Читатели сборника уже знакомы с бурно развивающимся за рубежом производством лодок из АБС-пластика (см. сборник №46). Недавно мне довелось побывать на заводе «Конемуови» финской фирмы «Корпиваара», специализирующемся на выпуске таких лодок (коротко о нем уже рассказывалось в сборнике № 60).
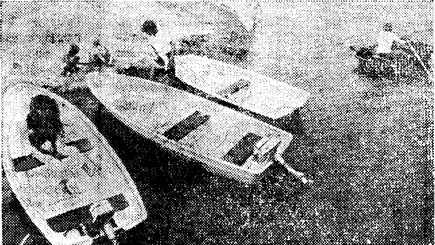
Завод сравнительно молодой — он основан в 1972 г., а вторая его очередь введена в строй в 1974 г. По утверждению представителей фирмы, «Конемуови» это крупнейший завод такого профиля в Европе и самый современный по технологическому оборудованию. На предприятии работает всего 165 чел., из них 28 — инженерно-технические работники и служащие. Площадь производственных помещений — 5900 м2. Завод производит гребные лодки длиной от 2,4 до 3,9 м, приспособленные под установку подвесных моторов малой мощности. Глиссирующие мотолодки здесь пока не выпускаются — для этого нужно освоить многослойную, так называемую «сэндвичевую» конструкцию корпуса. Но и с моторами малой мощности продукция фирмы находит самое широкое распространение: в Финляндии скорость плавания в шхерах строго ограничена — 12 км/ч.
По объему продукция завода распределяется так: 65% — лодки, 30% — разные формованные изделия, 5% — листовой АБС-пластик для продажи. На фирме «Корпиваара» считают, что производственные мощности завода позволяют выпускать до 20 тыс. лодок в год, но с учетом потребностей рынка изготовляется лишь около четырех тысяч. Выпуск продукции по месяцам в течение года варьируется с учетом сезона.
Фирма «Корпиваара» пришла к решению выпускать лодки из АБС-пластика после тщательно проведенных технико-экономических исследований. Специалистами было установлено, что производство лодок из этого термопластичного материала становится выгоднее, чем из стеклопластика, уже при серии 1500 единиц.
Каков же технологический процесс изготовления таких лодок? На заводе «Конемуови» смонтированы линия изготовления листов, два мощных агрегата вакуумной формовки и сборочная линия.
Гранулы пластика поступают на завод автотранспортом в мешках по 25 кг, уложенных на поддоны. Эти стандартные поддоны общим весом (со штабелем мешков) в 1 т легко складировать. Перед экструдированием — так называется процесс производства листов — гранулы просушивают до влажности 0,8% в специальных сушилках с циркуляцией воздуха при температуре 80° С. Транспортировка сырья из сушилки к воронке экструдера производится по трубе вакуумного транспортера.
В экструдере гранулы под действием высокой температуры и вращения шнека размягчаются до пластического состояния. Тот же шнек подает массу к соплу, на выходе из которого лист пластика покрывается защитной пленкой. Толщина выходящего листа колеблется от 1,5 до 12,0 мм, а толщина стойкой к атмосферному влиянию защитной пленки — от 0,1 до 0,3 мм. Затем через трехвалковую калибровочную машину лист поступает в охлаждающую камеру.
После охлаждения лист по роликам подается на резательный стол, где его тремя продольными пилами режут на куски нужной ширины, а поперечной задают необходимую длину. Габариты листов позволяют изготовлять лодки длиной 5,5 м. По мнению специалистов фирмы такая длина — своеобразная граница целесообразности производства судов из АБС-пластика.
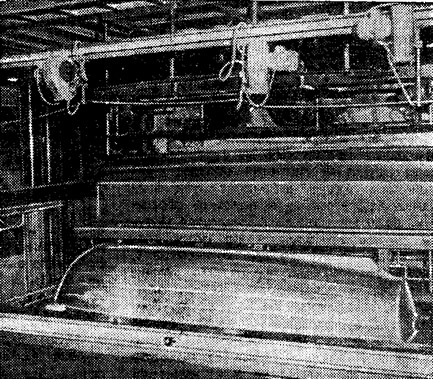
На заводе «Конемуови» лодки собираются из наружной и внутренней оболочек, которые изготовляются вакуумной формовкой. Закрепленный на раме лист подается в нагревательную печь формовочного агрегата. Здесь при температуре 180°С он за несколько минут переходит в пластическое состояние. Затем лист подается вверх, к формовочной модели, и вакуумные насосы выкачивают воздух из пространства между ним и моделью.
Отформованная оболочка переносится на станок для обрезки кромок, а оттуда поступает на промежуточный склад. При изготовлении лодки из прямоугольного листа в отходы идет до 20% его площади. Эти отходы собирают, дробят в специальной мельнице до размеров гранул и вновь запускают в производство.
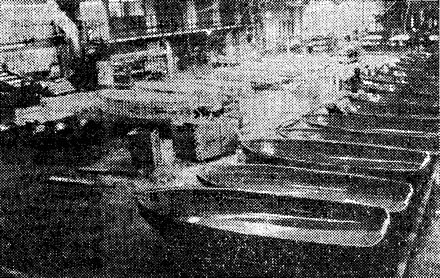
Сборка лодок производится при помощи склейки и ультразвуковой сварки. Между оболочками помещают блоки плавучести из вспенивающегося полистирола. В килевой блок закладывают бетонный балласт.
Лодку из АБС-пластика, получившую повреждение, легко отремонтировать. Поврежденное место вырезается «под фаску», ставится заплата на специальном синтетическом клее. Испытания склеенных образцов показали, что разрыв происходит не по клею, а по пластику.
Для реализации продукции фирмой «Корпиваара» построен целый торговый комплекс — «Марина» близ Хельсинки. Здесь можно не только приобрести лодку, мотор, комплектующие изделия, всевозможные спортивные товары, но и отремонтировать мотор. Каждая третья лодка, выпускаемая «Корпиваарой», продается за границу, а в общем количестве лодок, экспортируемых Финляндией, доля этой фирмы составляет свыше 40%.

- Главная
- Кругозор
- Интересные события
- 1976 год
- На заводе «Конемуови» финской фирмы «Корпиваара»
Подкатегории раздела
Новые суда и устройства
Интересные события
Интересные факты
Интервью
Карты и маршруты
Официальные данные
Проблемы малого флота
Яхт-клубы и стоянки
Письма в редакцию
Поделитесь информацией
Похожие статьи
Алюминиевые мотолодки для рыбалки финской фирмы «Силвер»
Магнитные компасы финской фирмы «Суунто»
Новый подвесной мотор фирмы «Цюндап»
Пластмассовая мотолодка «Нептун-520» фирмы «Шантье Нептун»
Водометы фирмы «Беркли джет драйв» для мотолодок
Конструкции водометов фирмы «Гамильтон»
Новые паруса фирмы «Миллер и Уитворт»
Угловые колонки фирмы «БМВ»
Компас на гоночной яхте фирмы «Суунто»
Дизельные двигатели фирмы «Вольво-Пента» серии «3000»
Обзор подвесных моторов фирмы «Эвинруд»/«Джонсон»
Обзор подвесных моторов 1984 года фирмы «Меркюри»
Обзор подвесных моторов 1984 года фирмы «Ямаха»
Обзор подвесных моторов 1984 года фирмы «Си Драйв»
Магнитные компасы финской фирмы «Суунто»
Новый подвесной мотор фирмы «Цюндап»
Пластмассовая мотолодка «Нептун-520» фирмы «Шантье Нептун»
Водометы фирмы «Беркли джет драйв» для мотолодок
Конструкции водометов фирмы «Гамильтон»
Новые паруса фирмы «Миллер и Уитворт»
Угловые колонки фирмы «БМВ»
Компас на гоночной яхте фирмы «Суунто»
Дизельные двигатели фирмы «Вольво-Пента» серии «3000»
Обзор подвесных моторов фирмы «Эвинруд»/«Джонсон»
Обзор подвесных моторов 1984 года фирмы «Меркюри»
Обзор подвесных моторов 1984 года фирмы «Ямаха»
Обзор подвесных моторов 1984 года фирмы «Си Драйв»
На заводе «Конемуови» финской фирмы «Корпиваара»
Год: 1976. Номер журнала «Катера и Яхты»: 63 (Все статьи)
ПРЕДЫДУЩИЕ СТАТЬИ
За рубежом: Джульетта, кашалот, солнечные батареи, водные лыжи
К дню военно-морского флота СССР: морской щит нашей родины
Корабли-памятники Дальнего Востока
Проблемы производства беспалубной мотолодки
100-летие парусного спорта в Саратове
Лахтинское общество парусного плавания яхт-клуб «Маяк»
Болгарские яхтсмены на Черном море
30 лет армоцементного яхтостроения
Первая армоцементная яхта в ЧССР
Улица кораблей (Street of Ships) в Нью-Йорке
Статистика малотоннажного флота США в 1974 году
Федерация любителей водного спорта в Евпатории
Отклики на статью «Что такое рыболовная лодка?»
Морское семейство Колин и Рози Свэйл
Сообщения: чемпионат, нефть, женщина-адмирал, Диоген, планктон...
К дню военно-морского флота СССР: морской щит нашей родины
Корабли-памятники Дальнего Востока
Проблемы производства беспалубной мотолодки
100-летие парусного спорта в Саратове
Лахтинское общество парусного плавания яхт-клуб «Маяк»
Болгарские яхтсмены на Черном море
30 лет армоцементного яхтостроения
Первая армоцементная яхта в ЧССР
Улица кораблей (Street of Ships) в Нью-Йорке
Статистика малотоннажного флота США в 1974 году
Федерация любителей водного спорта в Евпатории
Отклики на статью «Что такое рыболовная лодка?»
Морское семейство Колин и Рози Свэйл
Сообщения: чемпионат, нефть, женщина-адмирал, Диоген, планктон...
ТЕКУЩАЯ СТАТЬЯ
На заводе «Конемуови» финской фирмы «Корпиваара»
СЛЕДУЮЩИЕ СТАТЬИ
Подвесной парус системы Катайнена на «Дельфине»
Отдых на воде и охрана окружающей среды
Многокорпусные яхты из армоцемента
Возобновилось серийное производство мотолодки «Ока-4»
Глиссирующий катер-лимузин «ЛМ4-87М»
Совещание НТО о пластмассовом судостроении
Катамаран для океанских гонок «Вранглер»
Сообщения: традиции, Нептун, колодец, древесина, танкер...
Почтовые марки посвященные водно-моторному спорту
Статистический обзор ответов на письма читателей
Водная станция «Прибой» в Кургане
Плавдачи-катамараны за рубежом
Симпозиум по проектированию парусных яхт
Сообщения: спасатели, крысы, царь-якорь, взрыв, реклама...
Деятельность НТО-76: проблемы «Малого флота»
Отдых на воде и охрана окружающей среды
Многокорпусные яхты из армоцемента
Возобновилось серийное производство мотолодки «Ока-4»
Глиссирующий катер-лимузин «ЛМ4-87М»
Совещание НТО о пластмассовом судостроении
Катамаран для океанских гонок «Вранглер»
Сообщения: традиции, Нептун, колодец, древесина, танкер...
Почтовые марки посвященные водно-моторному спорту
Статистический обзор ответов на письма читателей
Водная станция «Прибой» в Кургане
Плавдачи-катамараны за рубежом
Симпозиум по проектированию парусных яхт
Сообщения: спасатели, крысы, царь-якорь, взрыв, реклама...
Деятельность НТО-76: проблемы «Малого флота»
Ссылка на эту статью в различных форматах
HTMLTextBB Code
Комментарии к этой статье
Еще нет комментариев
Barque.ru © 2013 | Контакты | Карта сайта | Мобильная версия
Судостроение: Парусные суда Моторные суда Технологии Экранопланы
Моторы: Описание моторов Устройство моторов Самодельные моторы Тюнинг моторов Обслуживание моторов Дистанционное управление
Проекты: Парусные яхты Парусные катамараны Парусные тримараны Моторные лодки Катера Туристические суда Рыболовные суда Виндсерфинги и лыжи Прицепы и трейлеры Прочие проекты
Спорт: Новости спорта Парусные соревнования Водномоторный спорт Воднолыжный спорт Виндсерфинг Буерные соревнования Соревнования туристов
Консультации: Полезные устройства Полезные советы Улучшение судов Улучшение моторов Опыт эксплуатации Техника плавания Разбор аварий Рыболовам
Кругозор: Новые суда и устройства Интересные события Интересные факты Интервью Карты и маршруты Официальные данные Проблемы малого флота Яхт-клубы и стоянки Письма в редакцию
Истории: Путешествия Туристические походы Знаменитые корабли Военная страничка Литературная страничка История флота Прочие истории
Судостроение: Парусные суда Моторные суда Технологии Экранопланы
Моторы: Описание моторов Устройство моторов Самодельные моторы Тюнинг моторов Обслуживание моторов Дистанционное управление
Проекты: Парусные яхты Парусные катамараны Парусные тримараны Моторные лодки Катера Туристические суда Рыболовные суда Виндсерфинги и лыжи Прицепы и трейлеры Прочие проекты
Спорт: Новости спорта Парусные соревнования Водномоторный спорт Воднолыжный спорт Виндсерфинг Буерные соревнования Соревнования туристов
Консультации: Полезные устройства Полезные советы Улучшение судов Улучшение моторов Опыт эксплуатации Техника плавания Разбор аварий Рыболовам
Кругозор: Новые суда и устройства Интересные события Интересные факты Интервью Карты и маршруты Официальные данные Проблемы малого флота Яхт-клубы и стоянки Письма в редакцию
Истории: Путешествия Туристические походы Знаменитые корабли Военная страничка Литературная страничка История флота Прочие истории