Предлагаемая вашему вниманию статья должна в известной мере восполнить этот пробел. В ней приведены необходимые размеры основных деталей и зазоры-натяги в соединениях, даны рекомендации по обнаружению и устранению неисправностей узлов и систем моторов, описаны ремонтные операции, не представляющие особой сложности для лиц, имеющих хотя бы минимальную техническую подготовку. Основное внимание обращено на способы определения технического состояния деталей, рассмотрение типичных неисправностей и пути их устранения.
По конструкции моторы «Ветерок-8» и «-12» отличаются друг от друга незначительно, поэтому при отсутствии ссылок рекомендации и иллюстрации можно отнести к обоим моторам.
Наиболее доступный и дешевый способ ремонта — замена изношенных узлов и деталей новыми. Так как запасные части заводского изготовления не всегда бывают в продаже, некоторые детали владелец мотора может выполнить или отремонтировать самостоятельно.
Когда причина выхода из строя мотора уже обнаружена, неисправный узел следует разобрать и разделить его детали на три группы. К первой группе нужно отнести те из них, износ которых не вышел за пределы допустимого. Ко второй — детали, износ которых находится на пределе; их дальнейшее использование может повлечь быстрый и повышенный износ не только самих деталей, но и сопряженных с ними частей двигателя. К третьей группе следует отнести детали, восстановление которых практически невозможно.
Кривошипно-шатунный механизм
К данному механизму относятся детали цилиндро-поршневой группы (головка блока цилиндров, блок цилиндров, поршни, поршневые кольца и пальцы), шатун, коленчатый вал и картер с клапанной перегородкой. Основными признаками неисправностей всех этих деталей являются посторонние звуки, возникающие при работе двигателя. Например, при большом износе цилиндра, когда поршень, находясь в мертвых точках, ударяется юбкой о стенки цилиндра, двигатель начинает греметь (но не стучать). По мере прогрева двигателя поршень расширяется в большей степени, чем цилиндр; если звук при этом исчезает, эксплуатация мотора еще допустима.
Стук поршневых колец возможен только вследствие их поломки или западания в окна цилиндра. Западание происходит при выскакивании стопорных штифтов или при их износе, по звуку западание напоминает позванивание иди шелест. Поломка колец характеризуется хрустом и стуком. Проверку целости колец можно произвести визуально, сняв вставку продувочных каналов или крышку выхлопа.
Стук поршневого пальца в бобышках поршня прослушивается при работе двигателя с малым числом оборотов коленчатого вала и усиливается при резком открытии дроссельной заслонки карбюратора. После прогрева холодного двигателя стук усиливается. Это объясняется тем, что диаметр отверстий для пальца в бобышках увеличивается в большей степени, чем наружный диаметр пальца.
Стук пальца в бронзовой втулке верхней головки шатуна трудно отличить от стука подшипника нижней головки шатуна.
Величину износа втулки верхней головки шатуна можно определить, не разбирая двигатель. Для этого поршень проверяемого цилиндра нужно привести в положение верхней мертвой точки и, вращая коленчатый вал за маховик, добиться, чтобы поршень прошел вниз на 2—3 мм. Если надавить на днище поршня через свечное отверстие, поршень переместится на определенную величину. Эта величина будет являться величиной износа, ее можно измерить штангенциркулем через свечное отверстие.
Для примерного определения места положения узла, являющегося причиной шума или стука, используют фонендоскоп, а также отвертку или деревянную палочку.
При длительной эксплуатации мотора в цилиндрах двигателя уменьшается компрессия. Это происходит вследствие естественного износа или повреждения колец, цилиндра и поршня, а также недостатка смазки. Двигатель с уменьшенной компрессией плохо запускается и не развивает номинальной мощности.
Состояние компрессии в цилиндре можно определить следующим образом. Коленчатый вал прокручивают сперва с вывернутой, а затем с ввернутой свечой зажигания. Если компрессия нормальная, в первом случае сопротивление прокручиванию будет незначительным, а во втором — резко возрастет.
Головка блока цилиндров
На работу двигателя большое влияние оказывает чистота камеры сгорания. Образовавшийся нагар ухудшает охлаждение стенок камеры, условия сгорания смеси и продувку, а также увеличивает степень сжатия. Могут возникнуть очаги, вызывающие самовоспламенение топлива (калильное зажигание). Не исключено появление детонации.
Чтобы очистить камеру сгорания, нужно снять головку блока цилиндров, размягчить ацетоном нагар, а затем соскоблить его деревянным или пластмассовым скребком. Поверхность камеры полезно отполировать; благодаря этому снижается трение поступающей в цилиндр смеси и легче отстает от стенок камеры нагар.
При снятии головки цилиндров необходимо осмотреть уплотнительную прокладку между головкой и блоком, которая изготовляется из асбостального листа с обечайкой из стальной или латунной ленты. Если на прокладке заметны следы прорыва газов или она повреждена при разборке, прокладку необходимо заменить.
Если на посадочной поверхности головки имеются риски, через которые прорываются газы, то головку притирают на плите сначала при помощи грубой шлифовальной пасты, смоченной керосином, а затем при помощи очень мелкой. То же самое делают при наличии коробления головки, которое может быть следствием перегрева двигателя. При значительном короблении плоскость прилегания головки предварительно притирают мелкой наждачной бумагой, разложенной на плите. Качество притирки проверяют на поверочной плите при помощи тонкого слоя краски.
Блок цилиндров
Это одна из основных деталей двигателя. Внутренняя поверхность залитой в алюминиевый блок чугунной гильзы характеризуется высоким классом точности и чистоты обработки. Перед ремонтом блок цилиндров тщательно промывают в керосине или бензине с маслом и осматривают. На зеркале цилиндров не должно быть глубоких рисок и других повреждений от пригоревших поршневых колец или заклинивания поршня. При заклинивании возможно наволакивание алюминия на зеркало цилиндров. Удалить алюминий можно остро заточенным трехгранным шабером, стремясь при этом не поцарапать зеркало. Нагар в выпускных окнах и выхлопной полости можно соскоблить шабером или отверткой. Накипь со стенок водяной рубашки сначала удаляют механически — стамеской или отверткой, затем в полость рубашки на два часа заливают жидкость «Антикор». Перед этим гильзу и рубашку следует нарастить вверх на 2—5 см буртиком из пластилина.
В результате трения поршневых колец о стенки поверхность любого, даже мало работающего цилиндра, изнашивается. Особенно заметен износ верхней части цилиндра, где образуется темный от нагара поясок в виде ступеньки шириной 4—5 мм (до него при работе доходит верхнее поршневое кольцо). Ступеньку можно обнаружить, проведя пальцем от средней части зеркала цилиндра к верхнему краю. Аналогичная ступенька имеется и в нижней части цилиндра (до нее доходит нижнее поршневое кольцо). Вследствие износа зеркало приобретает конусность или овальность с большей выработкой по оси, перпендикулярной поршневому пальцу.
В связи с отсутствием у моторов «Ветерок» поршней ремонтных размеров при износе блока цилиндров расточка и шлифовка цилиндров под увеличенный диаметр поршня невозможны. При увеличении диаметра верхней части цилиндра на 0,15—0,20 мм блок цилиндров следует заменить новым, В результате износа рабочей поверхности цилиндра, образования задиров и рисок ухудшается компрессия и понижается мощность двигателя.
Установкой в изношенный цилиндр нового поршня и колеи восстановить нормальную компрессию нельзя, так как поршень и кольца не могут хорошо приработаться к овальному цилиндру. При движении по конусному цилиндру кольца непрерывно сжимаются и разжимаются, изнашивают боковые стенки канавок и даже ломаются.
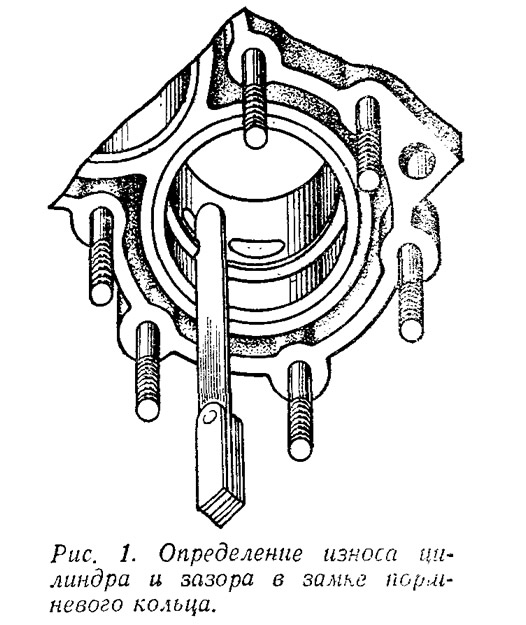
Величину износа цилиндра определяют следующим образом. Новое поршневое кольцо вставляют в цилиндр (рис. 1) па глубину примерно 25 мм и выравнивают торцом юбки поршня. После этого измеряют щупами зазор в стыке кольца. Увеличение длины окружности (или зазора в стыке кольца) на 0,314 .мм соответствует увеличению диаметра цилиндра на 0,1 мм. Конусность цилиндра можно приближенно определить, помещая кольцо сперва внизу, а затем вверху цилиндра. Разность между большим и меньшим значениями зазора, разделенная на 3,14, и будет величиной износа. Более точно степень износа можно определить индикатором.
Поршень
Если на поршне нет аварийного износа, профилактика при переборке сводится к удалению загара с его днища и стенок, а также из канавок под компрессионные кольца. Поршень не должен иметь сколов, а его головка — вмятин от твердых частиц. Если вы обнаружили такие вмятины, значит в двигателе разрушилась какая-то деталь. Ее осколки необходимо удалить, а неисправную деталь заменить новой.
Наиболее часто вмятины образуются при разрушении поршневых колец, пластинчатых клапанов или заклинивании нижней головки шатуна и выпадении роликов. В таких случаях поршень с поврежденной поверхностью головки следует заменить новым.
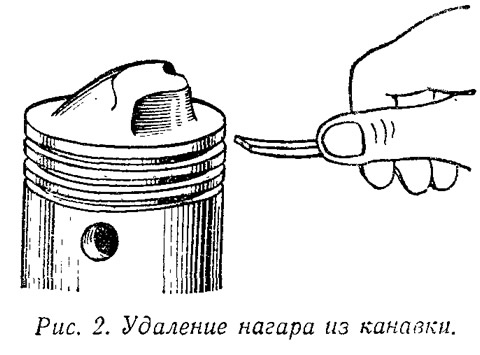
Отверстия в бобышках поршня для пальца должны быть чистыми. Образовавшийся нагар свидетельствует о том, что палец сидит в бобышках слишком свободно. Если значительная часть боковой поверхности поршня покрыта нагаром, это означает, что диаметр поршня уменьшился и его надо заменить. Образовавшееся здесь большое количество нагара может явиться и результатом износа или закоксовыва-ния поршневых колец в канавках. Нагар со стенок и головки поршня удобно счищать деревянным или пластмассовым скребком, из канавок — заточенным обломком старого поршневого кольца (рис. 2).
После очистки головку поршня рекомендуется отполировать.
Продлить срок службы изношенного поршня, установив новые кольца, можно лишь на короткое время, так как в этом случае кольца изнашиваются очень быстро.
Причиной заклинивания поршня в цилиндре может послужить несоблюдение режима обкатки, недостаточное количество масла в топливной смеси и неисправности в системе охлаждения.
Для ремонта поршень снимают с шатуна и закрепляют в тисках, затем между мягкими накладками губок тисков зажимают выдвинутый из поршня поршневой палец или деревянную оправку, приспособленную для установки поршня. Юбку поршня нельзя закреплять в тисках, это приводит к повреждению поверхности и формы поршня. При значительном наволакивании на поверхности металл следует устранить мелкой наждачной шкуркой. Из канавок необходимо удалить сломанные части колец. Форму канавок можно восстановить надфилем с острым концом. Риски, потертости и другие повреждения можно устранить при помощи притирочной пасты, а последствия легкого заедания поршня в цилиндре — шлифовкой поврежденного места сначала мелкой наждачной шкуркой, затем полировкой смесью притирочной пасты с небольшим количеством масла. После обработки поршень и блок цилиндров необходимо тщательно промыть.
Поршневые кольца
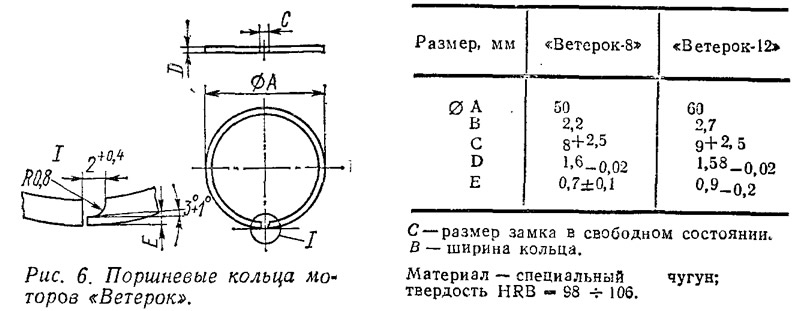
Они изготовляются из специального чугуна и имеют прямоугольное сечение. Если на рабочей поверхности поршневых колец нет глубоких поперечных рисок, их еще можно использовать, предварительно очистив внутреннюю и верхнюю поверхности от нагара.
Может оказаться, что канавка в поршне так забита нагаром, что кольцо не может прокручиваться. Признаком этой неполадки служит постепенное уменьшение мощности двигателя. В данном случае перед снятием кольца поршень необходимо погрузить в керосин или ацетон для размягчения нагара.
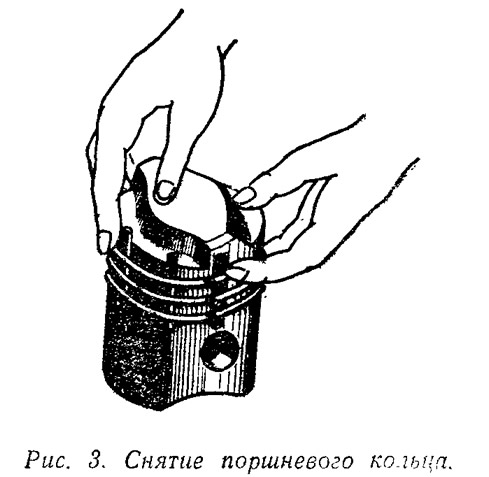
Поршневое кольцо можно снять при помощи пяти тонких металлических пластинок (рис. 3). Для этого его вдвигают в канавку, а с другой стороны поршня, в образовавшуюся щель, вставляют пластинку. Две пластинки просовывают под кольцо в месте разреза, остальные — равномерно распределяют по диаметру. Затем кольцо выводят из канавок, поднимают вверх и снимают с поршня.
Срок службы поршневых колец моторов «Ветерок» составляет приблизительно 10 000—15 000 км пробега. Признаками их износа являются потемнение отдельных участков рабочей поверхности от прорыва газов и значительное уменьшение упругости. Для проверки степени износа кольца вставляют в цилиндр двигателя и измеряют зазор в замке при помощи набора щупов или пластинок. Величину зазора определяют штангенциркулем (см. рис. 1). Величина зазора пригодного к использованию кольца не должна превышать 2,5—3,0 мм. Упругость кольца за неимением специального прибора проверяют на ощупь или сравнивают с упругостью нового кольца.
Перед установкой размеры нового кольца подгоняют по месту, проверяют величину зазора в замке, соответствие высоты кольца ширине канавки, толщины кольца — глубине канавки и прилегание кольца к рабочей поверхности цилиндра.
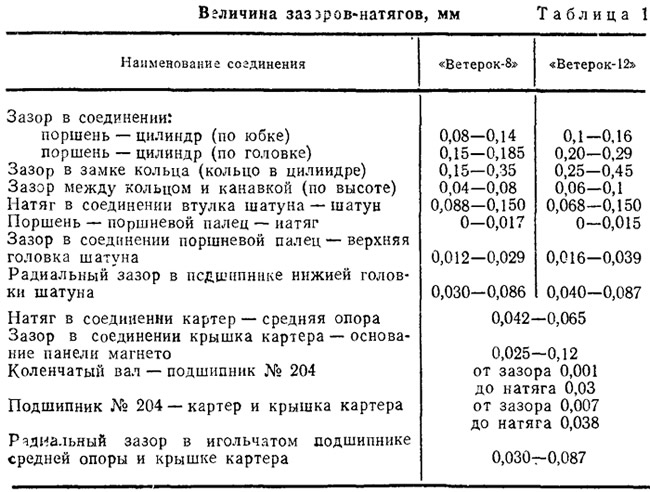
Зазор в замке измеряют у кольца, вставленного в цилиндр указанным выше способом. Вместо щупа можно использовать лезвия безопасной бритвы толщиной 0,1 мм. Величины зазоров в стыке поршневых колец и в канавке поршня приведены в табл. 1.
Чтобы проверить соответствие высоты кольца ширине канавки в поршне, кольцо вставляют наружной стороной в канавку и прокатывают по ней. Кольцо должно плотно входить в канавку, но перемещаться без «заедания». Правильно подогнанное кольцо, надетое на поршень, устанавливается в канавку под воздействием собственного веса. При очень тугой посадке кольцо будет недостаточно подвижно, пригорит и не сможет уплотнять поршень в цилиндре. При работе двигателя большие зазоры между боковыми стенками канавки и кольцом вызывают перемещение кольца в канавке вдоль оси поршня, что способствует быстрому износу боковых стенок канавки и торцов кольца.
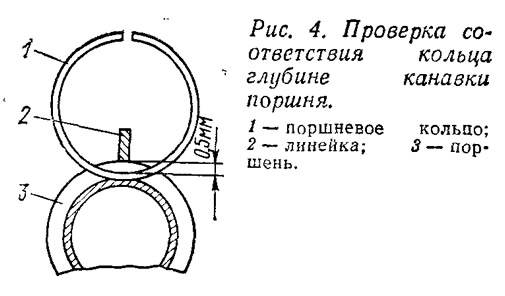
Чтобы проверить соответствие толщины кольца глубине канавки, кольцо наружной стороной вставляют в канавку поршня, а к поршню параллельно его продольной оси прикладывают ребром линейку. Зазор между линейкой и кольцом должен составлять около 0,5 мм (рис. 4), Если кольцо будет выступать над образующей поршня на большую величину, то при тепловом расширении поршня и образовании под кольцом нагара оно выжмется из канавки и наружной поверхностью упрется в цилиндр. Это приведет к заклиниванию поршня в цилиндре.
Чтобы проверить плотность прилегания кольца к рабочей поверхности цилиндра, кольцо вставляют в цилиндр и проверяют наличие просвета между кольцом и зеркалом цилиндра. Если просвет значительный (больше, чем в двух местах на дугах до 30—40°), кольцо ставить не рекомендуется.
Устанавливая на поршень каждое кольцо поочередно, его вводят в цилиндр. Если поршень с каким-либо кольцом не входит в цилиндр (несмотря на то, что зазор в замке правильный и кольцо надлежащим образом утоплено в канавке), стопор в канавке поршня или замковую выемку в кольце нужно немного спилить надфилем.
Для установки кольца в канавку необходимо пользоваться пластинками из жести. При сборке поршня с уже использовавшимися кольцами последние следует устанавливать в те канавки, в которых они работали.
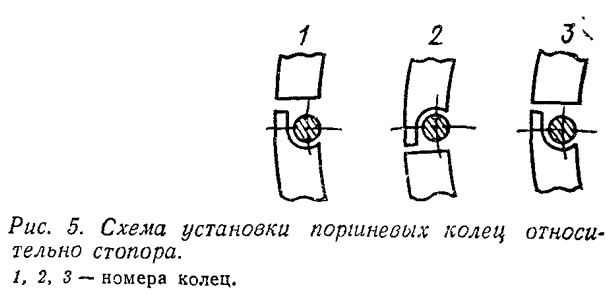
Поршень моторов «Ветерок», в отличие от поршней большинства лодочных и мотоциклетных двигателей, имеет не индивидуальные стопоры, а один общий для трех поршневых колец. Чтобы обеспечить уплотнение цилиндра, поршневые кольца нужно устанавливать, как показано на рис. 5.
Кольца можно изготовить самостоятельно, пользуясь рекомендациями, приведенными в «КЯ» №87. Чертеж кольца представлен на рис. 6.
Поршневой палец
Износ в соединениях поршневой палец — втулка верхней головки шатуна и поршневой палец — бобышки поршня характеризуется посторонними стуками работающего двигателя. Общая степень износа в соединении поршень с пальцем — верхняя головка шатуна оценивается на ощупь. Осевое перемещение поршня с пальцем во втулке шатуна — явление нормальное.
Боковое покачивание поршня с пальцем во втулке шатуна допустимо, оно указывает на незначительный износ трущихся поверхностей сочленения.
Радиальное перемещение поршня у «Ветерков» происходит как вследствие износа втулки верхней головки шатуна и пальца, так и увеличения отверстия в бобышках поршня.
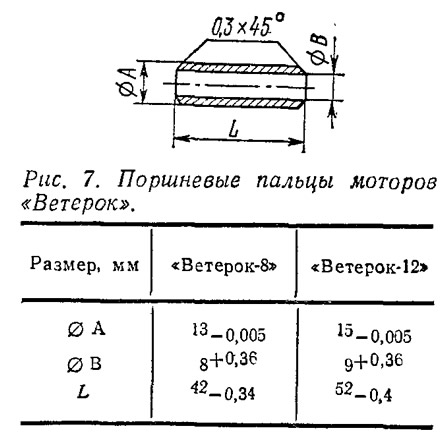
Повышенный радиальный люфт, вызывающий при работе стук, может послужить причиной поломки поршня, заклинивания нижней головки шатуна. Изношенные поршневые пальцы можно восстановить хромированием с последующим шлифованием и притиркой. Пальцы моторов «Ветерок» изготовляются из легированной стали 15Х; их наружная поверхность цементируется на глубину 0,4—0,8 мм и закаливается до твердости HRC 56—65. Размеры пальцев приведены на рис. 7.
Шатун
У него могут быть следующие дефекты: трещины, искривления, износ рабочих поверхностей бронзовой втулки верхней и нижней головок. Имеющий трещины шатун не только не пригоден для дальнейшего использования, но и не подлежит ремонту. Причиной его искривления может явиться неосторожная разборка или сборка, когда поршневой палец или втулку верхней головки шатуна меняют, используя молоток.
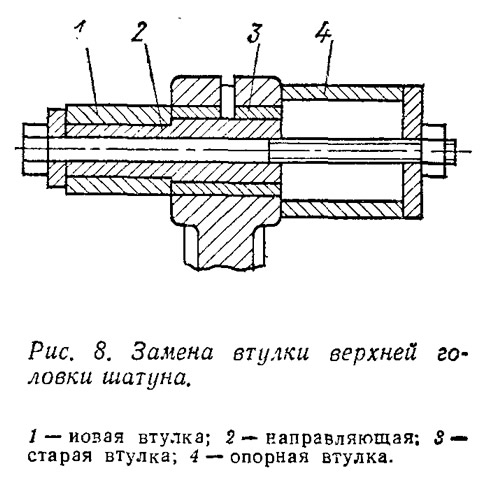
Изношенную втулку верхней головки следует выпрессовать и заменить новой при помощи оправки и вспомогательной втулки (в тисках или показанным на рис. 8 способом).
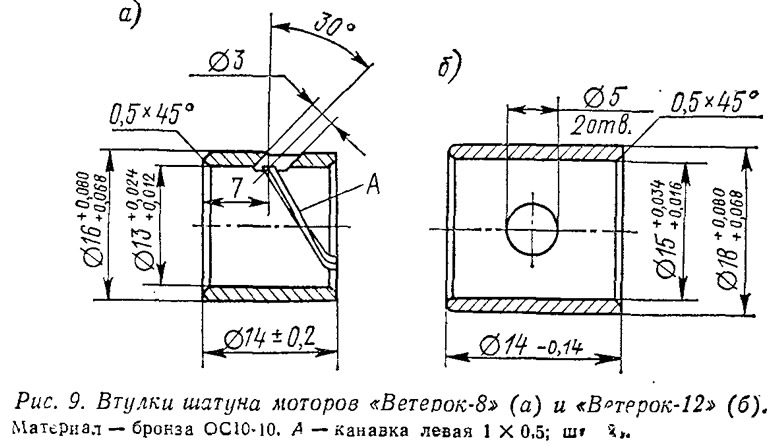
Втулку изготовляют из оловянистой бронзы ОС 10-10 (рис. 9). После запрессовки отверстие втулки развертывают калиброванной разверткой до диаметра поршневого пальца. Обработку можно считать законченной, если смазанный маслом поршневой палец плавно входит в отверстие под давлением большого пальца руки.
Коленчатый вал и сопряженные с ним детали при длительной работе двигателя изнашиваются: уменьшается диаметр роликов подшипника и шатунных шеек вала, увеличивается диаметр отверстия нижней головки шатуна. При общем износе в нижней головке шатуна работающего двигателя появляется стук. Если в результате увеличения зазоров продольное перемещение шатуна достигает 0,2—0,3 мм, нужно проверить размеры диаметров шатунной шейки, нижней головки шатуна, роликов.
Состояние игольчатого подшипника нижней головки шатуна можно периодически проверять, не снимая шатун с коленчатого вала. Для этого, сняв впускной патрубок и клапанную перегородку, через отверстие в картере и смазочное отверстие в крышке шатуна нужно осмотреть ролики, перемещая их при помощи куска тонкой стальной проволоки или шила. Если поверхность роликов светлая и перемещаются они легко, без заедания, подшипник исправен. Потемнение поверхности роликов может быть следствием их перегрева. Ролики, на поверхности которых появились углубления, не пригодны для дальнейшего использования.
Игольчатые ролики выполняются из стали ШХ15 с большой точностью по диаметру. При сборке коленвала они подбираются таким образом, чтобы разность их диаметров в одной группе не превышала 5 мк. Подшипник будет долговечнее, если диаметры роликов различаются между собой не более чем на 3 мк. Срок службы подшипника нижней головки шатуна (особенно это касается «Ветерка-12») можно продлить, если установить два ряда роликов 2,5X6,2 с полукруглым и острым концами.
Причиной выхода из строя нижней головки шатуна (заклинивания) нередко является перегрев узла при перекосе роликов. Вследствие этого возникает трение скольжения, шатуны прижимаются к щекам коленвала со значительным усилием. Испытания двухрядного игольчатого подшипника на моторах «Ветерок» в спортивном исполнении, работавших при частоте вращения коленвала до 6500 об/мин, а также па режимах разноса, подтвердили лучшею работоспособность узла.
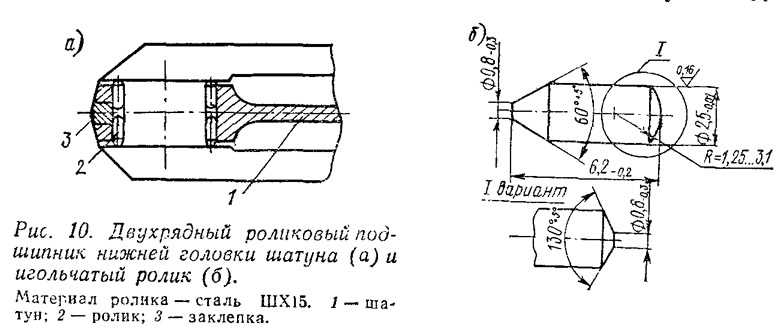
Укороченный ролик, который, к сожалению, пе выпускается промышленностью, можно изготовить самостоятельно из штатного игольчатого ролика 2,5Х12,6 (рис. 10).
Чтобы в смазочное отверстие в шатуне не провалился короткий ролик, отверстие рекомендуется закрывать заклепкой, а внутреннюю поверхность тщательно зачистить. Ролики устанавливаются полукруглыми концами друг к другу.
При осмотре коленвала нужно обратить внимание па состояние поверхностей шатунных и коренных шеек, шлица в нижней части коленвала, конуса под маховик. Если на поверхности беговой дорожки под ролики шатунных и средней коренной шеек (а также и нижней головки шатуна) имеются мелкие следы выкрашивания в виде «оспы», износ будет прогрессировать и приведет к заклиниванию подшипника. Такие детали следует заменить.
Картер
При его осмотре прежде всего следует обратить внимание па состояние сальников коленвала. Затвердевшие и потрескавшиеся сальники подлежат замене. Необходимо также проверить состояние клапана перекачки конденсата. Корпус вышедшего из строя клапана можно извлечь из гнезда при помощи бородка.
К наиболее распространенным дефектам картера, возникающим при эксплуатации мотора, относятся трещины и обломы, срыв и износ резьбы, износ гнезд под шарикоподшипники. При замене картера следует помнить, что он обрабатывается совместно с блоком цилиндров; в случае выхода из строя одной из этих деталей требуется заменить и другую.
Клапанная перегородка картера — один из наиболее ответственных узлов мотора. Признаком ее неисправности является обратный выброс смеси из карбюратора. Возможны следующие неисправности: поломка пластинчатого клапана, неправильная установка (клапан не перекрывает полностью отверстие), выкрашивания на перегородке. При обнаружении трещин, выкрашиваний и коррозии пластинчатые клапаны следует заменить. Необходимо помнить, что мелкие сколы и выкрашивании поверхности перегородки вокруг отверстий вызывают разрушение клапанных пластин. Удалить углубления следует притиркой, при большой их глубине необходимо заменить перегородку.
Сборка шатуна с поршнем
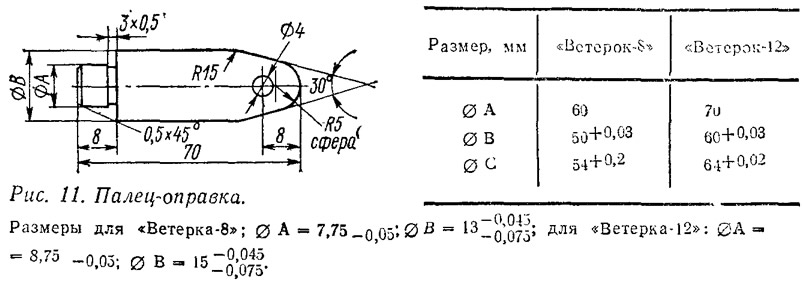
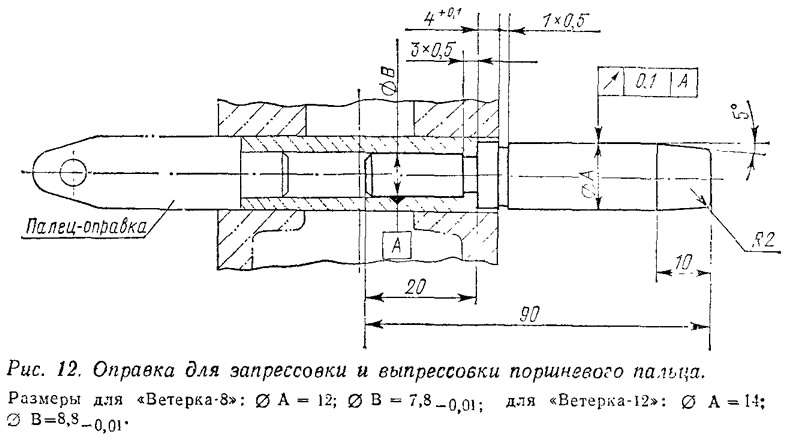
Перед сборкой поршень погрейте до 100—120 °С. При помощи ложного пальца — оправки (рис. 11) — зафиксируйте шатун в поршне. Поршневой палец наденьте па оправку (рис. 12) и, установив его па выступе ложного пальца, быстро втолкните на место. Глубину запрессовки контролируйте по проточке на оправке.
Установка шатунов на коленчатый вал
При сборке этого узла обратите внимание на чистоту рабочего места и консистентной смазки, наносимой на беговую дорожку для установки иголок. Это необходимо, чтобы предотвратить попадание твердых частиц в разъем крышки.
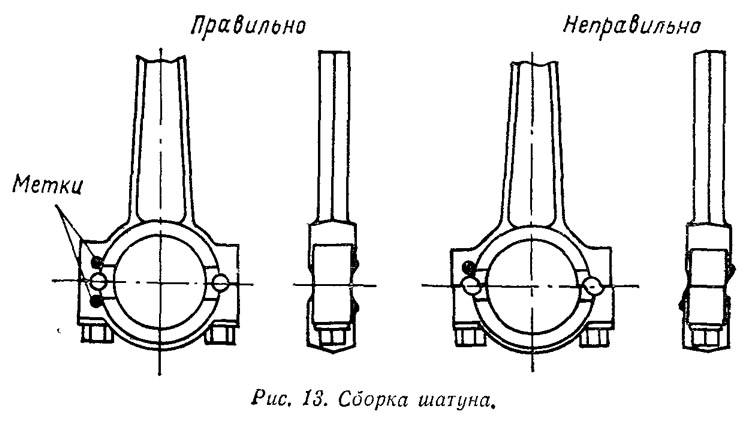
Так как разъем нижней головки осуществляется ломкой, крышка шатуна при сборке фиксируется зернистой поверхностью излома. По этой причине линия разъема после сборки должна быть практически незаметной. Наличие уступов свидетельствует или о неверной сборке, или о непригодности шатуна (рис. 13).
При установке шатуна сначала заверните его болты рукой. Убедившись в том, что крышка не смещается относительно шатуна, затяните болты окончательно, используя динамометрический ключ. Момент затяжки должен быть равен 1,3—1,4 кгс·м.
Сборка клапанной перегородки
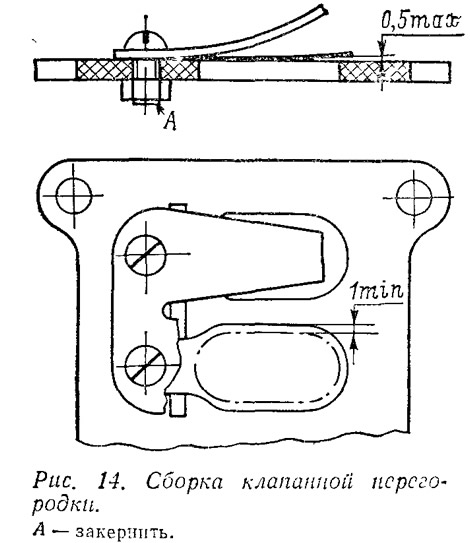
Не устанавливайте деформированные клапаны и не подгибайте их для плотного прилегания. Зазор между поверхностью перегородки и концом клапана не должен превышать 0,5 мм.
Подтяните винты крепления так, чтобы клапаны могли перемещаться с небольшим усилием.
Установите клапаны симметрично впускным отверстиям, как показано на рис. 14. Затяните винты крепления до отказа, гайки крепления ограничителей слегка закерните в двух-трех местах.
Сборка моторной головки
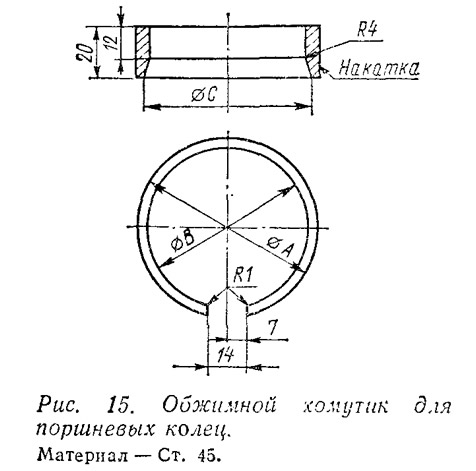
При надевании цилиндра на поршень применяют приспособление-хомутик для сжатия колец (рис. 15). В походных условиях кольца можно обжать в равномерно удаленных от стыка точках при помощи ремня или шнура. В цилиндр последовательно заправляют сперва верхнее, а затем следующие за ним кольца. При этом кольцо сжимают так, чтобы его замок сомкнулся; одновременно слегка надавливают на цилиндр. Эта операция облегчается благодаря наличию на нижней части зеркала цилиндра конической фаски.
Чтобы не завернуть сальники при установке в картер, в них рекомендуется установить спаянную из фольги направляющую оправку. При толщине фольги 0,3 мм оправка должна иметь длину 40 мм, входной наружный диаметр — 16 мм, диаметр надеваемого на вал конца — 20 мм.
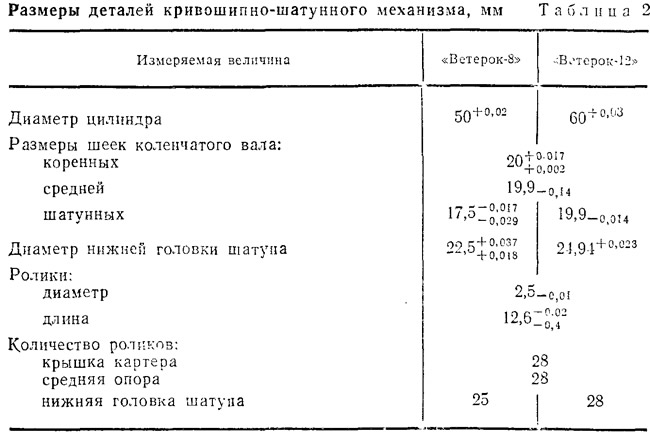
Основные размеры деталей кривошипно-шатунного механизма моторов «Ветерок» и величины зазоров-натягов в их соединениях приведены в табл. 2.