
Но вот юные яхтсмены вырастают из своих мини-парусников, которые становятся для них слишком тесными и тихоходными. Для многих из них это означает прощание с парусным спортом: если в городе нет «взрослого» яхт-клуба, продолжать занятия просто не на чем. Выпускаемые промышленностью парусные лодки, пригодные для следующей возрастной группы яхтсменов (14—18 лет), слишком дороги, а главное — труднодоступны, делается их до обидного мало.
Сравнительные данные швертботов «Устрица» и «420»
| «Устрица» | «420» | |
| Длина наибольшая, м | 4,50 | 4,20 |
| Длина по КВЛ, м | 4,16 | 4,05 |
| Ширина наибольшая, м | 1,80 | 1,65 |
| Ширина по КВЛ, м | 1,38 | 1,15 |
| Высота борта, м: | ||
| в носу | 0,51 | 0,43 |
| на миделе | 0,43 | 0,38 |
| Осадка, м: | ||
| корпусом | 0,12 | 0,16 |
| с опущенным швертом | 0,95 | 0,96 |
| Вес судна без экипажа, кг | 90 | 100 |
| Площадь парусов, м2: | ||
| грота | 8,80 | 8,00 |
| стакселя | 3,3 | 2,85 |
| общая | 12,1 | 10,85 |
| Площадь шверта, м2 | 0,31 | 0,33 |
| Площадь руля, м2 | 0,21 | 0,15 |
Пока судоверфи не смогут увеличить строительство «Лучей», парусных досок и других подходящих парусников, выход из этого тупика может быть только один: самодеятельным верфям расти вместе с юными судостроителями и яхтсменами. На их стапелях «Оптимисты» должны сменяться теми же «Лучами» или более легкими «Рапанами» (см. «КиЯ» №95), «Кадеты» — более крупными, а главное современными швертботами, также рассчитанными на экипаж из двух человек.
Нам кажется, что швертбот «Устрица», проект которого публикуется ниже, вполне мог бы заполнить брешь, образующуюся между «Кадетом» и олимпийским «470» — судном дорогим и требующим более серьезной подготовки, чем получают начинающие гонщики на «Кадетах». Конструкция «Устрицы» достаточно проста, построить ее можно своими руками из доступных материалов при наличии элементарных навыков работы со столярным инструментом. А если снабдить лодку хорошими парусами, гибкой мачтой, приспособлениями и дельными вещами для тонкой настройки, молодые яхтсмены получат вполне современный и быстроходный швертбот, на котором смогут постигать премудрости гоночной техники.
По своим размерениям «Устрица» находится в «вилке» между юношеским классом «420» и олимпийским «470». При аккуратной работе и использовании качественных материалов вес швертбота не превысит 95 кг, что в сочетании с плоским днищем в корме позволяет достигать на нем максимальных скоростей в режиме глиссирования. Благодаря большой ширине — 1,8 м по палубе — лодку можно откренивать без применения летучей трапеции, но для отработки техники ее использования «Устрицу» можно снабдить и этим устройством.
В случае опрокидывания безопасность обеспечивается полыми бортовыми отсеками, что облегчает постановку потерпевшей аварию лодки на ровный киль. При этом значительное количество воды, попавшей в кокпит, удаляется через окно для румпеля в транце и швертовый колодец. Лодка останется на плаву и в случае потери герметичности бортовыми отсеками за счет пенопласта, являющегося заполнителем трехслойной конструкции днища в пределах кокпита.
Для получения легкого и жесткого корпуса применены обводы с двумя скулами, причем пинии скул не пересекают поверхность воды, что обеспечивает хорошую обтекаемость корпуса без излишних завихрений.
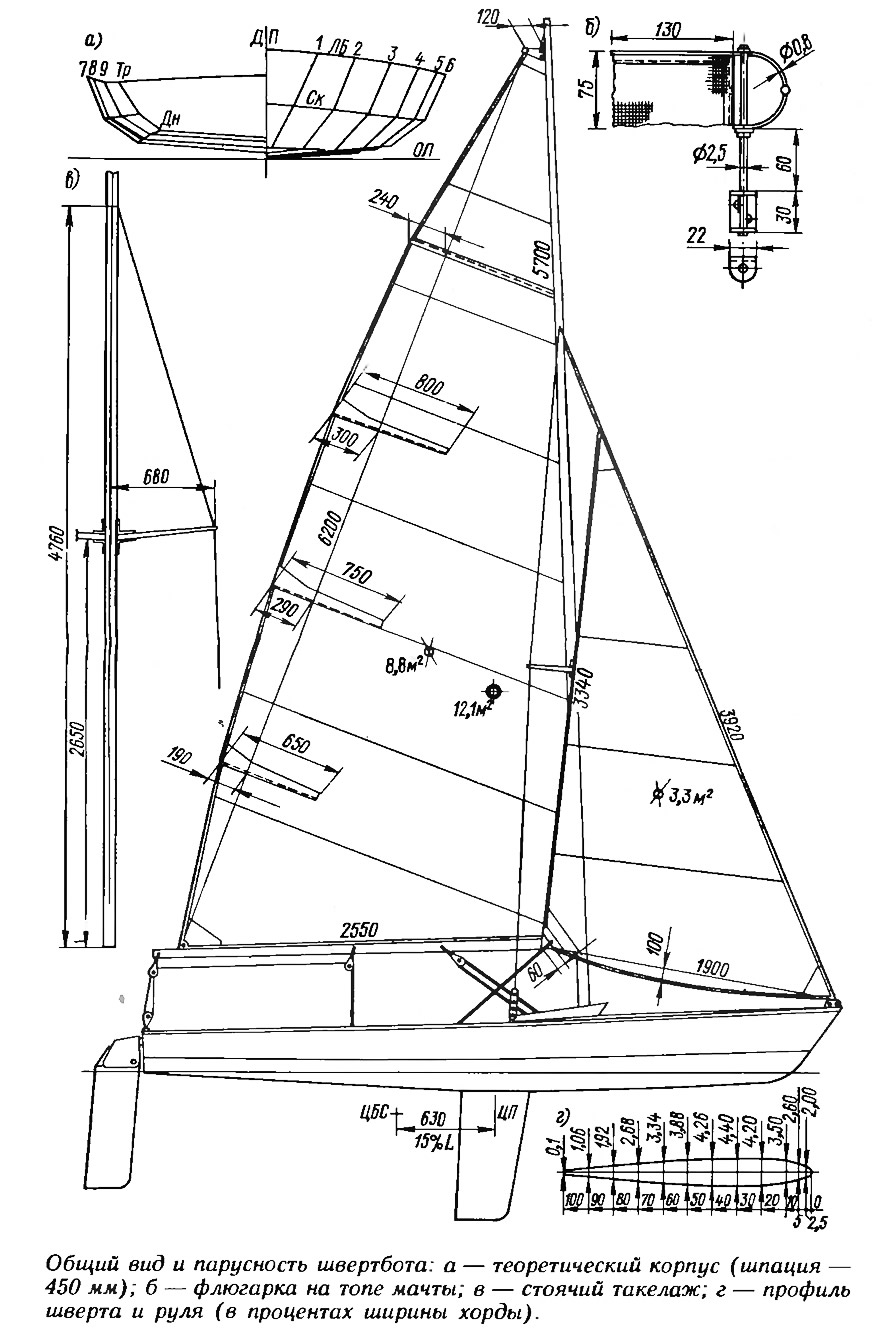
Шверт и перо руля предусмотрены профилированными деревянной конструкции (ординаты профиля в процентах ширины для любого поперечного сечения шверта приведены на чертеже общего вида лодки). Они создают высокую силу бокового сопротивления дрейфу, что позволяет «Устрице» при хорошо сшитых парусах идти круто к ветру с хорошей скоростью. По сравнению с корпусом швертбота «420» носовые обводы «Устрицы» более острые, поэтому лавировка при наличии волнения на акватории сопровождается меньшей потерей скорости, по сравнению с плаванием на спокойной воде.
Подчеркнем, что положительные качества «Устрицы» проявляются при определенных условиях использования швертбота, а именно — для тренировок и гонок с экипажем, суммарный вес которого не превышает 120 кг. Для прогулочных выходов и походов со взрослым экипажем лодка может оказаться недостаточно комфортабельной и быстроходной. Для этих цепей предпочтительнее будет, например, «Креветка» длиной 4,8 м, чертежи которой были опубликованы в «КиЯ» №38 и в первых изданиях книги «15 проектов судов для любительской постройки». Для более тяжелых условий, какие могут быть при прогулках и рыбной ловле, можно также рекомендовать 3,4-метровый «Трепанг» («КиЯ» №77).
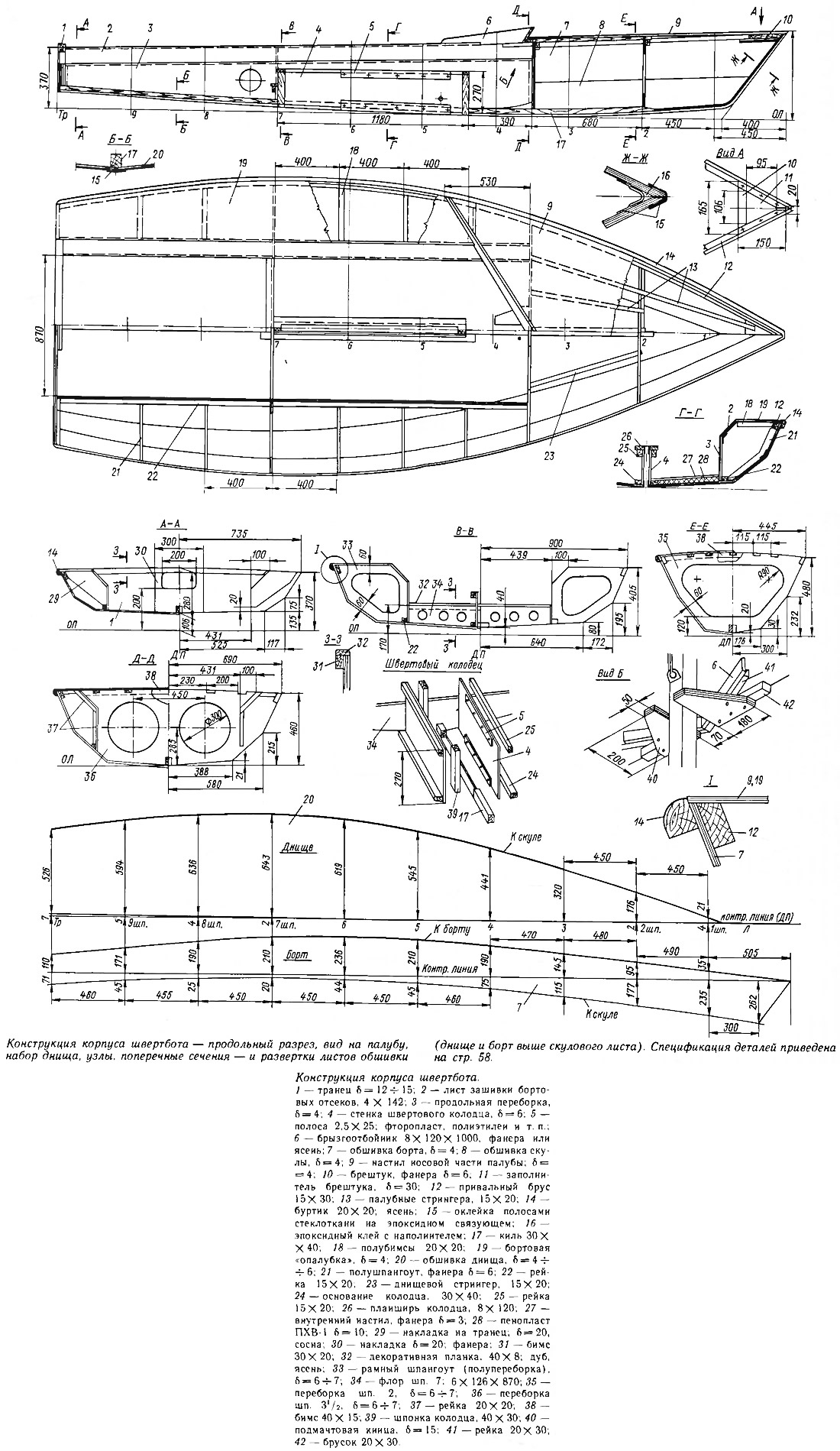
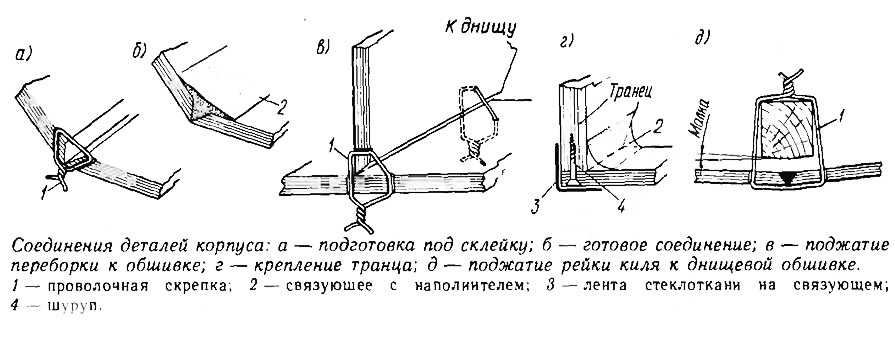
Конструкция корпуса «Устрицы» и способ его постройки разработаны с использованием опыта японских судостроителей любителей. Здесь нет обычных шпангоутов, стрингеров и множества брусков набора, как это имеет место в традиционных конструкциях лодок с фанерной обшивкой. Основным методом соединения деталей корпуса является склеивание и приформовка при помощи лент стеклоткани и эпоксидного (или полиэфирного) клея. При сборке детали подтягивают друг к другу до получения минимальных зазоров при помощи скрепок из 1,5—2-миллиметровой проволоки. Они являются чисто технологическими: после заделки соединения клеем наружные концы скрепок откусывают и опиливают проволоку напильником заподлицо с поверхностью обшивки.
Основными деталями поперечного набора являются две фанерные переборки, установленные в носовой запапубленной части корпуса, транец и составной шпангоут у кормового конца швертового колодца. Продольную жесткость корпусу придают, помимо поясьев наружной обшивки, стенки бортовых отсеков непотопляемости, рейки кипя и привального бруса, наружные буртики. Прочность и жесткость днища в средней части обеспечивается за счет трехслойной конструкции с заполнителем из твердого пенопласта ПХВ-1 толщиной 10 мм. Местные подкрепления в виде полушпангоутов, вырезанных из фанеры, и полубимсов из сосновых реечек предусмотрены на бортах и палубе внутри бортовых отсеков. Днище в носовой части подкреплено короткими стрингерами.
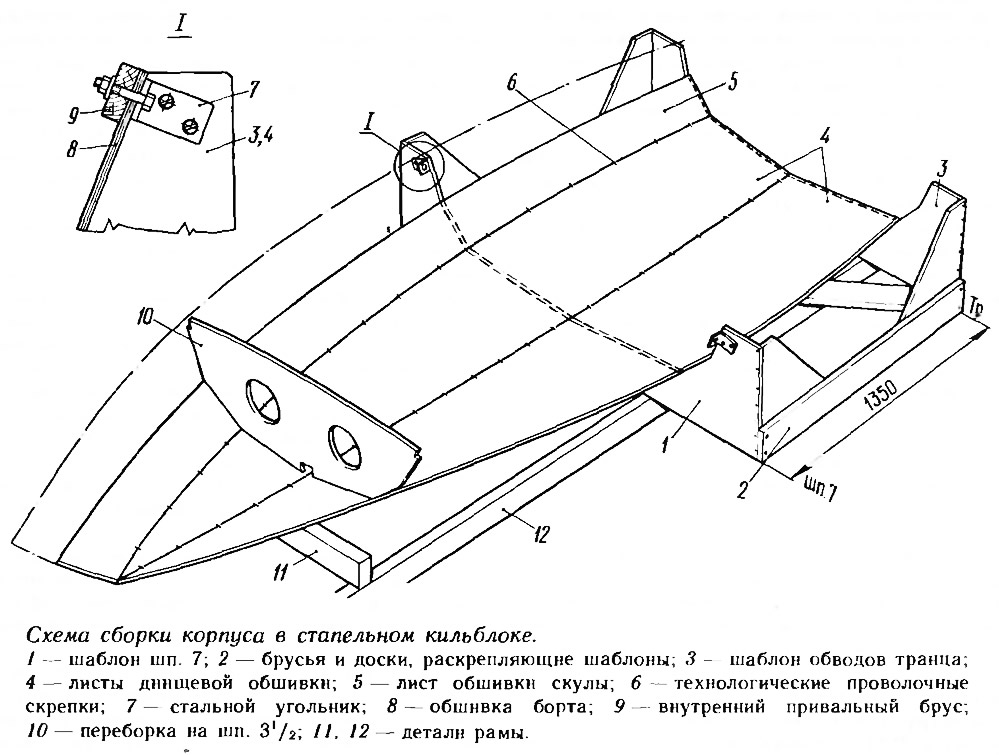
Для сборки корпуса необходимо изготовить стапельный кильблок который состоит из двух жестких шаблонов, повторяющих обводы 7-го теоретического шпангоута и транца, и раскрепляющих их досок и брусьев. Шаблоны можно вырезать из толстой (12—15 мм) фанеры или собрать из 20-миппиметровых досок Важно, чтобы их основания находились в одной выверенной горизонтальной плоскости (скажем расположенной на 300 мм ниже основной плоскости теоретического чертежа), а линии ДП — в одной строго вертикальной плоскости. Параллельность установки шаблонов можно проверить при помощи рейки, измеряя ею обе диагонали прямоугольника основания кильблока, которые должны быть одинаковыми.
Стапельный кильблок нужно установить на ровном полу или двух продольных брусьях с горизонтальной поверхностью для облегчение контроля обводов килевой линии при сборке. Раскрой листов фанерной обшивки удобно выполнять на большом стопе или верстаке с ровной поверхностью.
Опыт самодеятельной постройки лодок свидетельствует о том, что работа продвигается быстрее, если всеми необходимыми материалами и заготовками запастись заранее. Поэтому советуем изучить чертежи и составить список (или спецификацию) всего необходимого. Помимо фанеры и реек в него должны войти тонкая стеклоткань сатинового переплетение (стекло-сетка СЭ-0-1 или аналогичного качества) для оклейки корпуса снаружи и армирования соединений поясьев наружной обшивки, эпоксидная или полиэфирная смола с соответствующими отверждающими и пластифицирующими добавками, плиты пенопласта (желательно ПХВ-1), наполнитель для приготовления шпаклевки, медная или латунная проволока диаметром 1,5—2 мм для сшивания отдельных полотнищ обшивки по кромкам, нержавеющие шурупы и гвозди (можно оцинкованные).
Стеклоткань нужна как в виде широкого полотнища длиной 10 м, так и в виде узких лент шириной 30—50 мм. Смолы необходимо запасти около 10 кг. В качестве наполнителя удобны микросферы — полые стеклянные шарики диаметром 40—80 мкм имеющие вид порошка. Их использование позволяет получить прочные и легкие соединения при умеренном расходе эпоксидного или полиэфирного связующего. Обычно для приготовления шпаклевки в связующее вводится до 30% микросфер. При отсутствии микросфер можно использовать древесную муку или белую сажу, которую добавляют в связующее в количестве 5—15%.
Помимо обычных столярных инструментов и электродрели хорошо запастись приставкой-лобзиком к дрели, которая существенно облегчит обрезание криволинейных кромок фанерных листов.
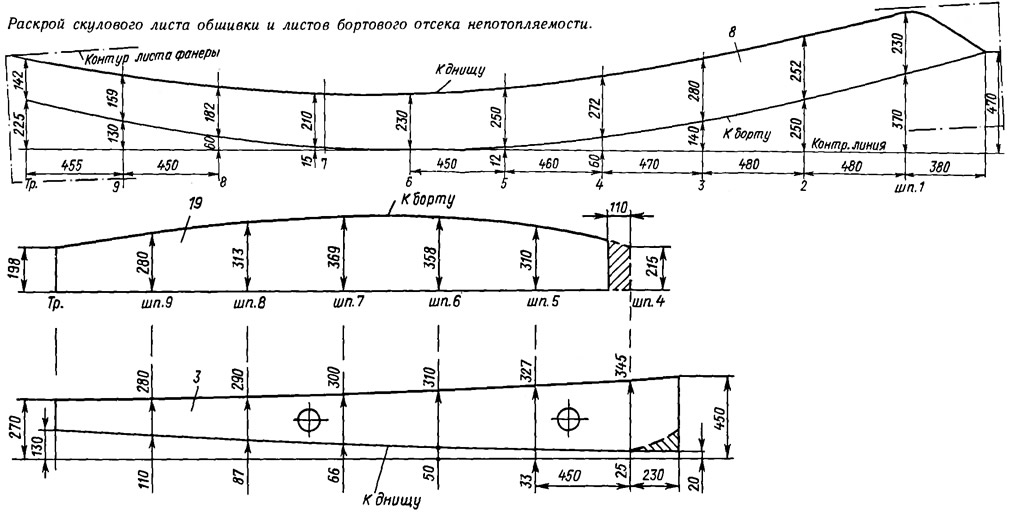
Заготовку деталей корпуса начинают со стыкования и склеивания до необходимой длины фанерных листов наружной обшивки. Все соединения выполняют «на ус» — подробно способы выполнения этой работы описаны в книге «15 проектов судов для любительской постройки», «Судостроение», 1985 г., 3-е издание. Напомним, что ширина заусовки должна составлять 15—20 толщин соединяемых листов, т. е. 60—80 мм для листов толщиной 4 мм.
Затем на заготовленных листах при помощи нитки, натертой мелом или углем, отбивают контрольные линии, идущие вдоль пояса, и перпендикулярные им линии теоретических шпангоутов, на которых откладывают ширину пояса от контрольной линии. Полученные точки нужно соединить плавной кривой. Сделать это можно при помощи гибкой деревянной рейки сечением около 8X25 мм или полосы фанеры, которую прижимают к намеченным точкам грузами. Вместо грузов можно воспользоваться гвоздиками, забиваемыми в лист фанеры попеременно с обеих сторон рейки.
Разметку листа желательно делать на внутренней поверхности обшивки — в таком случае легче будет контролировать правильность сборки листов относительно друг друга, совмещая линии соответствующих шпангоутов Расстояние между теоретическими шпангоутами принято равным 450 мм, но вследствие изгиба листов скупы и борта на их развертке в носовой части шпация увеличивается, как показано на чертежах.
Разметив какой-либо лист, его накладывают наружной стороной на заготовку такого же листа противоположного борта, скрепляют оба листа двумя-четырьмя гвоздиками, затем обрезают кромки за один проход. При заготовке листов наиболее качественную сторону фанеры нужно располагать наружу корпуса. По криволинейным кромкам необходимо оставить припуск 3—4 мм на чистовую строжку рубанком; по концам припуск лучше увеличить до 50—80 мм. На каждом листе кроме отметок шпангоутов необходимо обозначить направление носа или корм принадлежность листа правому или левому борту и пометить боковые кромки, например «к килю», «к скуле», «к днищу» и т. п.
Одновременно вырезают в чистый размер транец, переборки шп. 2 и 3½, детали шп. 7, заготавливают рейки продольного набора и детали швертового колодца.
С внутренней стороны стыкуемых кромок листов обшивки снимается малка — скос с таким расчетом, чтобы при соединении получилась канавка треугольного сечения, которая позже заполняется шпаклевкой из связующего с наполнителем (микросферами).
Первыми в стапельный кильблок уклад чают листы обшивки днища, вырезанные из фанеры толщиной 4—6 мм. Совместив риски теоретических шпангоутов, в обеих кромках просверливают парные отверстия по диаметру проволоки, которая будет использоваться для скрепления листов. Шаг между скрепками принимается обычно равным 200—2S0 мм, отверстия должны отстоять от кромки фанеры примерно на 4 мм.
П-образные скрепки сгибают из предварительно нарубленных кусков проволоки и вставляют с внутренней стороны корпуса в отверстия. Затем выступающие снаружи концы длиной 40—60 мм скручивают при помощи плоскогубцев до плотного стягивания соединяемых кромок, начиная от миделя. Для удобства этой работы стапельный кильблок рекомендуется поставить повыше, чтобы можно было подлезть под днище будущей лодки. Листы днища должны получить нужную килеватость, что контролируется по плотности прилегания их поверхности к кромкам кильблока. Линия кипя должна совпадать с плоскостью ДП и получить подъем в кормовой части.
Подобным же образом укладывают по бокам днища скуловые листы обшивки и скрепляют их по кромкам проволокой- затем ставятся на место бортовые поясья. В носу концы листов фанеры подгоняют друг к другу обрезают по контуру форштевня и соединяют вместе также при помощи проволочных скрепок. Когда все пазы будут скреплены, временно ставят на место переборки и транец, проверяют плотность прилегания их кромок к обшивке, если нужно подправляют положение листов обшивки на стапеле и подстрагивают кромки переборок.
Теперь можно зашпаклевать разделанные канавки по всем пазам связующим с наполнителем. При правильной дозировке компонентов, отсутствии следов жира на кромках и соблюдении режима влажности и температур! такое соединение получается достаточно прочным, чтобы выдержать нагрузки, возникающие а клеевом слое. Для гарантии сверху можно наложить один-два слоя стеклоленты, хорошо пропитанной связующим.
Пока связующее полимеризуется, можно собрать швертовый колодец и подогнать его основание по обводу килевой пинии. В носу и корме продолжением колодца служат рейки кипя, которые ставятся на обшивку на клею и подтягиваются при помощи проволочных скруток (см. эскиз соединений). С нижней кромки рейки киля нужно снять малку до плотного прилегания рейки к обшивке.
Одновременно с установкой в корпусе швертового колодца ставят на место переборки шп. 2 и 3½, подтягивая их к обшивке технологическими скрепками из проволоки. По периметру соединение переборок с обшивкой упрочняется «мокрым» угольником из лент стеклоткани на связующем. Размечают места установки полушлангоутов, подкрепляющих борта в пределах бортовых отсеков. Очертания полушпангоутов можно снять с места. при помощи шаблонов, согнутых по внутренней поверхности обшивки из толстой проволоки или алюминиевой полосы. Приложив шаблон на обрезки 6-миллиметровой фанеры, обчерчиаают наружный контур полу-шпангоута и откладывают от него внутрь корпуса ширину 40 мм. Полушпангоуты приклеивают к обшивке связующим с наполнителем таким образом, чтобы получились аккуратные валики с обеих сторон, напоминающие сварные швы.
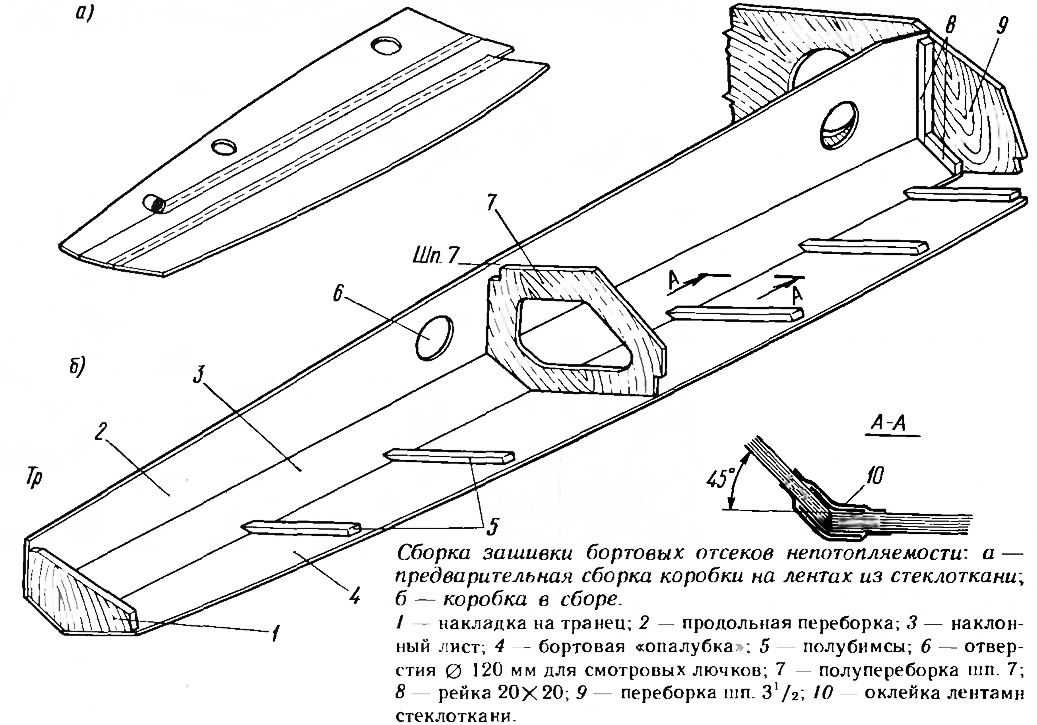
Следующим этапом является сборка коробок бортовых отсеков. Положив заготовки соответствующими кромками друг к другу, на них накладывают ленту стеклоткани на связующем. Когда начнется желатинизация, детали сгибают в короб. При установке в корпус внешний край палубной зашивки отсека должен лечь поверх привального бруса и закрыть кромку борта, поэтому припуск здесь можно дать побольше и сострогать его уже после крепления коробки к корпусу. На палубный лист изнутри приклеивают рейки полубимсов для повышения жесткости; в продольных переборках делают отверстия контрольных лючков которые снабжают герметично закрывающимися крышками.
В корпус бортовые отсеки устанавливают после того, как уже поставлены внутренние привальные брусья, транец с накладками для крепления продольной переборки и палубы, полупереборки на шп. 7. Все соединения выполняют на клею, заботясь о водонепроницаемости отсеков. Предварительно все внутренние поверхности фанеры, которые окажутся внутри, покрывают споем разжиженного связующего для предохранения от впитывания влаги.
Далее ставят на место флор шп. 7, подгоняют по месту плиты пенопласта и приклеивают их, поджимая к обшивке тяжелыми грузами — ведрами или мешочками с песком кирпичами и т. п.
Остается поставить стрингера в носу, врезать рейки подпалубного набора и закрыть носовую оконечность палубным настилом. Лист настила закрывает оставшиеся открытыми части бортовых отсеков у переборки шп. 3½.
Теперь корпус можно перевернуть килем вверх и продолжить работу над его наружной поверхностью. Тщательно зачищаются все подтеки смолы, откусываются и запиливаются концы проволочных скрепок, заделываются технологические отверстия Не лишним будет положить по всем пазам, форштевню и углам транца ленту стеклоткани, затем оклеить весь корпус споем стеклосетки.
Выполняя сборку корпуса, предусмотрите все необходимые подкрепления для установки дельных вещей, в частности подкладок под вант-путенсы, носовую оковку и погоны кип стаксель-шкотов.