Уже несколько лет, в основном — для рыбной ловли, я пользуюсь польской надувной лодкой «Оса-270» под мотором «Салют». О «Салюте» и его модификациях могу сказать, что это весьма надежный и удобный мотор, однако не без недостатков. Прежде всего его владельцам доставляют хлопоты низкая износостойкость и неудачное расположение нижнего сальника (для его смены нужно разобрать весь мотор!). При плавании по мелким речкам водоросли буквально обволакивают «ногу» мотора. Для их сброса необходимо поднимать мотор и подчас пользоваться ножом. При всем этом на «Салюте» отличный самоочищающийся гребной винт. Видимо, переднюю кромку корпуса редуктора следует сделать совершенно прямой, но с наклоном назад, т. е. ликвидировать выступ подшипника гребного вала.
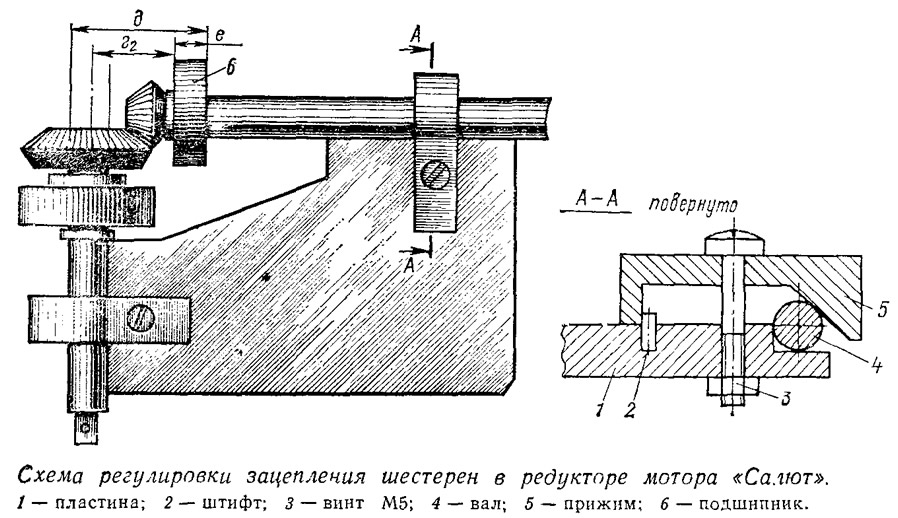
Регулировка правильного зацепления шестерен редуктора «Салюта» представляет известные трудности. Я для этого использую специальное приспособление, обеспечивающее правильное взаимоположение шестерен редуктора по размеру от оси гребного вала до упора подшипника в редукторе.
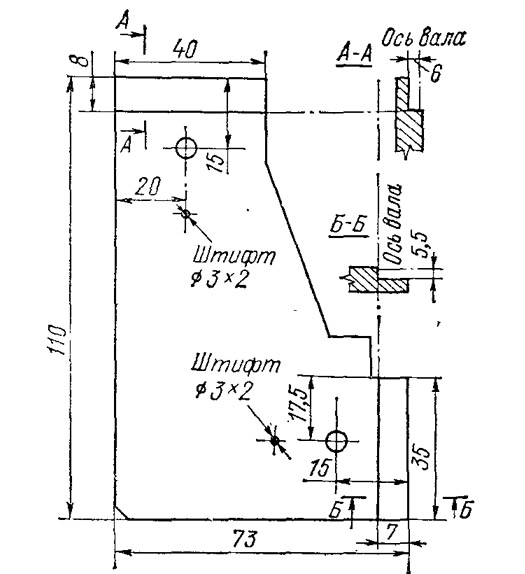
Приспособление состоит из дюралюминиевой пластины, которая имеет форму, изображенную на рисунке. В этой пластине под углом 90° профрезерованы пазы для вертикального и горизонтального валов. Разница глубины пазов в 0,5 мм обеспечивает расположение осей валов в| одной плоскости.
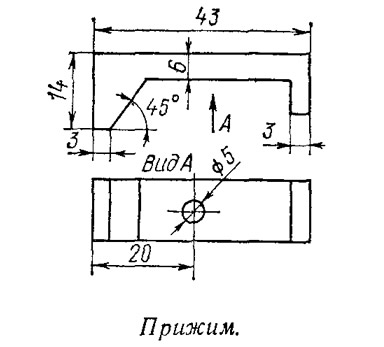
Горизонтальный и. вертикальный валы с нижним подшипником крепятся на пластине прижимами. Шестерни валов сводятся в полное зацепление и фиксируются затяжкой прижимов винтами М5. Штангенциркулей! с точностью 0,05 мм замеряется размер д как наиболее удобный. Из него вычитается ширина подшипника е и величина 1/2 диаметра горизонтального вала. Разность будет равна г2 — расстоянию от оси горизонтального вала до упора подшипника.
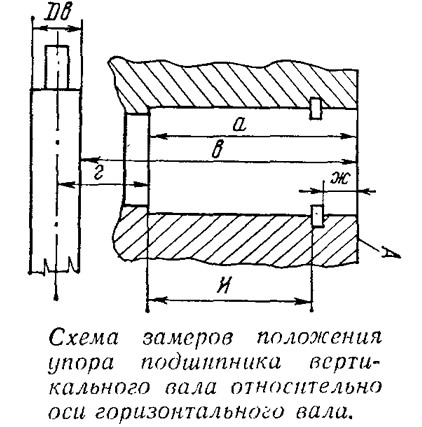
На корпусе редуктора замеряются размеры а (от плоскости разъема до упора) я в (от плоскости разъема до горизонтального вала). Из размера в вычитается размер с и к остатку прибавляется величина 1/2 диаметра вала Dв. В результате получаем размер г.
Разность размеров г2—г дает необходимую толщину прокладок под подшипник вертикального вала. Затем в редуктор ставится верхнее стопорное кольцо, и от разъема до кольца замеряется размер ж, к которому прибавляется толщина стопорного кольца. Далее сумма вычитается из размера а. Результат является необходимой толщиной набора подшипников и распора между ними. По этому размеру набираются прокладки к кольцу или вытачивается новое кольцо.
Вертикальный вал устанавливается в корпус редуктора и фиксируется стопором. Рабочий зазор в зацеплении шестерен регулируется положением горизонтального вала — прокладками, которые ставятся под упорное кольцо.

- Главная
- Моторы
- Обслуживание моторов
- 1985 год
- Регулировка зазора шестерен редуктора «Салюта»
Подкатегории раздела
Описание моторов
Устройство моторов
Самодельные моторы
Тюнинг моторов
Обслуживание моторов
Дистанционное управление
Поделитесь информацией
Похожие статьи
Ремонт и регулировка реверс-редуктора подвесных моторов
Регулировка редуктора моторов «Вихрь»
Регулировка и смазка редуктора мотора «Вихрь»
Ремонт шестерни редуктора мотора «Вихрь»
Регулировка гоночного подвесного мотора
Регулировка и обслуживание системы питания и смесеобразования «Вихрей»
Регулировка карбюратора на моторе «Вихрь»
Правильный запуск и регулировка мотора «Ветерок-8»
Регулировка натяжения оболочки на байдарке «RZ»
Разборка, сборка и регулировка подводной части «Ветерков»
Регулировка системы зажигания мотора «Москва»
Регулировка горючей смеси и зажигания мотора «Ветерок»
Регулировка газораспределения и зажигания двигателя «Л-6/3»
Улучшение надежности редуктора мотора «Вихрь»
Регулировка редуктора моторов «Вихрь»
Регулировка и смазка редуктора мотора «Вихрь»
Ремонт шестерни редуктора мотора «Вихрь»
Регулировка гоночного подвесного мотора
Регулировка и обслуживание системы питания и смесеобразования «Вихрей»
Регулировка карбюратора на моторе «Вихрь»
Правильный запуск и регулировка мотора «Ветерок-8»
Регулировка натяжения оболочки на байдарке «RZ»
Разборка, сборка и регулировка подводной части «Ветерков»
Регулировка системы зажигания мотора «Москва»
Регулировка горючей смеси и зажигания мотора «Ветерок»
Регулировка газораспределения и зажигания двигателя «Л-6/3»
Улучшение надежности редуктора мотора «Вихрь»
Регулировка зазора шестерен редуктора «Салюта»
Год: 1985. Номер журнала «Катера и Яхты»: 115 (Все статьи)
ПРЕДЫДУЩИЕ СТАТЬИ
Новые лодочные моторы «Салют-Э» и «Салют-ЭС»
Обзор подвесных моторов 1984 года фирмы «Си Драйв»
Фиксатор заднего хода на моторе «Вихрь»
Вихревой насос охлаждения на моторе «Вихрь»
Дистанционный привод воздушной заслонки на «Вихре»
Консервация лодочного мотора на зиму
Дистанционное управление подвесным мотором одной рукояткой
Верхний запуск на моторе «Привет»
Подготовка к эксплуатации подвесного мотора «Нептун-23»
ЭСЗ с магнитным датчиком для подвесного мотора «Вихрь-30»
Аварийная сигнализация для остановки двигателя при перегреве
Каталог основных деталей мотора «Вихрь-30Р Электрон»
Обслуживание и ремонт подвесных моторов «Ветерок»
Облегчение и усовершенствование мотора «Салют»
Приспособление для смены масла в редукторе
Обзор подвесных моторов 1984 года фирмы «Си Драйв»
Фиксатор заднего хода на моторе «Вихрь»
Вихревой насос охлаждения на моторе «Вихрь»
Дистанционный привод воздушной заслонки на «Вихре»
Консервация лодочного мотора на зиму
Дистанционное управление подвесным мотором одной рукояткой
Верхний запуск на моторе «Привет»
Подготовка к эксплуатации подвесного мотора «Нептун-23»
ЭСЗ с магнитным датчиком для подвесного мотора «Вихрь-30»
Аварийная сигнализация для остановки двигателя при перегреве
Каталог основных деталей мотора «Вихрь-30Р Электрон»
Обслуживание и ремонт подвесных моторов «Ветерок»
Облегчение и усовершенствование мотора «Салют»
Приспособление для смены масла в редукторе
ТЕКУЩАЯ СТАТЬЯ
Регулировка зазора шестерен редуктора «Салюта»
СЛЕДУЮЩИЕ СТАТЬИ
Об охлаждении подвесного мотора «Нептун»
Мотор «Вихрь-30» с удлиненным дейдвудом
Обслуживание и ремонт системы зажигания моторов «Ветерок»
Регулируемая тяга привода заслонки мотора «Вихрь»
Советы: шкив, насос, топливный фильтр, винт, защелка...
Увеличение мощности лодочного мотора «Стрела»
Улучшение работы прерывателей в двигателях
Ремонт и обслуживание системы питания мотора «Ветерок»
Подвесной мотор на базе автомобильного двигателя
Как закрепить на моторе «Вихрь» румпель
Сигнализация включения реверса
Неисправности, регулировка и сборка мотора «Ветерок»
Подвесные моторы лучше обкатывать на заводе, а не на лодке
Подвесные дизельные моторы «Руджерини»
Выставляем зажигание и расклиниваем поршень на моторе
Мотор «Вихрь-30» с удлиненным дейдвудом
Обслуживание и ремонт системы зажигания моторов «Ветерок»
Регулируемая тяга привода заслонки мотора «Вихрь»
Советы: шкив, насос, топливный фильтр, винт, защелка...
Увеличение мощности лодочного мотора «Стрела»
Улучшение работы прерывателей в двигателях
Ремонт и обслуживание системы питания мотора «Ветерок»
Подвесной мотор на базе автомобильного двигателя
Как закрепить на моторе «Вихрь» румпель
Сигнализация включения реверса
Неисправности, регулировка и сборка мотора «Ветерок»
Подвесные моторы лучше обкатывать на заводе, а не на лодке
Подвесные дизельные моторы «Руджерини»
Выставляем зажигание и расклиниваем поршень на моторе
Ссылка на эту статью в различных форматах
HTMLTextBB Code
Комментарии к этой статье
Еще нет комментариев
Barque.ru © 2013 | Контакты | Карта сайта | Мобильная версия
Судостроение: Парусные суда Моторные суда Технологии Экранопланы
Моторы: Описание моторов Устройство моторов Самодельные моторы Тюнинг моторов Обслуживание моторов Дистанционное управление
Проекты: Парусные яхты Парусные катамараны Парусные тримараны Моторные лодки Катера Туристические суда Рыболовные суда Виндсерфинги и лыжи Прицепы и трейлеры Прочие проекты
Спорт: Новости спорта Парусные соревнования Водномоторный спорт Воднолыжный спорт Виндсерфинг Буерные соревнования Соревнования туристов
Консультации: Полезные устройства Полезные советы Улучшение судов Улучшение моторов Опыт эксплуатации Техника плавания Разбор аварий Рыболовам
Кругозор: Новые суда и устройства Интересные события Интересные факты Интервью Карты и маршруты Официальные данные Проблемы малого флота Яхт-клубы и стоянки Письма в редакцию
Истории: Путешествия Туристические походы Знаменитые корабли Военная страничка Литературная страничка История флота Прочие истории
Судостроение: Парусные суда Моторные суда Технологии Экранопланы
Моторы: Описание моторов Устройство моторов Самодельные моторы Тюнинг моторов Обслуживание моторов Дистанционное управление
Проекты: Парусные яхты Парусные катамараны Парусные тримараны Моторные лодки Катера Туристические суда Рыболовные суда Виндсерфинги и лыжи Прицепы и трейлеры Прочие проекты
Спорт: Новости спорта Парусные соревнования Водномоторный спорт Воднолыжный спорт Виндсерфинг Буерные соревнования Соревнования туристов
Консультации: Полезные устройства Полезные советы Улучшение судов Улучшение моторов Опыт эксплуатации Техника плавания Разбор аварий Рыболовам
Кругозор: Новые суда и устройства Интересные события Интересные факты Интервью Карты и маршруты Официальные данные Проблемы малого флота Яхт-клубы и стоянки Письма в редакцию
Истории: Путешествия Туристические походы Знаменитые корабли Военная страничка Литературная страничка История флота Прочие истории