
Известно, что результаты спортсменов в прыжках с трамплина во многом зависят от качества лыж. Чем лыжи легче и жестче, тем больше дальность прыжка, тем легче ими управлять при заходе на трамплин, тем они долговечнее, тем выше безопасность прыжка.
Современные прыжковые водные лыжи обычно представляют собой клеенную многослойную конструкцию из дерева с накладками из пластика или без них. Основные различия между разными моделями заключаются лишь в породе использованной древесины и качестве оклейки. Однако всем применяемым основной массой наших спортсменов деревянным лыжам присущи следующие общие недостатки. Во-первых, место перехода плоскости лыжи в носок имеет недостаточную прочность. Именно в этом месте разрушаются обычные серийные лыжи после выполнения 10—15 прыжков с дальностью приводнения около 35 м. Во-вторых, значительная масса:' вес одной лыжи без креплений доходит до 4 кг.
Группа киевских энтузиастов, задавшись целью устранить указанные недостатки, предприняла попытку изготовить облегченные прыжковые лыжи трехслойной комбинированной конструкции — из термопластовых или металлических листов и сотового заполнителя, в качестве которого использована фольга АМг2Н. Основные характеристики опытных образцов приведены в таблице и на рис. 1.
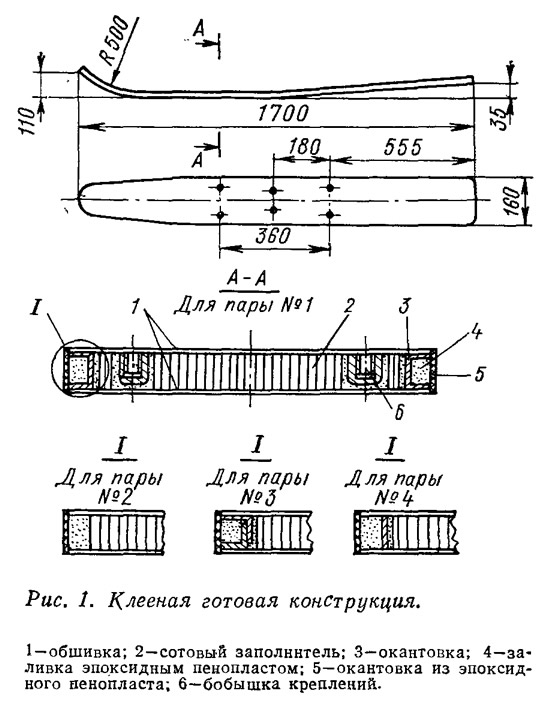
В процессе проектирования преследовалась цель разработать оптимальную технологию изготовления лыж в условиях мелкосерийного производства. В конструкции были применены заливочной эпоксидный компаунд плотностью 0,85—1,0 г/см3 для вкладышей под установку креплений производства ПНР (эти крепления установлены на панель из дюралюминия толщиной 2,5 мм) и эпоксидный пенопласт холодного отверждения с плотностью 0,65—0,72 г/см3 для окантовывающего элемента по контуру лыжи и бобышки под крепление киля (производства ПНР).
Значительную сложность в изготовлении представлял окантовывающий профиль как из швеллера (для пары № 1), так и из двух склепываемых между собой угольников Д16Т (пара № 3). Попытка отказаться от жесткого окантовывающего элемента с передачей его функций листам обшивки и эпоксидному пенопласту привела лишь к значительному утяжелению конструкции, к тому же лыжа не имела необходимой жесткости (пара № 2).
У пары № 4 для окантовки был применен эпоксидный пенопласт совместно с дюралюминиевой полосой, вырезанной по шаблону из листа, а затем изогнутой по контуру лыжи. Для обеспечения герметичности и жесткости лыжи на изгиб применен сотовый заполнитель без дренажных отверстий.
Изготовление (заливка) вкладышей с гайками под установку креплений и бобышек для крепления килей производится в несложном приспособлении.
Все работы по вырезке заготовок выполняются с использованием соответствующих листовых шаблонов разверток деталей.
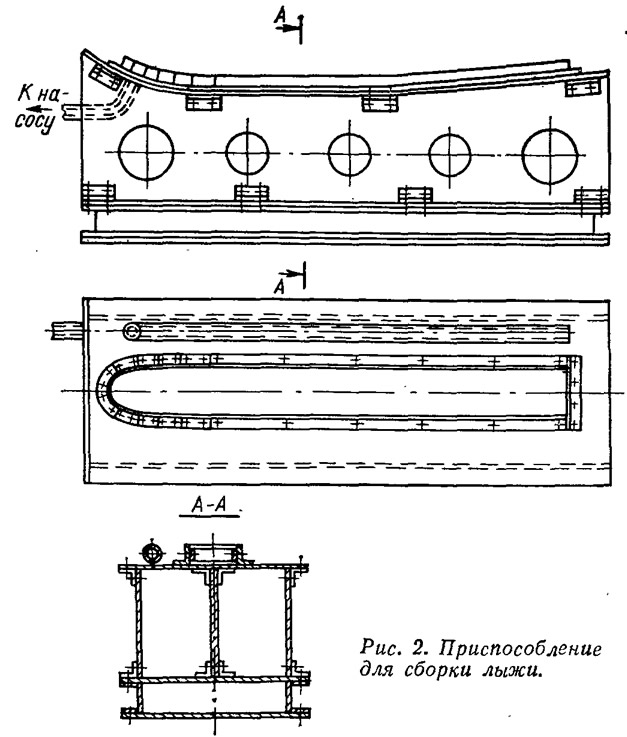
Сборка под склеивание начинается с фиксации технологическими винтами на верхнем листе обшивки бобышек для креплений, а на нижнем листе — бобышки для киля. После этого на приспособление для сборки (рис. 2) укладывается лист нижней обшивки, наносится клей, устанавливаются сотовый заполнитель, окантовывающий профиль и после нанесения клея — верхний лист обшивки.
Весь пакет закрепляется при помощи липкой ленты на лавсановой основе и накрывается четырьмя слоями стеклоткани. Конечная толщина стеклоткани должна быть не менее 2 мм, что необходимо для обеспечения гарантированного отсоса воздуха из-под вакуумного мешка в процессе термообработки конструкции.
Чтобы стеклоткань не приклеилась к лыже, а сама лыжа — к приспособлению, стеклоткань и приспособление в местах возможных подтеков клея предварительно покрывают двумя слоями полиизобутилена, растворенного в бензине БР-1 и БР-2. Каждый слой покрытия сушат на воздухе при комнатной температуре не менее 30 мин. Покрытие на стеклоткани возобновляют через три-че-тыре склейки, а на приспособлении — перед каждой склейкой.
Собранный в указанном порядке пакет покрывается вакууммешком из баллонной прорезиненной ткани или синтетической пленки. Края этого мешка герметично крепятся по периметру приспособления клеем (при единичном производстве) или механическим прижимом, затем к штуцеру присоединяют гибкий шланг от вакуумнасоса. В таком состоянии приспособление помещается в термошкаф для последующей термообработки. Выбор материала вакууммешка зависит от температурных параметров выбранного клея.
На стадии отделки торцов лыжи по контуру заполняются эпоксидным пенопластом, производится их зачистка от подтеков клея, приклейка резиновой окантовки по контуру, установка килей и заключительная окраска. Подгонка креплений по ноге и их окончательная установка выполняются самим спортсменом.
Эксплуатационные испытания лыж в условиях тренировок и соревнований в течение спортивных сезонов 1978—79 гг. позволили получить достаточную информацию о работоспособности предлагаемой конструкции. Прыжки выполнялись с трамплина высотой 150, 165, 180 см, а дальности прыжков — в зависимости от квалификации спортсменов—колебались в пределах от 20 до 34 м.
В процессе испытаний выяснилось следующее.
Образец «А» обладал недостаточной жесткостью в связи с относительно малым модулем упругости обшивок из термопластичного органопласта. Лыжи получали значительные упругие деформации в период разгона и в фазе приводнения. Также были замечены случаи автоколебаний носков лыж во время выхода из среза на трамплинную прямую (при небольшой ряби на поверхности акватории). Следствием этого являлось снижение скорости захода на трамплин и ощущение тряски. Остаточных изгибных деформаций на этой паре лыж после 150 прыжков не обнаружилось.
Образец «Б» обладал высокой жесткостью на изгиб, что благоприятно сказывалось на выполнении фаз разгона и виража. Однако повышенная жесткость отрицательно отразилась на демпфирующей способности конструкции: после восьми прыжков на левой лыже и девяти на правой по длине лыж относительно первоначального контура появился остаточный прогиб, который составлял соответственно 13 и 15,5 мм. Этот прогиб устранялся в результате изгиба лыжи в обратную сторону под нагрузкой 25—35 кг, приложенной к носку лыжи при закреплении ее на расстоянии 500—600 мм от конца. В последующем этот прогиб появлялся уже после выполнения четырех-пяти прыжков. Всего на лыжах образца «Б» было выполнено около 70 прыжков разной дальности.
На лыжах образца «В» совершили 15 прыжков, после чего их сняли с испытаний из-за появления на обеих лыжах вмятины поперек нижней обшивки в зоне перехода контура от скользящей поверхности к носку. Лыжи были подвергнуты ремонту и усилению, в результате чего их масса увеличилась на 25%.
Образец «Г» эксплуатировался в течение всего сезона 1979 г. На этих лыжах было выполнено свыше 250 прыжков, из которых 147 — дальностью 30—34 м. За это время лишь дважды появлялась необходимость в мелком ремонте: из-за разрушения оклейки окантовывающего резинового профиля и эпоксидного пенопласта по окантовке лыжи. Эти разрушения появились посла сильных ударов лыжа о лыжу в Момент приводнения. Подобные удары на деревянных лыжах приводят к глубоким вмятинам с частичным расслоением древесины или к поломке лыж в зоне соударения.
Исходя из субъективной оценки спортсменов, проводивших испытания лыж и выступавших на них в соревнованиях, можно сделать заключение о том, что лыжи с сотовым заполнителем обладают рядом преимуществ по сравнению с деревянными.
Информация об изображении
Рис. 3. Лыжи с сотовым заполнителем обладают малым весом н большой жесткостью
Они легки в повороте и хорошо управляемы в полете; хорошо держат упор; обладают хорошим скольжением по поверхности воды и по настилу трамплина, независимо от наличия полива (рис. 3). Относительным недостатком можно считать лишь трудность надевания их в воде, так как они обладают высокой плавучестью.
Рис. 3. Лыжи с сотовым заполнителем обладают малым весом н большой жесткостью
В течение всего периода испытаний при помощи контрольного взвешивания и рентгеноскопии производилась проверка возможности попадания воды внутрь лыж. Было установлено, что туда вода попадает лишь со стороны окантовки по местам разрушений (по трещинам) и не распространяется далее трех—пяти ячеек сотового заполнителя — при условии, что он не разрушен.
Устранить проникновение воды можно при помощи герметика, имеющего достаточную адгезию к эпоксидному пенопласту. Герметик наносится на боковую поверхность лыж, при этом он не должен попадать на скользящую поверхность, так как резко ухудшится скольжение.
Таким образом, испытания показали, что металлические лыжи (образец «Г») по своим весовым, технологическим и эксплуатационным данным явно превосходят деревянные лыжи отечественного и зарубежного производства. Их стоимость не должна превышать стоимости изготовления пыж деревянной конструкции.
Весь вопрос только в том, кто же возьмется за выпуск таких лыж?
