Эхолот YE-23 польского производства эксплуатировался на нашей яхте с 1982 г. Чувствительность его постепенно снижалась и к концу навигации 1986 г. эхолот перестал работать. При этом в положении переключателя «БАТ» стрелка указателя глубины нормально отклонялась до контрольной отметки, положение элементов настройки схемы не изменялось. При включении эхолота на диапазон 0,7—10 м и приближении к нему радиоприемника на частоте около 200 кГц принимался сигнал эхолота в виде щелчков с частотой 21 Гц.
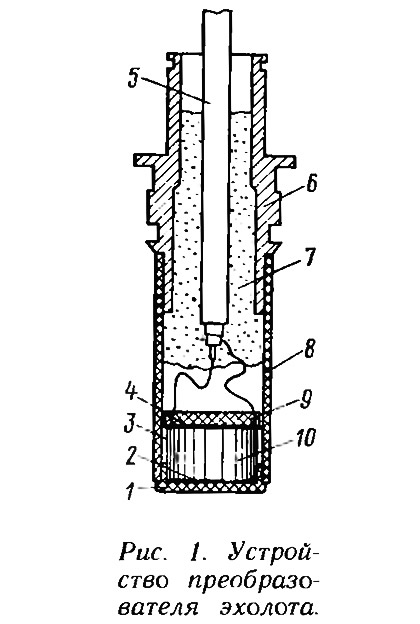
Такие признаки указывали на работоспособность схемы и на вероятную неисправность преобразователя, который постоянно находится в воде. Его пьезоэлемент 10 (рис. 1) закреплен в нижней части пластмассового цилиндра 5, толщина стенок которого 1,5 мм. Известно, что стеклопластик такой толщины фильтрует воду, которая может постепенно накапливаться в полости цилиндра, нарушить электрическую изоляцию и разрушить электроды пьезоэлемента.
Как оказалось, это и было причиной постепенного снижения и полной потери чувствительности эхолота.
Разрушения покрытий отмечались и у эхолотов, эксплуатировавшихся в пресной воде; вызываются они не только действием солей, но и электрохимическими процессами, происходящими при контактах разнородных металлов, смоченных водой-электролитом. В ряде случаев наблюдалось механическое отделение нижнего электрода при работе на воздухе из-за плохой адгезии металла к пьезокерамике, а также резкое снижение поляризации керамики вследствие ее низкого качества. Поэтому рекомендуется до начала эксплуатации защищать стандартный пьезопреобразователь эхолота путем заливки внутренней полости упругим вспенивающимся полимерным компаундом с замкнутыми пузырьками диаметром не более 1 мм.
Автором предпринята попытка восстановления поврежденного преобразователя, которая увенчалась успехом.
Стеклопластиковый цилиндр был разрезан и удален, выводы пьезоэлемента отсоединены от коаксиального кабеля 5, с пьезоэлемента снята резиновая прокладка 9, под которой был обнаружен полностью разрушенный водой и солями электрод 4. При этом от пьезоэлемента не отделялся лицевой колпачок 1 из оргстекла, через который хорошо виден неповрежденный нижний электрод 2. Из металлической втулки 6 был удален заливочный компаунд 7 и соединительный кабель.
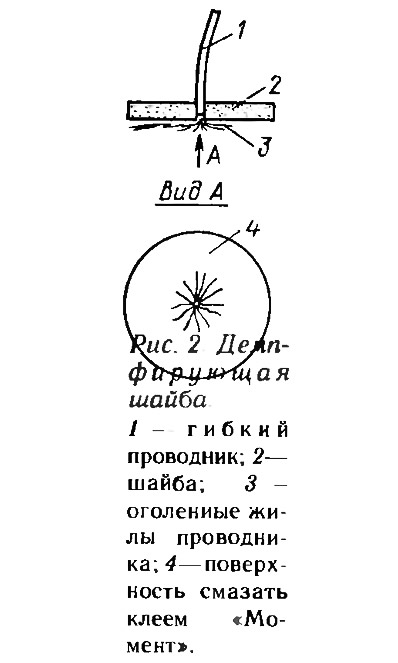
На верхнюю плоскость пьезоэлемента путем напыления в вакууме нанесен новый электрод толщиной 15—50 мкм из серебра (можно из меди), поверх которого клеем «Момент» наклеена демпфирующая шайба из 3-миллиметровой бессернистой пористой резины с пропущенным сквозь нее выводом из гибкого провода (рис. 2). Очищенные от изоляции жилы провода прижимаются шайбой к поверхности электрода, т. к. к тонкому слою напыленного металла присоединение вывода пайкой непрочно. Использовать пайку допустимо только в том случае, когда она аккуратно производится низкотемпературными припоями, имеющими точку плавления существенно ниже, чем точка Кюри пьезокерамики (т. е. такого нагрева, при котором не происходит рекристаллизация материала). К таким припоям относятся сплав Розе (Sn — 16% по весу; Pb — 28%; Bi — 56%, t = 98°С) или сплав ПОСВ-33 (Sn — 33%; Pb — 33%; Bi — 34%; t = 124°C). Температура жала паяльника не должна превышать 110—130°С соответственно. Для сравнения напомним, что для обычных паек припоем ПОС-40 температура облуживания составляет 270—300°С.
При невозможности восстановить металл электрода — покрытия напылением или другим методом, сошлифоваиные остатки электрода можно заменить кружком гладкой медной фольги толщиной 0,05—0,1 мм, приклеив его полимеризующимся без нагрева клеем К153, К156, T111 (ТУ6. 05-1584-72) и других марок, применяя его без растворителей.
Новый цилиндр был выточен из капролона с толщиной стенок 2 мм. Выводы пьезоэлемента припаяны к кабелю, все детали преобразователя соединены на эпоксидном компаунде и тем же компаундом залита его внутренняя полость, за исключением кольцевого зазора 3.
Решено было не сохранять промежуточный разъем на кабеле, т. к. он был установлен на небольшом расстоянии от преобразователя у днища яхты. При попадании на разъем влаги увеличивались потери сигнала. В связи с этим соединительный кабель укорочен на 0,5 м.
После ремонта резонансная частота преобразователя может измениться, поэтому требуется подстройка частоты генератора и контуров усилителя высокой частоты (УВЧ) эхолота.
Печатные платы эхолота вместе с разъемами извлекаются из корпуса (длина соединительных проводов позволяет это сделать без их отключения), в разрыв цепи питания генератора между контактом 18 платы 13.10.10 и контактом 16 платы 13.10.20 включается миллиамперметр на 3—5 мА, к эхолоту подключается источник питания и преобразователь, переключатель устанавливается на диапазон 0,7—10 м. Генератор эхолота настраивается на частоту последовательного резонанса пьезоэлемента изменением индуктивности катушки L-201 по максимуму тока в цепи его питания.
Настройка УВЧ тракта эхолота производится с помощью модулированного сигнала от высокочастотного генератора, установленного на новую частоту резонанса пьезопреобразователя. Переключатель эхолота устанавливается в положение «БАТ», а модулированный сигнал генератора подается на вход УВЧ эхолота через катушку связи, подведенную к катушке L201. Изменяя подстроенными сердечниками индуктивность катушек L-202 и L-203, добиваются максимума низкочастотного сигнала в телефоне ТОН-2, включенном через емкость 0,01—0,05 мкФ между контрольной точкой РР-206 и общим проводом на плате 13.10.20.
Может оказаться, что изменения индуктивности катушек недостаточно для точной настройки генератора и тракта УВЧ В таком случае следует подобрать конденсаторы С-204, С-209 и С-215, помня о том, что конденсатор С-204 должен быть рассчитан на рабочее напряжение 300—400 В.
На этом подстройка заканчивается. эхолот устанавливается на яхту и регулируется как указано в инструкции.
Известную трудность может представить напыление слоя металла на пьезоэлемент, однако в крупных промышленных центрах яхт-клубы при желании могут воспользоваться помощью предприятий, располагающих соответствующей техникой
Наиболее надежным методом металлизации пьезокерамики является так называемое «вжигание», однако этот высокотемпературный процесс должен проводиться в сильном электрическом поле, создающем условия для поляризации поликристаллической массы пьезокерамики. Достигается это только на специализированных установках.
Более доступно напыление, производимое в вакууме за счет испарения металла на вольфрамовом электронагревательном элементе. Хорошая адгезия пленки металла достигается только на тщательно обезжиренной и отмытой поверхности пьезошайбы, остающейся холодной.
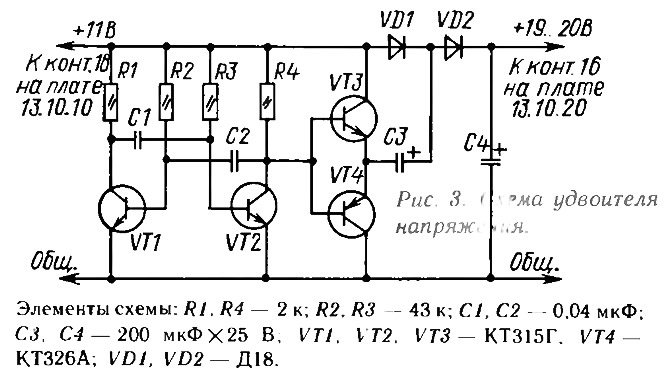
Работа эхолота в диапазоне 7—100 м будет более надежной, если повысить напряжение питания генератора с 11 до 19—20 В. С этой целью внутри корпуса эхолота на левой боковой стенке устанавливается транзисторный удвоитель напряжения, схема которого приведена на рис. 3. Вход удвоителя подключается к контакту 18 на плате 13.10.10, а выход — к контакту 16 на плате 13.10.20, производится дополнительная подстройка генератора и УВЧ. Монтаж удвоителя выполняется на печатной плате из фольгированного стеклотекстолита размером 50X65 мм.
Для продления срока службы нового эхолота полезно перед установкой его на яхту покрыть стеклопластиковый цилиндр преобразователя несколькими слоями водостойкого лака общей толщиной 0,5—0,7 мм.
Обозначения приведены по схеме из «Технической инструкции яхтового эхолота YE-23».

- Главная
- Консультации
- Полезные советы
- 1989 год
- Доработка эхолота YE-23
Подкатегории раздела
Полезные устройства
Полезные советы
Улучшение судов
Улучшение моторов
Опыт эксплуатации
Техника плавания
Разбор аварий
Рыболовам
Поделитесь информацией
Похожие статьи
Доработка и усовершенствование мотора «Вихрь»
Доработка подвесного мотора «Салют»
Конструкция эхолота для туристических судов
Доработка магдино МВ-1 мотора «Вихрь»
Подбор и доработка гребного винта
Доработка упрощенной ЭСЗ для «Вихря» и «Нептуна»
Чертежи печатных плат эхолота из общедоступных деталей
Эхолот для туристических судов
Сообщения: броненосец, якорь, эхолот, рыболов, храбрость...
Эхолот из общедоступных деталей
Эхолот на любительском судне
Портативный эхолот фирмы ЛПС-Интер
Простейшие доработки мотора «Вихря»
Доработка подвесного мотора «Салют»
Конструкция эхолота для туристических судов
Доработка магдино МВ-1 мотора «Вихрь»
Подбор и доработка гребного винта
Доработка упрощенной ЭСЗ для «Вихря» и «Нептуна»
Чертежи печатных плат эхолота из общедоступных деталей
Эхолот для туристических судов
Сообщения: броненосец, якорь, эхолот, рыболов, храбрость...
Эхолот из общедоступных деталей
Эхолот на любительском судне
Портативный эхолот фирмы ЛПС-Интер
Простейшие доработки мотора «Вихря»
Доработка эхолота YE-23
Год: 1989. Номер журнала «Катера и Яхты»: 137 (Все статьи)
ПРЕДЫДУЩИЕ СТАТЬИ
Улучшение серийных лодок «Днепр», «Прогресс-4Л» и «Прогресс-4»
Тахометр для спортивных лодок
Прибор для контроля температуры двигателя и наличия воды
Место расположения водителя на прогулочно-туристском судне
Шверт «веерного» типа для швертбота
Повышение надежности надувных поплавков
Как усовершенствовать спасательный нагрудник
Консультации по моторам «Ветерок», «Вихрь» и прочим
Отзыв о книге «Пособие для судоводителей-любителей» 1988 года
Полезные мелочи: эжектор, складной якорь, пропитка тента...
Как разделить обязанности экипажа крейсерско-гоночной яхты
Отзыв об эксплуатации прогулочного катера из спасательной шлюпки
Усовершенствование серийной лодки «Пелла» для Ладоги
Полезные улучшения на яхте «Нева»
Полезные мелочи: качели, питьевая вода, ветровое стекло, гитов...
Тахометр для спортивных лодок
Прибор для контроля температуры двигателя и наличия воды
Место расположения водителя на прогулочно-туристском судне
Шверт «веерного» типа для швертбота
Повышение надежности надувных поплавков
Как усовершенствовать спасательный нагрудник
Консультации по моторам «Ветерок», «Вихрь» и прочим
Отзыв о книге «Пособие для судоводителей-любителей» 1988 года
Полезные мелочи: эжектор, складной якорь, пропитка тента...
Как разделить обязанности экипажа крейсерско-гоночной яхты
Отзыв об эксплуатации прогулочного катера из спасательной шлюпки
Усовершенствование серийной лодки «Пелла» для Ладоги
Полезные улучшения на яхте «Нева»
Полезные мелочи: качели, питьевая вода, ветровое стекло, гитов...
ТЕКУЩАЯ СТАТЬЯ
Доработка эхолота YE-23
СЛЕДУЮЩИЕ СТАТЬИ
Консультации по подвесным моторам «Вихрь»
Столкновение яхты с теплоходом при ходе на буксире
Парус на прокатной гребной лодке «Пелла»
Разборная рубка на мотолодке «Ока-4»
Палубная ниша для якоря и якорного каната
Пробник для проверки конденсаторов в походных условиях
Полезные мелочи: свечной наконечник, якорь, пеленгатор, дальномер...
Как уменьшить дифферент моторной лодки?
Могут ли участвовать яхтсмены на самодельных яхтах в соревнованиях?
Консультации по моторам «Привет», «Вихрь» и «Нептун»
Рекомендации фотографов о специфике съемки на воде
Техосмотр маломерного судна
Прямой узел: неизвестное об известном
Уроки мастерства для начинающих воднолыжников
Поправки к статье «Стартовая процедура»
Столкновение яхты с теплоходом при ходе на буксире
Парус на прокатной гребной лодке «Пелла»
Разборная рубка на мотолодке «Ока-4»
Палубная ниша для якоря и якорного каната
Пробник для проверки конденсаторов в походных условиях
Полезные мелочи: свечной наконечник, якорь, пеленгатор, дальномер...
Как уменьшить дифферент моторной лодки?
Могут ли участвовать яхтсмены на самодельных яхтах в соревнованиях?
Консультации по моторам «Привет», «Вихрь» и «Нептун»
Рекомендации фотографов о специфике съемки на воде
Техосмотр маломерного судна
Прямой узел: неизвестное об известном
Уроки мастерства для начинающих воднолыжников
Поправки к статье «Стартовая процедура»
Ссылка на эту статью в различных форматах
HTMLTextBB Code
Комментарии к этой статье
Еще нет комментариев
Barque.ru © 2013 | Контакты | Карта сайта | Мобильная версия
Судостроение: Парусные суда Моторные суда Технологии Экранопланы
Моторы: Описание моторов Устройство моторов Самодельные моторы Тюнинг моторов Обслуживание моторов Дистанционное управление
Проекты: Парусные яхты Парусные катамараны Парусные тримараны Моторные лодки Катера Туристические суда Рыболовные суда Виндсерфинги и лыжи Прицепы и трейлеры Прочие проекты
Спорт: Новости спорта Парусные соревнования Водномоторный спорт Воднолыжный спорт Виндсерфинг Буерные соревнования Соревнования туристов
Консультации: Полезные устройства Полезные советы Улучшение судов Улучшение моторов Опыт эксплуатации Техника плавания Разбор аварий Рыболовам
Кругозор: Новые суда и устройства Интересные события Интересные факты Интервью Карты и маршруты Официальные данные Проблемы малого флота Яхт-клубы и стоянки Письма в редакцию
Истории: Путешествия Туристические походы Знаменитые корабли Военная страничка Литературная страничка История флота Прочие истории
Судостроение: Парусные суда Моторные суда Технологии Экранопланы
Моторы: Описание моторов Устройство моторов Самодельные моторы Тюнинг моторов Обслуживание моторов Дистанционное управление
Проекты: Парусные яхты Парусные катамараны Парусные тримараны Моторные лодки Катера Туристические суда Рыболовные суда Виндсерфинги и лыжи Прицепы и трейлеры Прочие проекты
Спорт: Новости спорта Парусные соревнования Водномоторный спорт Воднолыжный спорт Виндсерфинг Буерные соревнования Соревнования туристов
Консультации: Полезные устройства Полезные советы Улучшение судов Улучшение моторов Опыт эксплуатации Техника плавания Разбор аварий Рыболовам
Кругозор: Новые суда и устройства Интересные события Интересные факты Интервью Карты и маршруты Официальные данные Проблемы малого флота Яхт-клубы и стоянки Письма в редакцию
Истории: Путешествия Туристические походы Знаменитые корабли Военная страничка Литературная страничка История флота Прочие истории