
Отметим, однако, что конструкции, описываемые в сборнике, как правило, представляют собой либо совершенные «гоночные машины», в конструкцию которых вложены все достижения современной техники парусного спорта, либо наоборот упрощенные суда, предназначенные в основном для постройки силами детских коллективов и не имеющие достаточно высоких ходовых качеств.
Основные данные швертбота
| Длина наибольшая, м | 3,35 |
| Длина по ватерлинии, м | 3,17 |
| Ширина наибольшая, м | 1,36 |
| Ширина по ватерлинии, м | 1,08 |
| Осадка со швертом/без шверта, м | 0,75/0,13 |
| Вес корпуса, кг | 50 |
| Площадь парусности, м2 | 7,0 |
Швертбот-одиночка международного класса «Мот» («Мотылек») представляет собой вполне современное спортивное судно, с которого, кстати говоря, начинали многие ныне известные зарубежные гонщики. С другой стороны, это — небольшое и недорогое транспортабельное судно, пригодное как для гонок, так и для прогулок. Правила класса «Мот» — в противоположность монотипам, достаточно свободны и не стесняют творческую инициативу конструктора, которым зачастую является сам гонщик. Именно поэтому встречающиеся на гонках «Мотыльки» сильно отличаются один от другого, являясь воплощением разных взглядов на взаимосвязь ходовых качеств и конструктивных элементов судна.
Эти обстоятельства стали причиной популярности швертбота «Мот» во многих странах мира, причем желание приспособить его для местных условий плавания обусловило большое разнообразие конструктивных форм и решений. Например, во Франции «Мошки» имеют корпус с узкими ватерлиниями и большой килеватостью днища, в то время как в Австралии наиболее популярны широкие плоскодонные корпуса с отвесными бортами, обладающие отличными глиссирующими качествами. Известно множество типов швертбота «Мот», спроектированных профессионалами и серийно выпускаемых верфями: американские «Флорида-Мот», австралийские «Торпедо-Мот», «Европа-Мот» и т. п. «Мот» можно встретить на акваториях Швейцарии, Чехословакии, Венгрии, Румынии, ФРГ. В мире построено около 14 000 этих очень спортивных парусных лодок, а их владельцы объединены Международной Ассоциацией класса «Мот» (IMCA). Ежегодно проводятся чемпионаты мира и Европы.
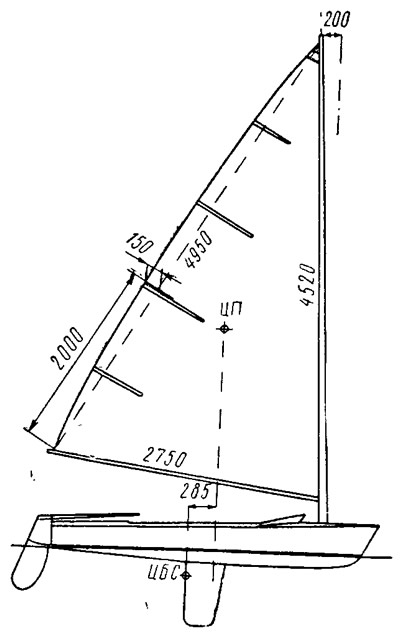
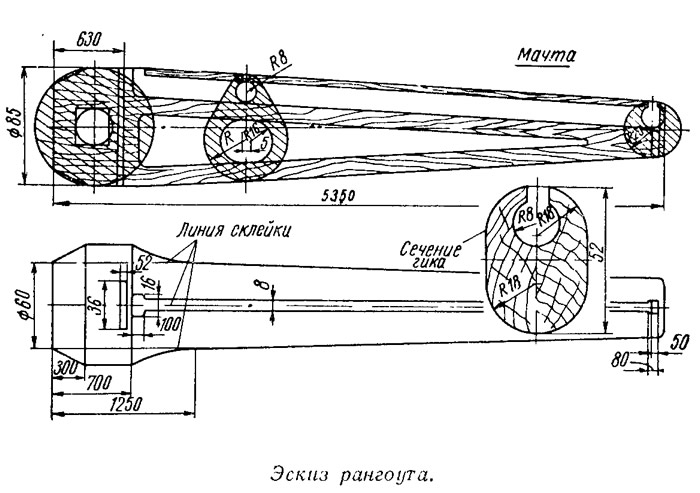
Каковы же основные ограничения в классе «Мот»? Максимальная длина корпуса 3,35 м. Способ постройки, форма корпуса и его материал не оговариваются. Руль — один, шверт — один. Максимальная высота мачты от палубы 5,03 м. Длина гика 2,86 м. Вес рангоута и такелажа не ограничен.
Парус один, причем его размер по мачте не должен превышать 4,57 м и по гику 2,75 м. Стрелка горба задней шкаторины не более 0,15 м (измеряется на половине длины шкаторины). Парус сшивается из любого числа полотнищ и крепится к гику любым способом, но так, чтобы нижняя шкаторина нигде не отходила от гика более чем на 7,6 см. Парус не может быть поднят над палубой выше, чем до уровня 4,88 м. Допускается не более четырех лат общей длиной 2,39 м. Фаловая дощечка должна быть не шире 10,1 см при измерении под прямым углом к мачте.
Описываемый в настоящей статье швертбот спроектирован и построен автором с соблюдением всех требований класса.
Площадь парусности около 7,0 м2 при полном водоизмещении 120—130 кг дает возможность движения с большими скоростями вплоть до глиссирования, конечно, в том смысле, в каком этот термин вообще применим к парусным судам. Удерживая судно практически без крена даже при ветре 10 м/сек, удается в полной мере использовать гидродинамическую подъемную силу, развивающуюся на днище. Это и обусловило применение в кормовой части обводов с ярко выраженной скулой и малой килеватостью днища: линия киля очень плавно поднимается к транцу и в районе от 7 до 10 теоретического шпангоута идет по прямой.
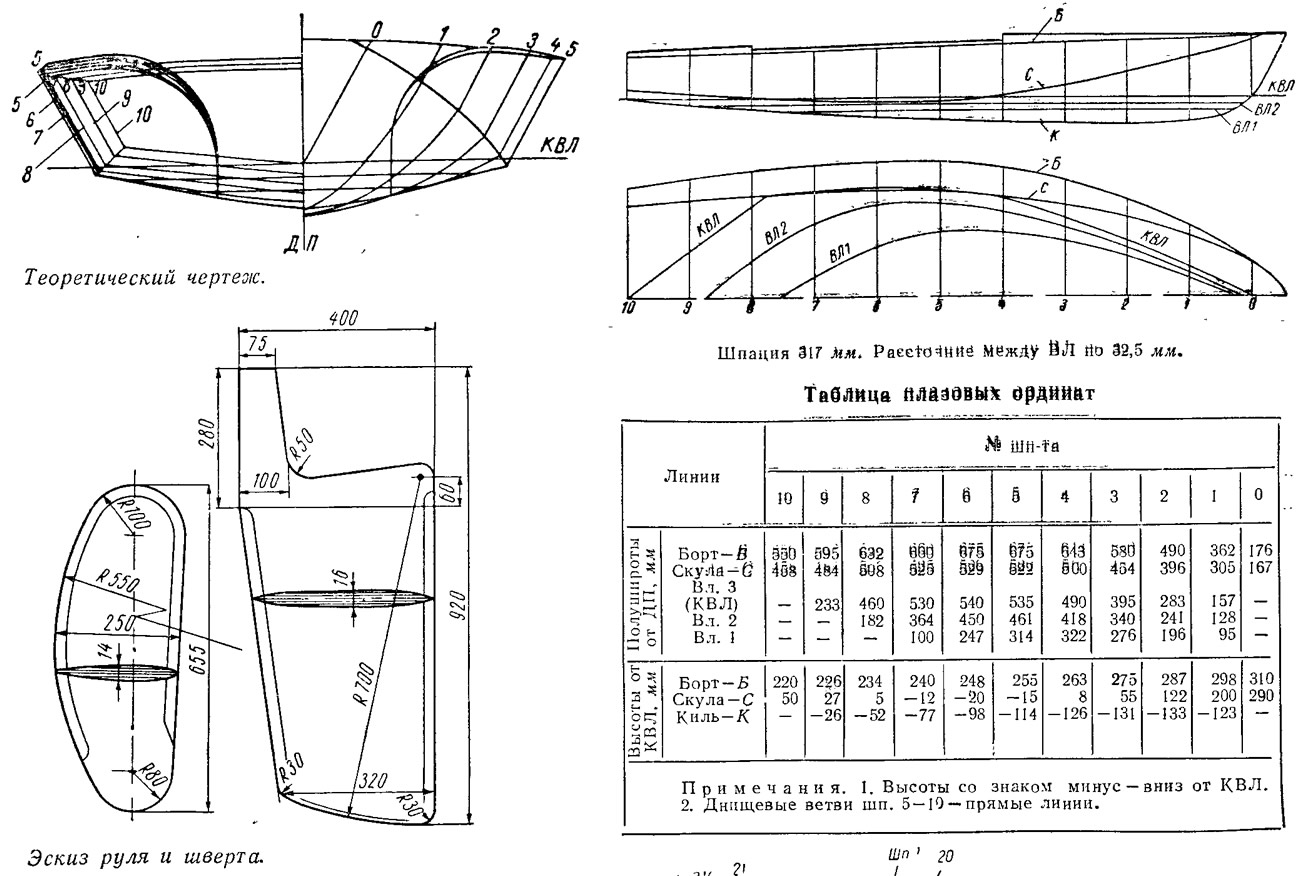
Носовая часть корпуса выполнена таким образом, чтобы обеспечить достаточную остроту ватерлиний и избежать резкого слома на скуле, по крайней мере до шп. 2. Для повышения мореходных качеств носовым шпангоутам приданы округлые обводы с достаточным развалом, близкие к обводам современных гоночных швертботов типа «5-0-5» и «420»; ватерлинии образованы очень плавными линиями, почти прямыми у форштевня.
Спроектированные таким образом обводы позволяют регулировать характер обтекания корпуса, изменяя дифферент перемещением рулевого вдоль судна. В слабый ветер, например, рулевому целесообразно сесть подальше от транца, чтобы обеспечить посадку корпуса, указанную на теоретическом чертеже (минимальная смоченная поверхность, плавные ватерлинии по всей длине судна, транец выше ватерлинии). В сильный ветер перемещением рулевого назад погружается в воду плоская и широкая кормовая часть, что облегчает выход на режим глиссирования; форма носовых ветвей ватерлиний при этом меняется незначительно.
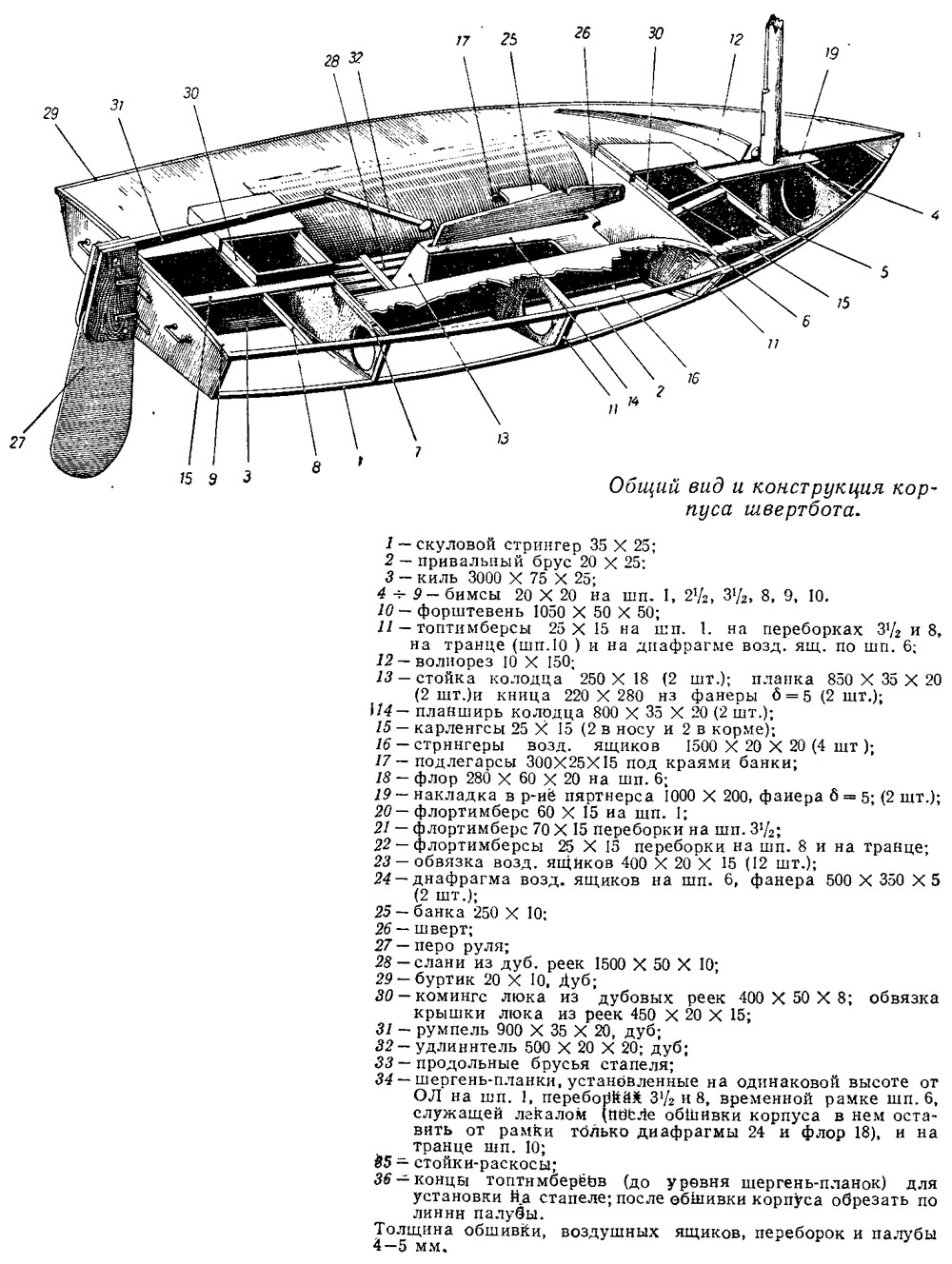
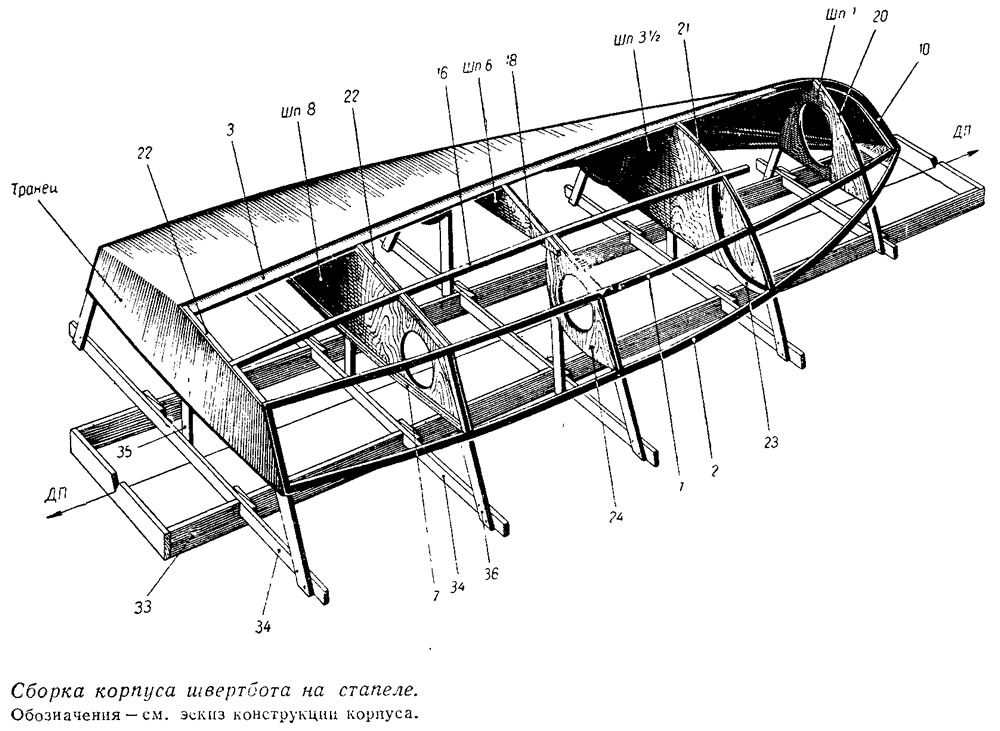
Стремление достичь больших скоростей заставило использовать все пути для возможного снижения веса. Ряд конструкций одновременно выполняет несколько функций. Например, днищевые стрингеры в районе кокпита служат и сланями; козырек-волнорез подкрепляет палубу в районе пяртнерса и т, д. Для обеспечения общей прочности и в особенности сопротивления скручиванию от воздействия кренящего момента мы старались возможно шире использовать коробчатые конструкции, подкрепив корпус длинными бортовыми воздушными ящиками, выполненными из одного листа фанеры. Использование жесткости гнутой фанеры при изготовлении этих воздушных ящиков и для обшивки днища в носовой части позволило избежать лишних швов и установки набора и подкреплений; такие связи как скуловые стрингеры и привальные брусья служат лишь для соединения отдельных листов обшивки и палубы. Шпангоутов практически нет; одна шпангоутная рамка установлена лишь в районе мачты для более равномерного распределения возникающих здесь усилий.
Постройку швертбота целесообразно производить килем вверх. В первую очередь на стапеле устанавливаются транец, обе переборки, лекало (шп. № 6) и шпангоутная рамка на шп. 1. Далее в соответствующие прорези укладываются киль, заранее пристыкованный к форштевню, привальные брусья, соединяемые брештуком, и скуловые стрингеры. Детали набора соединяются на клею ВИАМ Б-3 или эпоксидной смолой с запрессовкой струбцинами, а в соединениях привальных брусьев с брештуком и скуловых стрингеров с привальными брусьями — шурупами. После высыхания клея производится малковка набора.
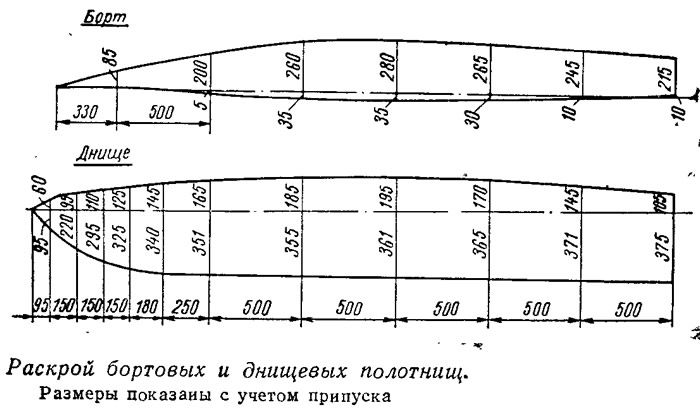
Установку обшивки можно начинать только после того, как все части ее вырезаны из листов фанеры, соединены между собой, а размеры склеенных полотнищ выверены по выкройке — шаблону с места. Стыкование фанерных листов лучше всего производить «на ус»» при длине уса 10—12 толщин. Подготовленные скосы перед склеиванием рекомендуется «отциновать», т, е. взрыхлить древесину (если специальный инструмент отсутствует, это можно сделать полотном ножовки по металлу). Запрессовка выполняется между двумя брусьями, стянутыми болтами.
Если применяется декоративная фанера, то в местах склейки декоративный слой должен быть удален. Кроме того, следует учитывать, что нельзя изгибать такую фанеру декоративным слоем наружу; по прошествии некоторого времени этот слой покроется сеткой трещин и потеряет свои защитные качества. Будучи же обращенным внутрь изгиба, он полностью гарантирует отличное состояние внутренней поверхности обшивки даже в труднодоступных местах. Кроме того, если сделать декоративный слой наружным, его все равно придется повредить при зачистке готового корпуса и подготовке его под окраску, так как краски и лаки удерживаются на декоративном покрытии плохо.
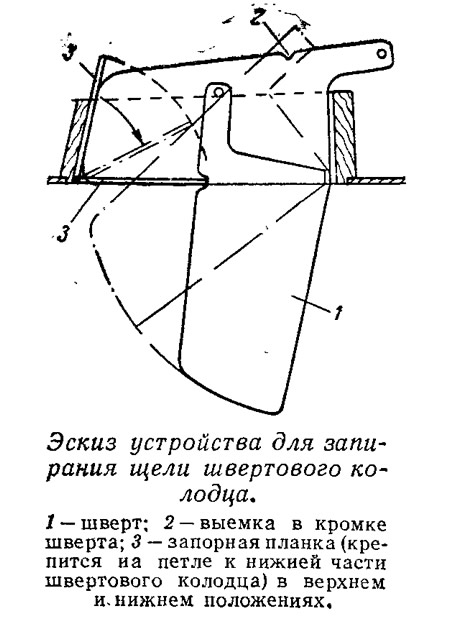
Перо руля и шверт вырезаются из фанеры толщиной 14—16 мм и профилируются. Привожу эскиз шарнирной планки, закрывающей широкую щель швертового колодца заподлицо с днищем. Надежность этого простейшего устройства проверена многолетней эксплуатацией. Следует однако, отметить, что задняя стенка швертового колодца должна иметь достаточный наклон. Желательно, чтобы запорная планка при поднятом шверте не выступала бы вверх за его кромку; это условие легко выполняется при наиболее часто встречающемся удлинении шверта около 2,0. Вырезать щель в днище и монтировать швертовый колодец рекомендуется после окончания всех работ по обшивке корпуса. Колодец крепится к килю на клею и болтах.

После зачистки обшивки швы корпуса были оклеены двумя слоями стеклоткани на эпоксидной смоле.
Парус рекомендуется шить из ткани весом не более 130—140 г/м2 (перкаль, «АМ-100» и др.).