О том, что «Днепр» отличная мореходная мотолодка, мы, владельцы лодок этого типа, эксплуатирующие их на Обском водохранилище, убеждались не раз. На ходу «Днепр» превосходен, но для плавания по волне высота поддона его рецесса недостаточна. Стоит, находясь в плохую погоду посреди водохранилища с полной нагрузкой, остаться без хода, ситуация становится опасней. Особенно, если причиной остановки послужит неисправность мотора и придется открыть крышку в рецессе для его ремонта — лодку может легко накрыть волной, накатившей с кормы. Поскольку «Днепр» имеет повышенную килеватость днища, то осадка его больше, чем у лодок других типов.
Другое обстоятельство, которое заставило меня изготовить проставку между корпусом редуктора и дейдвудом — удлинить «ногу» на 25 мм, — это перегрев мотора, как мне казалось, вследствие недостаточной длины газовьгхлопного тракта.
Доработка мотора включала изготовление проставки дейдвудной трубы, нового торсионного валика, удлинение тяги реверса и трубки системы охлаждения.
По шаблону, снятому с торца дейдвуда, на листе 14-миллиметровой стали размечаются две заготовки фланцев будущей проставки (их размер 180X103), которые после вырезки соединяются временно на двух заклепках и фрезеруются совместно по наружному контуру н внутри. Не снимая заклепок, во фланцах необходимо разметить центры отверстий под болты и штифты крепления проставки. Для этого потребуется изготовить пять специальных кернов — два под штифты и три (с резьбой) под болты. Ввернув резьбовые керны в отверстия фланца дейдвуда и запрессовав керны-штифты, следует выровнять их острия в одной плоскости, затем наложить на них сверху заготовки фланцев проставки и ударами молотка накернить центры отверстий.
Все отверстия сверлятся 6-миллиметровым сверлом, затем оба фланца проставки разъединяются и обрабатываются по плоскостям до толщины 12 мм. В верхнем фланце отверстия под болты рассверливаются до диаметра 9 мм; во фланце, прилегающем к редуктору, нарезается резьба М8.
Для сварки проставив необходимо изготовить простейшую оснастку: три болта из стержня диаметром 9 мм с длиной 260 мм с резьбой М8 на конце длиной 30 мм. На токарном станке отрезаются три стальные трубки длиной 233 мм с внутренним диаметром не менее 10 мм. На болты надевают сначала верхний фланец проставки, затем трубки и завинчивают болты в соответствующие резьбовые отверстия нижнего фланца проставки. Затягивая болты, следует убедиться в параллельности плоскостей обоих фланцев.
Для кожуха проставки из стального листа толщиной 2,2—2,5 мм вырезаются две заготовки шириной 232 мм, которые гнут до получения нужной формы поперечного сечения и образования вертикальных стыков с минимальными зазорами под сварку. Вставив заготовки между фланцами, собирают проставку сначала на электроприхватках, затем заваривают все сварные швы. Не ожидая остывания металла, следует вывинтить болты и вынуть трубки. Проставка готова.
Вертикальный вал-рессора (его длина 570 мм, диаметр 16 мм) вытачивается на токарном станке из прутка хорошей стали (я сделал его из автомобильной полуоси). Четырехгранные муфты, соединяющие рессору с коленвалом и входным валом редуктора, должны быть напрессованы на квадратные хвостовики рессоры без каких-либо люфтов.
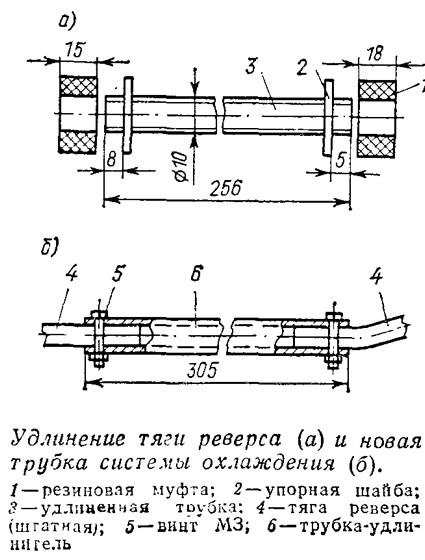
Тягу реверса следует разрезать ножовкой на расстоянии 30 мм ниже изгиба, ближайшего к редуктору. Обрезанные концы вставляются в стальную трубку внутренним диаметром 7—8 мм и длиной 305 мм и фиксируются здесь подобно штифтам трехмиллиметровыми болтиками с гайками. Для надежности концы болтиков рекомендуется расклепать. Такой способ удлинения тяги удобен тем, что в случае необходимости можно восстановить мотор с нормальной длиной дейдвуда, для этого надо только соединить концы тяги с помощью укороченной трубки-муфты.
Трубка для подвода охлаждающей воды должна иметь длину 256 мм при диаметре 10 мм. У ее концов припаивают упорные шайбы для ограничения перемещения резиновых трубочек-муфт, при помощи которых осуществляется уплотнение соединения концов трубки.
Несколько рекомендаций по сборке дейдвудной части мотора.
Отсоединив от поддона двигателя дейдвуд, к его нижнему фланцу присоединяется на трех болтах проставка. При этом обязательно под головки этих болтов надо поставить пружинные шайбы. Затянуть болты можно удлиненным ключом-шестигранником.
Собранный узел устанавливается вертикально на край стола проставкой вверх так, чтобы не закрывалось отверстие, в которое вставляется тяга реверса. Сверху накладывается редуктор с расчетом, чтобы удлиненная тяга реверса вошла в соответствующее отверстие. На концы трубки охлаждения надеваются обрезки резиновой трубки. Под упорной шайбой привязывают леску или тонкую прочную нитку и, отодвинув в сторону редуктор, при помощи лески совмещают конец трубки с трубкой в дейдвуде. Редуктор устанавливается на место при попадании трубки выхода воды из помпы в отверстие резиновой муфты на трубке системы охлаждения. При этом зазор в пределах 1—2 мм между фланцем редуктора и проставки свидетельствует о правильной установке трубки. Если сверху нажать на редуктор, резиновые трубочки сожмутся и зазор устранится. Далее сборка модернизированного мотора продолжается как обычно.
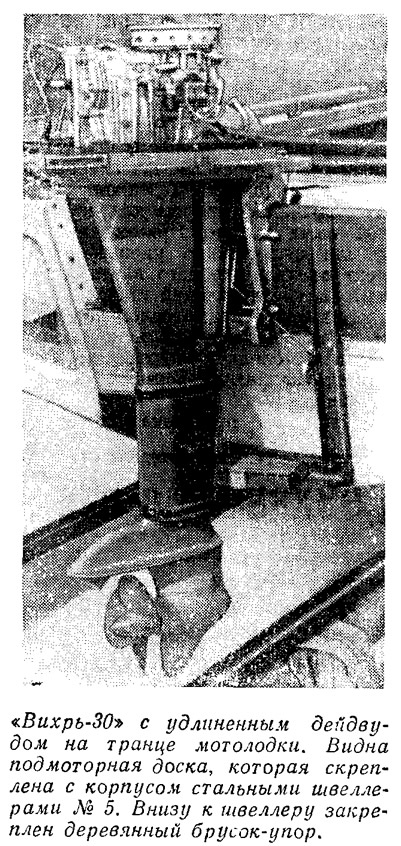
Вырез в транце я заделал подмоторной доской, закрепив ее накладными полосами и болтами к обшивке транца. Дополнительную жесткость конструкции придали два стальных швеллера № 5, скрепившие подмоторную доску с набором транца. Внизу концы швеллеров соединил поперечным швеллером, на котором установил деревянный брусок, служащий упором для дейдвудной части мотора. Применение этой детали существенно уменьшает момент от тяги гребного винта и веса мотора, скручивающий транец.
Благодаря подмоторной доске высота транца сравнялась с высотой борта мотолодки, что снизило вероятность заливания кормового отсека волной.
Что дала переделка мотора на удлиненный дейдвуд? Главное — это чувство уверенности в том, что мотор не зальет волной при самок плохой погоде, что встречается у нас на Обском водохранилище. Я испытывал мотолодку с модифицированным мотором в разных погодных условиях, вплоть до ветра скоростью свыше 30 м/с, когда срываемые ветром с волны брызги буквально заливали лодку. На штормовой волне глушил двигатель, снимал с него капот (при этом в корме кроме двух человек были еще 3 бачка с горючим). Ни при каких условиях двигатель не заливался.
Удобнее стало заводить и ремонтировать мотор, легче устанавливать в отсек у транца бензобаки. Двигатель перестал перегреваться, повысились обороты коленвала, увеличился срок службы свечей — все это я отношу на счет сделанного мной удлинения дейдвуда.

- Главная
- Моторы
- Тюнинг моторов
- 1982 год
- Мотор «Вихрь-М» с удлиненной «ногой»
Подкатегории раздела
Описание моторов
Устройство моторов
Самодельные моторы
Тюнинг моторов
Обслуживание моторов
Дистанционное управление
Поделитесь информацией
Похожие статьи
Серийный мотор «Ветерок-8М» с удлиненной ногой
Мотор «Вихрь-30» с удлиненным дейдвудом
Мотор «Вихрь» утвержден к производству
Новый подвесной лодочный мотор «Вихрь»
Мотор «Вихрь» должен стать лучше
Лодочный мотор «Вихрь» будет лучше
Первый 30-сильный подвесной мотор «Вихрь-30»
Пятиметровая лодка под подвесной мотор «Вихрь»
Трехцилиндровый мотор «Вихрь» своими руками
Мотор «Вихрь-М» с левым вращением винта
Мотор «Ветерок» со сверхдлинной «Ногой»
Мотор «Вихрь-30» с воздушным винтом
Подвесной мотор из «Нептуна-23» с двигателем «Вихрь-30»
Двухкарбюраторный подвесной мотор «Вихрь-30»
Мотор «Вихрь-30» с удлиненным дейдвудом
Мотор «Вихрь» утвержден к производству
Новый подвесной лодочный мотор «Вихрь»
Мотор «Вихрь» должен стать лучше
Лодочный мотор «Вихрь» будет лучше
Первый 30-сильный подвесной мотор «Вихрь-30»
Пятиметровая лодка под подвесной мотор «Вихрь»
Трехцилиндровый мотор «Вихрь» своими руками
Мотор «Вихрь-М» с левым вращением винта
Мотор «Ветерок» со сверхдлинной «Ногой»
Мотор «Вихрь-30» с воздушным винтом
Подвесной мотор из «Нептуна-23» с двигателем «Вихрь-30»
Двухкарбюраторный подвесной мотор «Вихрь-30»
Мотор «Вихрь-М» с удлиненной «ногой»
Год: 1982. Номер журнала «Катера и Яхты»: 100 (Все статьи)
ПРЕДЫДУЩИЕ СТАТЬИ
Новый тип передачи для катеров
Двигатели с воздушным охлаждением на малых судах
Электростартер для лодочного мотора «Нептун-23»
Обзор подвесных моторов малой мощности «Сигалл» и «Соло»
4-цилиндровый «Вихрь» на мотолодке «Прогресс-4»
Каталог основных деталей мотора «Нептун-23»
Подвесной лодочный электромотор «Форель»
Настроенный газовыхлоп на моторе «Вихрь-М»
Электростартер на подвесном моторе «Нептун-23»
Проверка системы зажигания мотора «Ветерок»
Насадка для шумогашения выхлопа гоночных моторов
Подвесные моторы на газе пропан «Хомляйт»
Необходим стационарный двигатель малой мощности
Улучшение запуска и работы мотора «Салют»
ЭСЗ для гоночного мотора
Двигатели с воздушным охлаждением на малых судах
Электростартер для лодочного мотора «Нептун-23»
Обзор подвесных моторов малой мощности «Сигалл» и «Соло»
4-цилиндровый «Вихрь» на мотолодке «Прогресс-4»
Каталог основных деталей мотора «Нептун-23»
Подвесной лодочный электромотор «Форель»
Настроенный газовыхлоп на моторе «Вихрь-М»
Электростартер на подвесном моторе «Нептун-23»
Проверка системы зажигания мотора «Ветерок»
Насадка для шумогашения выхлопа гоночных моторов
Подвесные моторы на газе пропан «Хомляйт»
Необходим стационарный двигатель малой мощности
Улучшение запуска и работы мотора «Салют»
ЭСЗ для гоночного мотора
ТЕКУЩАЯ СТАТЬЯ
Мотор «Вихрь-М» с удлиненной «ногой»
СЛЕДУЮЩИЕ СТАТЬИ
Мотор «Вихрь-М» с левым вращением винта
Подвесные моторы малой мощности из велодвигателя
Поворотная моторная установка с воздушным винтом
Впрыск воды в карбюраторы подвесных моторов
Подвесной электрический мотор мощностью 2 лс
Дизельные двигатели фирмы «Вольво-Пента» серии «3000»
Доработка и усовершенствование мотора «Вихрь»
Правила эксплуатации и уходу за аккумулятором на судне
Упрощенная ЭСЗ для «Вихря» и «Нептуна»
Аварийное отключение двигателя при перегреве
Угловая колонка «Дуо-проп» с двумя соосными гребными винтами
О восстановлении абриса маховичного магнето МН-1 (МВ-1)
Электростартер от «Вихря-30» на «Нептуне-23»
Электростартер на лодочном двигателе «СМ-557Л»
Электростартер от «Москвы-25Э» на «Нептуне-23»
Подвесные моторы малой мощности из велодвигателя
Поворотная моторная установка с воздушным винтом
Впрыск воды в карбюраторы подвесных моторов
Подвесной электрический мотор мощностью 2 лс
Дизельные двигатели фирмы «Вольво-Пента» серии «3000»
Доработка и усовершенствование мотора «Вихрь»
Правила эксплуатации и уходу за аккумулятором на судне
Упрощенная ЭСЗ для «Вихря» и «Нептуна»
Аварийное отключение двигателя при перегреве
Угловая колонка «Дуо-проп» с двумя соосными гребными винтами
О восстановлении абриса маховичного магнето МН-1 (МВ-1)
Электростартер от «Вихря-30» на «Нептуне-23»
Электростартер на лодочном двигателе «СМ-557Л»
Электростартер от «Москвы-25Э» на «Нептуне-23»
Ссылка на эту статью в различных форматах
HTMLTextBB Code
Комментарии к этой статье
Еще нет комментариев
Barque.ru © 2013 | Контакты | Карта сайта | Мобильная версия
Судостроение: Парусные суда Моторные суда Технологии Экранопланы
Моторы: Описание моторов Устройство моторов Самодельные моторы Тюнинг моторов Обслуживание моторов Дистанционное управление
Проекты: Парусные яхты Парусные катамараны Парусные тримараны Моторные лодки Катера Туристические суда Рыболовные суда Виндсерфинги и лыжи Прицепы и трейлеры Прочие проекты
Спорт: Новости спорта Парусные соревнования Водномоторный спорт Воднолыжный спорт Виндсерфинг Буерные соревнования Соревнования туристов
Консультации: Полезные устройства Полезные советы Улучшение судов Улучшение моторов Опыт эксплуатации Техника плавания Разбор аварий Рыболовам
Кругозор: Новые суда и устройства Интересные события Интересные факты Интервью Карты и маршруты Официальные данные Проблемы малого флота Яхт-клубы и стоянки Письма в редакцию
Истории: Путешествия Туристические походы Знаменитые корабли Военная страничка Литературная страничка История флота Прочие истории
Судостроение: Парусные суда Моторные суда Технологии Экранопланы
Моторы: Описание моторов Устройство моторов Самодельные моторы Тюнинг моторов Обслуживание моторов Дистанционное управление
Проекты: Парусные яхты Парусные катамараны Парусные тримараны Моторные лодки Катера Туристические суда Рыболовные суда Виндсерфинги и лыжи Прицепы и трейлеры Прочие проекты
Спорт: Новости спорта Парусные соревнования Водномоторный спорт Воднолыжный спорт Виндсерфинг Буерные соревнования Соревнования туристов
Консультации: Полезные устройства Полезные советы Улучшение судов Улучшение моторов Опыт эксплуатации Техника плавания Разбор аварий Рыболовам
Кругозор: Новые суда и устройства Интересные события Интересные факты Интервью Карты и маршруты Официальные данные Проблемы малого флота Яхт-клубы и стоянки Письма в редакцию
Истории: Путешествия Туристические походы Знаменитые корабли Военная страничка Литературная страничка История флота Прочие истории