лопастей на новый шаг на его винте выполняется одновременно перестановкой кольцевого фиксатора со шпонкой.
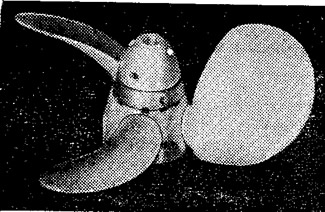
Сконструированный мной гребной винт «мульти-питч» эксплуатировался на «Вихре-М» с самой различной нагрузкой и показал неплохие результаты. Изменение шагового отношения винта занимает немногим более минуты и выполняется очень просто: не нужно совмещать риски на корне лопасти и ступице — все три лопасти поворачиваются на нужный угол одновременно.
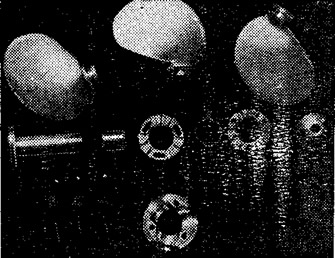
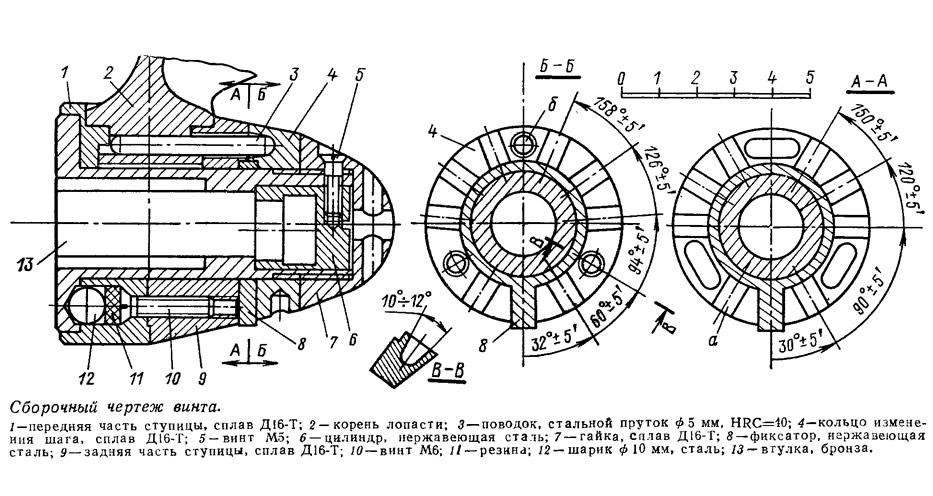
Изменение шага от 200 до 400 мм ступенчатое через 25 мм и производится перестановкой фиксатора 8 (см. чертеж) в пазы детали ступицы 9 и кольца 4. Ступица состоит из двух деталей 1 и 9, расточенных в сборе и соединенных между собой тремя винтами 10 с потайной головкой. На заднем торце детали 9 имеются радиальные пазы «а», кольцевая канавка для фиксатора и три овальных отверстия, параллельных оси для прохода поводков 3 поворота лопастей. Расточенная под корни лопастей (под углом 120°) ступица стягивается тремя винтами 10.
К заднему ее торцу прилегает дюралюминиевое кольцо 4 для изменения шага, имеющее на переднем торце радиальные пазы и кольцевую канавку такие же, как на ступице. На кольце 4 просверлены три углубления «б» для поводков. Поводки плотно запрессованы в корни лопастей, причем отверстия под них сверлятся на собранном винте при среднем положении лопастей (шаг 300 мм), которое проверяется шаговым угольником. Ступица и кольцо 4 закрепляются на втулке винта 13 гайкой 7. Система крепления винта выполнена для гребного вала мотора «Вихрь». Она состоит из цилиндра 6 с эксцентрично расточенной внутренней полостью под кольцевую канавку гребного вала. Цилиндр может вращаться в отверстии втулки, расточенном с таким же эксцентриситетом. При повороте отверткой цилиндра 6 через отверстие в гайке 7 выступ на его внутренней полости входит в паз гребного вала. От самопроизвольного поворачивания цилиндр, а заодно и гайка 7, контрятся винтом 5.
При необходимости изменить шаг отворачивается гайка 7, фиксатор 8 (на чертеже показан в положении среднего шага — 300 мм) переставляется в необходимый паз вправо или влево, с выступом фиксатора совмещается соответствующий паз кольца 4 и гайка вновь затягивается.
В конструкции винта предусмотрено предохранительное устройство от поломки лопастей при ударе о препятствие. Оно состоит из кусочков плотной резины, вставленных в углубления под каждым из винтов 10 и стальных шариков, входящих в углубления на втулке винта. Жесткость и толщина резины подбираются опытным путем.
Чтобы все лопасти получились одинаковыми, рекомендую следующий технологический процесс их изготовления: на лопасти пришедшего в негодность винта проводится на делительной головке с помощью рейсмуса радиальная риска вдоль «средней» линии на нагнетающей стороне. Затем эта лопасть вырезается вместе с частью ступицы и оставшаяся на лопасти часть ступицы обрабатывается, как прямоугольный выступ. Изготавливаются два цилиндра с необходимыми припусками по диаметру. Они закрепляются на лопасти так, чтобы их оси с доступной точностью совпадали с риской на нагнетающей стороне. Больший цилиндр крепится на выступе со стороны ступицы, а меньший на внешнем крае лопасти с помощью винтов и эпоксидной шпаклевки. Шпаклевкой заделываются щели и на 2 мм с нагнетательной и всасывающей сторон утолщается корневая часть лопасти. После затвердевания шпаклевки торцы цилиндров засверливаются центровым сверлом. Получившиеся бобышки обтачиваются соосно и торцуются в центрах. Полученная таким образом модель лопасти зачищается и окрашивается. Отливка лопастей производится из сплавов AЛ-9 или ЛМцЖ. Литник подбирается соответствующего объема, чтобы исключить возникновение усадочных полостей в теле лопасти. Отливки обтачиваются в центрах, точно так же как и модель. Далее удаляется малая бобышка и поверхность лопасти зачищается и полируется. Винт комплектуется одинаковыми по весу лопастями. При сборке все внутренние полости и зазоры винта заполняются консистентной графитовой смазкой.

- Главная
- Консультации
- Полезные устройства
- 1975 год
- Улучшенный самодельный гребной винт «мульти-питч»
Подкатегории раздела
Полезные устройства
Полезные советы
Улучшение судов
Улучшение моторов
Опыт эксплуатации
Техника плавания
Разбор аварий
Рыболовам
Поделитесь информацией
Похожие статьи
Самодельный гребной винт «мульти-питч»
Гребной винт с регулируемым шагом «мульти-питч»
Особенности и конструктивные решения винтов «мульти-питч»
Мульти-питч или кольцевая насадка для винта?
Гребной винт из стеклопластика
Гидравлическая передача на гребной винт
Правильно ли расположен гребной винт?
Оптимальный гребной винт для мотора и лодки
Насадка на гребной винт подвесного мотора
Полезные мелочи: гребной винт, заменитель шпиля, фал...
Мульти-питч черноморского судостроительного завода
Как изготовить гребной винт для мотолодки
Саморегулирующийся гребной винт
Как отполировать гребной винт?
Гребной винт с регулируемым шагом «мульти-питч»
Особенности и конструктивные решения винтов «мульти-питч»
Мульти-питч или кольцевая насадка для винта?
Гребной винт из стеклопластика
Гидравлическая передача на гребной винт
Правильно ли расположен гребной винт?
Оптимальный гребной винт для мотора и лодки
Насадка на гребной винт подвесного мотора
Полезные мелочи: гребной винт, заменитель шпиля, фал...
Мульти-питч черноморского судостроительного завода
Как изготовить гребной винт для мотолодки
Саморегулирующийся гребной винт
Как отполировать гребной винт?
Улучшенный самодельный гребной винт «мульти-питч»
Год: 1975. Номер журнала «Катера и Яхты»: 54 (Все статьи)
ПРЕДЫДУЩИЕ СТАТЬИ
Полезные мелочи: пенал, ветровик, стол, чехол для лодки...
Улучшение качеств и снижение шумности мотора «Ветерок-12»
Испытания лодки «Мечта» на берегу Гребного канала
Установка подвесного мотора «Салют» на байдарку
Тент для лодок «Казанка» и «Южанка»
Консультации по моторам «Ветерок», «Вихрь» и «УД-25В»
Защита от коррозии корпуса мотолодки «Прогресс»
Полезные мелочи: запрессовка, течь, вентиляция, шпигат, мачта...
Яхта «Секрет» затонула из-за сильного шквала
Применение радиоприемника для пеленгации
Стеллаж-рундук для хранения лодки на берегу
Отклики владельцев «Вихрей» к статье о создателях мотора
Водяная помпа с аварийным клапаном для моторов «Ветерок»
Консультации по моторам «Ветерок» и «Москва»
Опыт изготовления и эксплуатации подвесных водометов
Улучшение качеств и снижение шумности мотора «Ветерок-12»
Испытания лодки «Мечта» на берегу Гребного канала
Установка подвесного мотора «Салют» на байдарку
Тент для лодок «Казанка» и «Южанка»
Консультации по моторам «Ветерок», «Вихрь» и «УД-25В»
Защита от коррозии корпуса мотолодки «Прогресс»
Полезные мелочи: запрессовка, течь, вентиляция, шпигат, мачта...
Яхта «Секрет» затонула из-за сильного шквала
Применение радиоприемника для пеленгации
Стеллаж-рундук для хранения лодки на берегу
Отклики владельцев «Вихрей» к статье о создателях мотора
Водяная помпа с аварийным клапаном для моторов «Ветерок»
Консультации по моторам «Ветерок» и «Москва»
Опыт изготовления и эксплуатации подвесных водометов
ТЕКУЩАЯ СТАТЬЯ
Улучшенный самодельный гребной винт «мульти-питч»
СЛЕДУЮЩИЕ СТАТЬИ
Два дня плавания на пластмассовой лодке «Мидия-2»
Полезные мелочи: шайбы, черпак, гвозди, уключина, бинокль...
Постановка яхты на два якоря
Глиссирующие поплавки для «Салюта» из байдарочного весла
Консультации по лодочным моторам «Москва» и «Ветерок»
Порывы или пульсации ветра возле берегов и островов
Способы подхода к упавшему за борт человеку
«Прогресс-4» — стремление к качеству мотолодки
Два «Вихря» и стационарный бензобак на «Прогрессе-4»
Консультации по подвесным моторам «Москва» и «Ветерок»
Мотор «Салют» на байдарке
Патент-риф с вертлюгом для малых лодок
Полезные мелочи: шасси для лодки, дверь для яхты, степс, дрель...
Весла с несимметричной лопастью
Гребля веслом «юлоу»
Полезные мелочи: шайбы, черпак, гвозди, уключина, бинокль...
Постановка яхты на два якоря
Глиссирующие поплавки для «Салюта» из байдарочного весла
Консультации по лодочным моторам «Москва» и «Ветерок»
Порывы или пульсации ветра возле берегов и островов
Способы подхода к упавшему за борт человеку
«Прогресс-4» — стремление к качеству мотолодки
Два «Вихря» и стационарный бензобак на «Прогрессе-4»
Консультации по подвесным моторам «Москва» и «Ветерок»
Мотор «Салют» на байдарке
Патент-риф с вертлюгом для малых лодок
Полезные мелочи: шасси для лодки, дверь для яхты, степс, дрель...
Весла с несимметричной лопастью
Гребля веслом «юлоу»
Ссылка на эту статью в различных форматах
HTMLTextBB Code
Комментарии к этой статье
Еще нет комментариев
Barque.ru © 2013 | Контакты | Карта сайта | Мобильная версия
Судостроение: Парусные суда Моторные суда Технологии Экранопланы
Моторы: Описание моторов Устройство моторов Самодельные моторы Тюнинг моторов Обслуживание моторов Дистанционное управление
Проекты: Парусные яхты Парусные катамараны Парусные тримараны Моторные лодки Катера Туристические суда Рыболовные суда Виндсерфинги и лыжи Прицепы и трейлеры Прочие проекты
Спорт: Новости спорта Парусные соревнования Водномоторный спорт Воднолыжный спорт Виндсерфинг Буерные соревнования Соревнования туристов
Консультации: Полезные устройства Полезные советы Улучшение судов Улучшение моторов Опыт эксплуатации Техника плавания Разбор аварий Рыболовам
Кругозор: Новые суда и устройства Интересные события Интересные факты Интервью Карты и маршруты Официальные данные Проблемы малого флота Яхт-клубы и стоянки Письма в редакцию
Истории: Путешествия Туристические походы Знаменитые корабли Военная страничка Литературная страничка История флота Прочие истории
Судостроение: Парусные суда Моторные суда Технологии Экранопланы
Моторы: Описание моторов Устройство моторов Самодельные моторы Тюнинг моторов Обслуживание моторов Дистанционное управление
Проекты: Парусные яхты Парусные катамараны Парусные тримараны Моторные лодки Катера Туристические суда Рыболовные суда Виндсерфинги и лыжи Прицепы и трейлеры Прочие проекты
Спорт: Новости спорта Парусные соревнования Водномоторный спорт Воднолыжный спорт Виндсерфинг Буерные соревнования Соревнования туристов
Консультации: Полезные устройства Полезные советы Улучшение судов Улучшение моторов Опыт эксплуатации Техника плавания Разбор аварий Рыболовам
Кругозор: Новые суда и устройства Интересные события Интересные факты Интервью Карты и маршруты Официальные данные Проблемы малого флота Яхт-клубы и стоянки Письма в редакцию
Истории: Путешествия Туристические походы Знаменитые корабли Военная страничка Литературная страничка История флота Прочие истории