После публикации в «КЯ» №113 краткого сообщения о выполненных мной доработках выпускной системы «Ветерка-12» и эксплуатации мотора на керосине я получил довольно много писем, в которых владельцы «Ветерков» просят подробнее рассказать о переделке выхлопа и привести рисунки. Выполняю их просьбу.
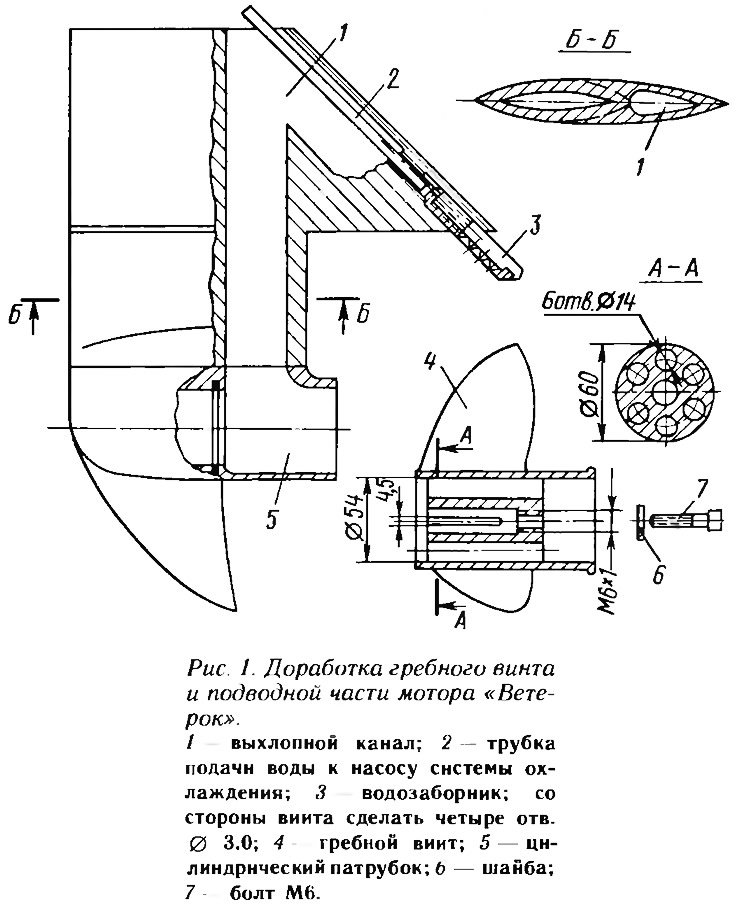
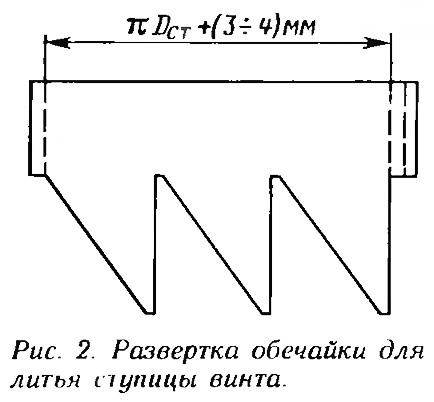
Для изготовления гребного винта с каналами для выпуска отработавших газов использован штатный винт, размеры ступицы которого увеличены за счет прилива дополнительного металла. Предварительно из ступицы была удалена бронзовая втулка, а на сужающейся части сделано достаточно большое количество сквозных сверлений диаметром 8—10 мм. Из жести от консервной банки вырезана цилиндрическая обечайка (см. рис.); косые вырезы в ней подогнаны до плотного прилегания к нагнетающей поверхности лопастей. Надев обечайку на ступицу, я поместил винт в ведро с песком и заполнил расплавленным силумином все полости ступицы и пространство между обечайкой и ступицей. Затем винт был подвергнут обработке, как показано на рисунке. Для выпуска газов в ступице были просверлены шесть отверстий диаметром 14 мм.
Гребной вал я изготовил новый. Он имеет несколько большую длину. Винт на нем закреплен при помощи шпонки и болта М6, завинчиваемого в торец вала через шайбу увеличенного диаметра.
Канал для подвода выхлопных газов к ступице винта образован за счет прилива, сделанного у задней кромки корпуса редуктора и дейдвудной проставки. Для надежного сцепления этого прилива с деталями мотора в них были сделаны неглубокие («глухие») сверления диаметром 2,5 мм. На задней части перехода корпуса редуктора в проставку просверлены отверстия диаметром 5— 8 мм. Для оформления цилиндрического патрубка перед ступицей при заливке металла к заднему срезу отверстия в корпусе редуктора была прикреплена втулка. Ее наружный диаметр равен внутреннему диаметру корпуса редуктора. Поверхность касания с расплавленным металлом изолирована обмоткой втулки шнуровым асбестом.
Нужная наружная форма приливов к корпусу редуктора и проставке обеспечена при помощи наделок из жести, прикрепляемых к упомянутым деталям на время заливки металлом. При этом все выемки антикавитационной плиты и штатный выхлопной канал были заполнены металлом. На месте штатного выхлопного канала ввернут заборник охлаждающей воды. Запивку металлом я выполнял в ведре с песком, после чего обработал «новые» поверхности на фрезерном станке и вручную. Места сопряжений со штатными деталями зашпаклевал эпоксидным компаундом. Вертикальный канал в проставке и корпусе редуктора для выхлопных газов просверлил и доработал вручную.
Для эксплуатации мотора на керосине под головку блока я поставил дополнительную штатную прокладку толщиной 1,3 мм и металлическую прокладку толщиной 0,8 мм. Суммарная толщина 2,1 мм позволила снизить степень сжатия с 6 до 5.
Керосин я покупаю в магазине. Маркой его не интересовался, думаю, что от авиационных Т-1 и ТС-1 он отличается только повышенным содержанием серы. Масло добавляю в обычном количестве.
Для запуска мотора использую бензин, которым заполняю при помощи «груши» поплавковую камеру карбюратора и топливный насос. После пуска переключаю шланг на бак с керосиновой топливной смесью.

- Главная
- Моторы
- Тюнинг моторов
- 1986 год
- Выхлоп через ступицу винта на моторе «Ветерок»
Подкатегории раздела
Описание моторов
Устройство моторов
Самодельные моторы
Тюнинг моторов
Обслуживание моторов
Дистанционное управление
Поделитесь информацией
Похожие статьи
Выпуск отработавших газов через ступицу гребного винта на «Вихре»
Зажигание, крышка картера и демпфер винта мотора «Ветерок-12»
Итоги 1500-километрового плавания на моторе «Ветерок»
Выхлоп в воздух на подвесном моторе
Кнопка «стоп» на подвесном моторе «Ветерок»
Переборка водяной помпы на моторе «Ветерок-12»
Новые подвесные моторы «Ветерок». «Кама» и «ПЛМ-25»
На моторной лодке через Атлантический океан
Новый подвесной мотор «Ветерок»
Подвесной лодочный мотор ПЛМ-3 «Ветерок-12»
Неисправности зажигания моторов «Стрела», «Ветерок» и «Москва»
Поход на моторной лодке через континент
Новые модификации подвесного лодочного мотора «Ветерок»
Правильный запуск и регулировка мотора «Ветерок-8»
Зажигание, крышка картера и демпфер винта мотора «Ветерок-12»
Итоги 1500-километрового плавания на моторе «Ветерок»
Выхлоп в воздух на подвесном моторе
Кнопка «стоп» на подвесном моторе «Ветерок»
Переборка водяной помпы на моторе «Ветерок-12»
Новые подвесные моторы «Ветерок». «Кама» и «ПЛМ-25»
На моторной лодке через Атлантический океан
Новый подвесной мотор «Ветерок»
Подвесной лодочный мотор ПЛМ-3 «Ветерок-12»
Неисправности зажигания моторов «Стрела», «Ветерок» и «Москва»
Поход на моторной лодке через континент
Новые модификации подвесного лодочного мотора «Ветерок»
Правильный запуск и регулировка мотора «Ветерок-8»
Выхлоп через ступицу винта на моторе «Ветерок»
Год: 1986. Номер журнала «Катера и Яхты»: 120 (Все статьи)
ПРЕДЫДУЩИЕ СТАТЬИ
Увеличение мощности лодочного мотора «Стрела»
Улучшение работы прерывателей в двигателях
Ремонт и обслуживание системы питания мотора «Ветерок»
Подвесной мотор на базе автомобильного двигателя
Как закрепить на моторе «Вихрь» румпель
Сигнализация включения реверса
Неисправности, регулировка и сборка мотора «Ветерок»
Подвесные моторы лучше обкатывать на заводе, а не на лодке
Подвесные дизельные моторы «Руджерини»
Выставляем зажигание и расклиниваем поршень на моторе
Трехцилиндровый подвесной мотор «Привет»
Усиленный редуктор мотора «Вихрь»
Консультации по моторам «Ветерок», «Вихрь», «Нептун» и другие
Уменьшении вибрации двигателей
Стационарная установка из узлов подвесных моторов
Улучшение работы прерывателей в двигателях
Ремонт и обслуживание системы питания мотора «Ветерок»
Подвесной мотор на базе автомобильного двигателя
Как закрепить на моторе «Вихрь» румпель
Сигнализация включения реверса
Неисправности, регулировка и сборка мотора «Ветерок»
Подвесные моторы лучше обкатывать на заводе, а не на лодке
Подвесные дизельные моторы «Руджерини»
Выставляем зажигание и расклиниваем поршень на моторе
Трехцилиндровый подвесной мотор «Привет»
Усиленный редуктор мотора «Вихрь»
Консультации по моторам «Ветерок», «Вихрь», «Нептун» и другие
Уменьшении вибрации двигателей
Стационарная установка из узлов подвесных моторов
ТЕКУЩАЯ СТАТЬЯ
Выхлоп через ступицу винта на моторе «Ветерок»
СЛЕДУЮЩИЕ СТАТЬИ
Блокировка защелки заднего хода на подвесном моторе
Двигатель Стирлинга — второе рождение
Мотор «Ветерок» со сверхдлинной «Ногой»
Герметизация тяги реверса мотора «Вихрь»
Управление реверсом-газом одной рукояткой
Системы зажигания моторов «Вихрь»
Индикатор работы системы охлаждения подвесного мотора
Воздушная заслонка на моторе «Нептун-23»
Гидропередача на яхте: опыт установки
Конструкция, принцип работы и регулировка карбюратора мотора «Вихрь»
Каталог деталей карбюратора мотора «Вихрь-М»
Легкие подвесные моторы «Салют-Э»
Электронное магдино на моторе «Москва-12,5»
Печатная плата диодного тахометра
Настройка магнето двухцилиндрового мотора
Двигатель Стирлинга — второе рождение
Мотор «Ветерок» со сверхдлинной «Ногой»
Герметизация тяги реверса мотора «Вихрь»
Управление реверсом-газом одной рукояткой
Системы зажигания моторов «Вихрь»
Индикатор работы системы охлаждения подвесного мотора
Воздушная заслонка на моторе «Нептун-23»
Гидропередача на яхте: опыт установки
Конструкция, принцип работы и регулировка карбюратора мотора «Вихрь»
Каталог деталей карбюратора мотора «Вихрь-М»
Легкие подвесные моторы «Салют-Э»
Электронное магдино на моторе «Москва-12,5»
Печатная плата диодного тахометра
Настройка магнето двухцилиндрового мотора
Ссылка на эту статью в различных форматах
HTMLTextBB Code
Комментарии к этой статье
Еще нет комментариев
Barque.ru © 2013 | Контакты | Карта сайта | Мобильная версия
Судостроение: Парусные суда Моторные суда Технологии Экранопланы
Моторы: Описание моторов Устройство моторов Самодельные моторы Тюнинг моторов Обслуживание моторов Дистанционное управление
Проекты: Парусные яхты Парусные катамараны Парусные тримараны Моторные лодки Катера Туристические суда Рыболовные суда Виндсерфинги и лыжи Прицепы и трейлеры Прочие проекты
Спорт: Новости спорта Парусные соревнования Водномоторный спорт Воднолыжный спорт Виндсерфинг Буерные соревнования Соревнования туристов
Консультации: Полезные устройства Полезные советы Улучшение судов Улучшение моторов Опыт эксплуатации Техника плавания Разбор аварий Рыболовам
Кругозор: Новые суда и устройства Интересные события Интересные факты Интервью Карты и маршруты Официальные данные Проблемы малого флота Яхт-клубы и стоянки Письма в редакцию
Истории: Путешествия Туристические походы Знаменитые корабли Военная страничка Литературная страничка История флота Прочие истории
Судостроение: Парусные суда Моторные суда Технологии Экранопланы
Моторы: Описание моторов Устройство моторов Самодельные моторы Тюнинг моторов Обслуживание моторов Дистанционное управление
Проекты: Парусные яхты Парусные катамараны Парусные тримараны Моторные лодки Катера Туристические суда Рыболовные суда Виндсерфинги и лыжи Прицепы и трейлеры Прочие проекты
Спорт: Новости спорта Парусные соревнования Водномоторный спорт Воднолыжный спорт Виндсерфинг Буерные соревнования Соревнования туристов
Консультации: Полезные устройства Полезные советы Улучшение судов Улучшение моторов Опыт эксплуатации Техника плавания Разбор аварий Рыболовам
Кругозор: Новые суда и устройства Интересные события Интересные факты Интервью Карты и маршруты Официальные данные Проблемы малого флота Яхт-клубы и стоянки Письма в редакцию
Истории: Путешествия Туристические походы Знаменитые корабли Военная страничка Литературная страничка История флота Прочие истории