Опубликованная под таким названием в «КЯ» №107 заметка вызвала большой интерес. В редакцию пришло много писем с просьбой уточнить конструкцию отдельных деталей насоса и технологию их изготовления.
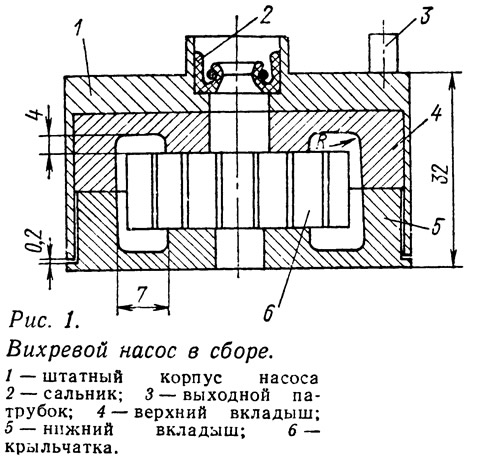
Привожу уточненные эскизы деталей, а также сборочный чертеж насоса, который изготовляется в штатном корпусе помпы системы охлаждения «Вихря».
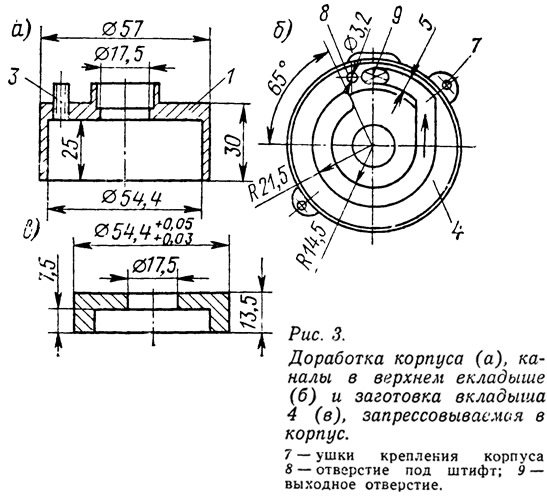
Шайбу и кольцо из нержавеющей стали, запрессованные в корпус насоса «Вихря», следует удалить. Затем корпус 1 обрабатывается до указанных на рис. 3, а размеров; выходной патрубок выпрессовывается. Из дюралюминия Д16Т вытачиваются две дополнительные детали-вкладыши. Верхний вкладыш 4 запрессовывается в корпус с натягом; нижний 5 — вставляется свободно снизу. При сборке обеспечивается зазор между буртиком дет. 5 и корпусом, равный 0,2 мм; этот зазор необходим для плотного прилегания обоих вкладышей своими плоскостями.
В обоих вкладышах 4 и 5 фрезой диаметром 5 мм со сточенными кромками фрезеруют пазы глубиной 4 мм; кромки фрезы стачивают для того, чтобы в углах пазов образовались радиусы 1,5—2 мм. Так как каналы имеют ширину 5 мм в напорной части, изменяющуюся до 7 мм, то их фрезеровка производится за два прохода. Для удобства выполнения этой работы в верхней части, запрессованной в корпус насоса, снаружи через отверстие выходного патрубка следует сделать сквозное сверление и считать эту точку нулевой отметкой при фрезеровке (по градусам делительной головки). Переход с радиуса 26,0 на 21,0 осуществляется перемещение стола станка.
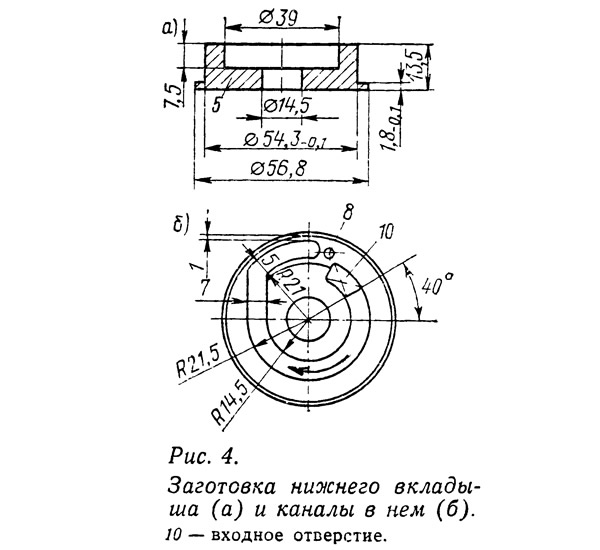
Каналы должны иметь симметричную конфигурацию в обоих вкладышах насоса. Для полного совмещения каналов при сборке насоса в нижнюю деталь нужно поставить штифт диаметром 3 мм, а в верхней части просверлить отверстие диаметром 3,2 мм.
Входное отверстие в нижней части следует фрезеровать насквозь, а выходное — напорное — совместить с выходным патрубком 3 корпуса насоса. Выходное отверстие следует доработать надфилем, удалить заусеницы и скруглить кромки. Каналы желательно зачистить мелкой шкуркой.
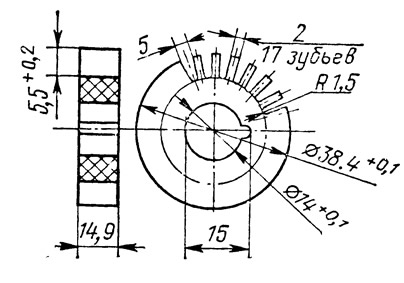
Количество «зубьев» крыльчатки, изготовляемой из капролона, может быть больше или меньше указанного на рис. 2 в зависимости от фрезы, которая используется для ее изготовления. Шпоночный паз в крыльчатке делается фрезой диаметром 3 мм на глубину 1 мм. Шпонка диаметром 3 мм и длиной 12 мм — латунная.
В собранном насосе крыльчатка должна иметь минимальный осевой люфт 0,1—0,2 мм. Диаметр отверстия в верхнем вкладыше 17,5 мм необходим для осевого перемещения вала-шестерни со шпонкой.
При сборке насоса прежде всего следует поставить нижний вкладыш 5 на корпус редуктора, надеть на вал крыльчатку 6 со шпонкой и сам корпус 1 насоса с вкладышем 4, совместив при помощи штифта каналы обоих вкладышей. Все необходимо смазать смазкой ЦИАТИМ. Дальнейшая сборка системы производится в обычном порядке. Для лучшего наполнения полости под помпой водозаборные отверстия можно рассверлить до диаметра 4,7 мм.
Сделанная по приводимым эскизам помпа надежно работает уже в течение нескольких навигаций. Напор от нее немного превышает напор штатной «вихревской», а КПД существенно выше, так как благодаря зазору в 2 мм устранено трение крыльчатки о стенки камеры, образуемой вкладышами. Помпа надежно работает на всех режимах эксплуатации двигателя.

- Главная
- Моторы
- Тюнинг моторов
- 1984 год
- Вихревой насос охлаждения на моторе «Вихрь»
Подкатегории раздела
Описание моторов
Устройство моторов
Самодельные моторы
Тюнинг моторов
Обслуживание моторов
Дистанционное управление
Поделитесь информацией
Похожие статьи
Вихревой насос охлаждения на «Вихре»
Вихревой карбюратор для лодочного мотора «Вихрь-М»
Система охлаждения — слабое место мотора «Вихрь»
Регулировка карбюратора на моторе «Вихрь»
Замена коленвала на моторе «Вихрь»
Настроенный газовыхлоп на моторе «Вихрь-М»
Датчик спидометра на подвесном моторе «Вихрь»
Замена сальника коленвала на моторе «Вихрь»
Подключение ДУ реверсом на моторе «Вихрь»
Фиксация реверса на моторе «Вихрь»
Электростартер от «Запорожца» на моторе «Вихрь»
Телескопическое уплотнение тяги реверса на моторе «Вихрь»
Фиксатор заднего хода на моторе «Вихрь»
Как закрепить на моторе «Вихрь» румпель
Вихревой карбюратор для лодочного мотора «Вихрь-М»
Система охлаждения — слабое место мотора «Вихрь»
Регулировка карбюратора на моторе «Вихрь»
Замена коленвала на моторе «Вихрь»
Настроенный газовыхлоп на моторе «Вихрь-М»
Датчик спидометра на подвесном моторе «Вихрь»
Замена сальника коленвала на моторе «Вихрь»
Подключение ДУ реверсом на моторе «Вихрь»
Фиксация реверса на моторе «Вихрь»
Электростартер от «Запорожца» на моторе «Вихрь»
Телескопическое уплотнение тяги реверса на моторе «Вихрь»
Фиксатор заднего хода на моторе «Вихрь»
Как закрепить на моторе «Вихрь» румпель
Вихревой насос охлаждения на моторе «Вихрь»
Год: 1984. Номер журнала «Катера и Яхты»: 111 (Все статьи)
ПРЕДЫДУЩИЕ СТАТЬИ
Электростартер на лодочном двигателе «СМ-557Л»
Электростартер от «Москвы-25Э» на «Нептуне-23»
Вихревой насос охлаждения на «Вихре»
Обзор подвесных моторов фирмы «Эвинруд»/«Джонсон»
Карбюратор типа К62 на подвесном моторе «Нептун-23»
Редуктор от мотора «Вихрь» на «Москве-30»
Переделка штатного ДУ на мотолодке «Крым»
Обзор подвесных моторов 1984 года фирмы «Меркюри»
Резиновые подшипники для водометных движителей
Обзор подвесных моторов 1984 года фирмы «Ямаха»
Малогабаритный реверс-редуктор с усиленной муфтой синхронизатора
Датчик спидометра на подвесном моторе «Вихрь»
Новые лодочные моторы «Салют-Э» и «Салют-ЭС»
Обзор подвесных моторов 1984 года фирмы «Си Драйв»
Фиксатор заднего хода на моторе «Вихрь»
Электростартер от «Москвы-25Э» на «Нептуне-23»
Вихревой насос охлаждения на «Вихре»
Обзор подвесных моторов фирмы «Эвинруд»/«Джонсон»
Карбюратор типа К62 на подвесном моторе «Нептун-23»
Редуктор от мотора «Вихрь» на «Москве-30»
Переделка штатного ДУ на мотолодке «Крым»
Обзор подвесных моторов 1984 года фирмы «Меркюри»
Резиновые подшипники для водометных движителей
Обзор подвесных моторов 1984 года фирмы «Ямаха»
Малогабаритный реверс-редуктор с усиленной муфтой синхронизатора
Датчик спидометра на подвесном моторе «Вихрь»
Новые лодочные моторы «Салют-Э» и «Салют-ЭС»
Обзор подвесных моторов 1984 года фирмы «Си Драйв»
Фиксатор заднего хода на моторе «Вихрь»
ТЕКУЩАЯ СТАТЬЯ
Вихревой насос охлаждения на моторе «Вихрь»
СЛЕДУЮЩИЕ СТАТЬИ
Дистанционный привод воздушной заслонки на «Вихре»
Консервация лодочного мотора на зиму
Дистанционное управление подвесным мотором одной рукояткой
Верхний запуск на моторе «Привет»
Подготовка к эксплуатации подвесного мотора «Нептун-23»
ЭСЗ с магнитным датчиком для подвесного мотора «Вихрь-30»
Аварийная сигнализация для остановки двигателя при перегреве
Каталог основных деталей мотора «Вихрь-30Р Электрон»
Обслуживание и ремонт подвесных моторов «Ветерок»
Облегчение и усовершенствование мотора «Салют»
Приспособление для смены масла в редукторе
Регулировка зазора шестерен редуктора «Салюта»
Об охлаждении подвесного мотора «Нептун»
Мотор «Вихрь-30» с удлиненным дейдвудом
Обслуживание и ремонт системы зажигания моторов «Ветерок»
Консервация лодочного мотора на зиму
Дистанционное управление подвесным мотором одной рукояткой
Верхний запуск на моторе «Привет»
Подготовка к эксплуатации подвесного мотора «Нептун-23»
ЭСЗ с магнитным датчиком для подвесного мотора «Вихрь-30»
Аварийная сигнализация для остановки двигателя при перегреве
Каталог основных деталей мотора «Вихрь-30Р Электрон»
Обслуживание и ремонт подвесных моторов «Ветерок»
Облегчение и усовершенствование мотора «Салют»
Приспособление для смены масла в редукторе
Регулировка зазора шестерен редуктора «Салюта»
Об охлаждении подвесного мотора «Нептун»
Мотор «Вихрь-30» с удлиненным дейдвудом
Обслуживание и ремонт системы зажигания моторов «Ветерок»
Ссылка на эту статью в различных форматах
HTMLTextBB Code
Комментарии к этой статье
Еще нет комментариев
Barque.ru © 2013 | Контакты | Карта сайта | Мобильная версия
Судостроение: Парусные суда Моторные суда Технологии Экранопланы
Моторы: Описание моторов Устройство моторов Самодельные моторы Тюнинг моторов Обслуживание моторов Дистанционное управление
Проекты: Парусные яхты Парусные катамараны Парусные тримараны Моторные лодки Катера Туристические суда Рыболовные суда Виндсерфинги и лыжи Прицепы и трейлеры Прочие проекты
Спорт: Новости спорта Парусные соревнования Водномоторный спорт Воднолыжный спорт Виндсерфинг Буерные соревнования Соревнования туристов
Консультации: Полезные устройства Полезные советы Улучшение судов Улучшение моторов Опыт эксплуатации Техника плавания Разбор аварий Рыболовам
Кругозор: Новые суда и устройства Интересные события Интересные факты Интервью Карты и маршруты Официальные данные Проблемы малого флота Яхт-клубы и стоянки Письма в редакцию
Истории: Путешествия Туристические походы Знаменитые корабли Военная страничка Литературная страничка История флота Прочие истории
Судостроение: Парусные суда Моторные суда Технологии Экранопланы
Моторы: Описание моторов Устройство моторов Самодельные моторы Тюнинг моторов Обслуживание моторов Дистанционное управление
Проекты: Парусные яхты Парусные катамараны Парусные тримараны Моторные лодки Катера Туристические суда Рыболовные суда Виндсерфинги и лыжи Прицепы и трейлеры Прочие проекты
Спорт: Новости спорта Парусные соревнования Водномоторный спорт Воднолыжный спорт Виндсерфинг Буерные соревнования Соревнования туристов
Консультации: Полезные устройства Полезные советы Улучшение судов Улучшение моторов Опыт эксплуатации Техника плавания Разбор аварий Рыболовам
Кругозор: Новые суда и устройства Интересные события Интересные факты Интервью Карты и маршруты Официальные данные Проблемы малого флота Яхт-клубы и стоянки Письма в редакцию
Истории: Путешествия Туристические походы Знаменитые корабли Военная страничка Литературная страничка История флота Прочие истории