
Виды и свойства пенопластов
Пенопластами называют газонаполненные пластмассы, т. е. синтетические полимерные материалы, которые представляют собой дисперсные системы типа "твердое тело — газ". В твердой дисперсионной среде такой системы распределены пузырьки газа—дисперсной фазы. Пенопласты содержат преимущественно замкнутые поры или ячейки; в этом их отличие от губчатых поропластов, содержащих преимущественно открытые, сообщающиеся поры.
Пенопласты условно делят на легкие (высоковспененные) с плотностью до 0.5 г/см3 и облегченные (частично вспененные, низковспененные, подвспененные) с плотностью 0.5—0.8 г/см3. Различают также эластичные, полужесткие и жесткие пенопласты.
Для нас представляют наибольший интерес легкие жесткие пенопласты.
В принципе, газонаполненные пластмассы могут быть получены из любых полимеров, но в судостроении наиболее широкое распространение получили поливинилхлоридные (например, ПХВ-1), полистирольные (ПС-1 и ПС-4), полиуретановые (ППУ-3с, ППУ-9Н) и фенолформальдегидные (ФК-20-А-20, ФС-7-2) пенопласты (табл. 1). Физико-механические характеристики легких пенопластов зависят не только от свойств исходного материала, но и от размеров и формы ячеек; это позволяет в ряде случаев регулировать характеристики пенопласта в процессе переработки его в изделия.

К пенопластам судостроительного назначения предъявляются следующие основные требования:
- достаточно высокий уровень технических характеристик;
- сравнительно низкое водопоглощение;
- достаточная адгезия поверхности пенопласта(плиточного или вспениваемого) к конструкционным материалам и клеям;
- стойкость к воздействию агрессивных сред (влаги, нефти, масла и т.п.);
- малая усадка, не приводящая к нарушению соединений пенопласта с материалами ограничивающих поверхностей;
- трудносгораемость и нетоксичность, допускающие применение пенопластов в обитаемых помещениях.
В судостроении пенопласты находят самое широкое применение. Разберем наиболее распространенные области их использования.
1. Заполнители трехслойных конструкций, например — панелей для изготовления легких переборок, выгородок, платформ, щитов, судовой мебели. Конструкции из таких панелей с наружными слоями из декоративного слоистого пластика не требуют установки тепло- и звукоизоляции, обрешетника, декоративной зашивки. К ним легко крепятся детали насыщения даже сравнительно большого веса. При небольшом весе таких деталей (5—15 кг) обычно используются самонарезающие винты,вворачиваемые непосредственно в пенопласт, который должен иметь плотность не менее 0,075 г/см3.
2. Блоки плавучести, размещаемые в корпусах судов малого водоизмещения для придания им дополнительной плавучести. Схожий характер имеет применение пенопластов при заполнении ими полостей — объемов, доступ в которые отсутствует или затруднен. Это могут быть внутренние объемы отдельных конструкций (например, рулей) или каких-либо закрытых отсеков. Заполнение их пенопластами (заливкой или вспениванием из твердых полуфабрикатов) предотвращает скапливание в таких полостях воды при образовании повреждений или отпотевании.

3. Конструкционный материал для изготовления досок для плавания, виндсерферов и т.п. При этом плиты пенопласта защищаются от внешних воздействий обформовкой их слоями стеклоткани.
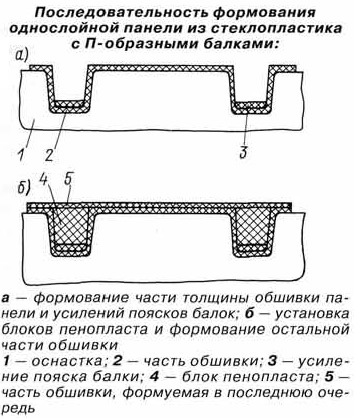
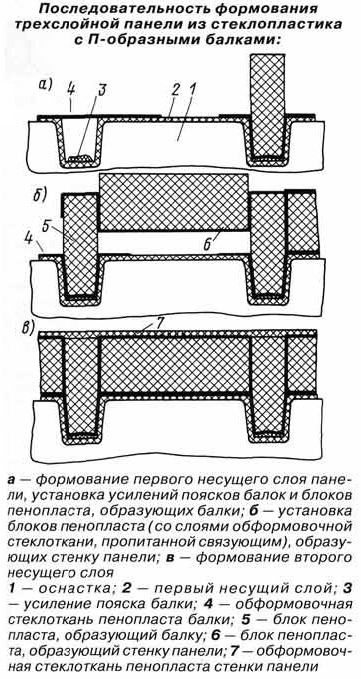
4. Заполнители при формовании П-образных ребер жесткости из композиционных материалов. Помимо формообразования ребер пенопласт обеспечивает конструкционную устойчивость их стенок и поясков.
5. Теплоизоляция в виде приклеиваемых плит либо наносимая напылением реакционноспособных смесей.
Трехслойные конструкции
Наряду с сотовыми заполнителями пенопласты широко применяются в конструкциях, состоящих из двух наружных (несущих) слоев сравнительно небольшой толщины, выполненных из прочного материала (металла, стеклопластика, слоистого пластика) и легкого заполнителя, роль которого заключается, главным образом, в сохранении заданного расстояния между наружными слоями и вовлечении их в совместную работу1.

Хабаровским филиалом ЦНИИ технологии судостроения и Ужгородским заводом до последнего времени выпускались панели с наружными слоями из слоистого пластика, легких сплавов или фанеры и вспенивающимся между ними пенополиуретаном (ППУ-3с) специально для изготовления переборок, выгородок и мебели. Изготовление указанных панелей регламентировалось ОСТ5.3025-82.
Феодосийским ПО "Море" в трехслойном оформлении выполняются корпуса спасательных шлюпок. Между двумя скорлупными оболочками из стеклопластика вспенивается заполнитель из пенополиуретана, который, отметим, одновременно придает конструкции и дополнительную плавучесть.
Сочетания материалов наружных слоев и заполнителя могут быть самыми разными. Например, при металлических наружных слоях целесообразно применение вспенивающихся пенопластов типа ФК-20-А-20. При наружных слоях из стеклопластика или слоистого пластика обычно применяют плиточные пенопласты типа ПХВ или ПС.
В трехслойном оформлении рационально выполнять надстройки и рубки, устанавливаемые как на стеклопластиковые, так и на металлические корпуса катеров и яхт. Большой опыт изготовления монолитных трехслойных надстроек из стеклопластика и пенопластов имеет ФПО "Море". Такое решение позволяет исключить установку подкрепляющего набора, теплоизоляции, а в ряде случаев — и декоративной зашивки помещений, что дает возможность значительно снизить массу, трудоемкость изготовления и стоимость конструкций.
Обработка плиточных пенопластов
Плиточные пенопласты (типа ПХВ и ПС) при изготовлении заготовок подвергаются резке, строганию, шерохованию поверхности, склейке. Все операции по механической их обработке производятся на обычном деревообрабатывающем оборудовании: ленточных и дисковых пилах (резка), рейсмусовых станках (подгонка по толщине и шерохование).
Основной операцией механической обработки является резка. От качества резки во многом зависят дальнейшие объемы работ по строганию и шерохованию, обеспечивающие требуемую толщину заготовок, а также подготовку поверхности под склеивание.
Получить высококачественную поверхность пенопласта, а также обеспечить требуемые допуски при разрезке плит по толщине при помощи ленточных или дисковых пил не представляется возможным. Зубцы пил даже при больших скоростях движения оставляют на поверхности пенопласта значительные дефекты в виде неровностей; толщина пластин оказывается неодинаковой. В дальнейшем для таких пластин приходится производить фуговочно-строгательную обработку. При малых толщинах нарезаемые пластины часто ломаются. Все это вызывает большие отходы пенопласта. Образующиеся опилки и пыль значительно снижают безопасность труда.
На специализированных предприятиях используют устройства для резки плит пенопласта по толщине при помощи металлических струн.
Чаще всего рабочим режущим органом служит раскаленная пропускаемым электротоком тонкая струна, натянутая на специальном держателе, причем осуществляется механическая или ручная подача струны либо плиты пенопласта. Недостатками указанного типа устройств являются: оплывание поверхности реза (глянцевость) с появлением наплывов, что зачастую требует последующей фуговально-строгательной обработки; выделение паров и дыма плавящегося пенопласта, а также опасность для работающих открытой раскаленной струны под напряжением.

Разработаны установки с использованием холодных струн. На специальном держателе вертикально натянуты 4—5 струн, что позволяет разрезать плиту одновременно на 5—6 пластин. При этом расстояния между струнами можно менять, чтобы получать пластины различной толщины. Держатель при помощи механического привода от электромотора совершает колебательные движения (вверх-вниз) со скоростью до 300 м/мин, а плита пенопласта подается на струны (механически или вручную) со скоростью 0.4—0.5 м/мин. Вследствие интенсивного трения происходит нагрев и размягчение пенопласта, струны свободно разрезают плиту. При этом нет ни опилок и пыли, ни паров и дыма. Поверхности реза ровные и шероховатые, что не требует их дальнейшей обработки.
Склеивание пенопластов
Информация об изображении
Последовательность изготовления монолитной стеклопластиковой трехслойной панели
Подготовка поверхностей материалов под склеивание включает в себя шерохование, очистку от пыли и грязи, обезжиривание. Заготовленные бруски и пластины пенопласта после механической обработки и контроля размеров рекомендуется для удаления пыли обдуть сжатым воздухом. Хранить их следует таким образом, чтобы на них не попадали грязь, влага, масла и т. п., тогда перед склеиванием не потребуется специальная подготовка поверхностей. Поверхности, к которым будет приклеиваться пенопласт, например, слои стеклопластика, подвергаются шерохованию при помощи ручных пневматических машинок типа ДМ-175 или вручную шлифовальными шкурками (на тканевой или бумажной основе) №40 или 32.
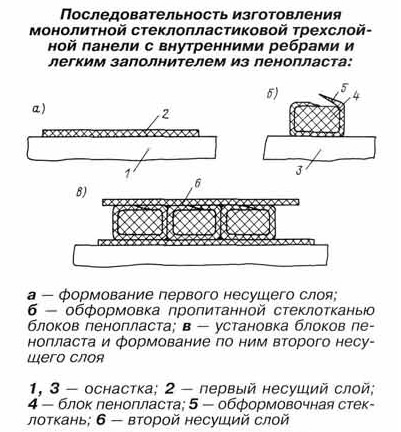
Последовательность изготовления монолитной стеклопластиковой трехслойной панели
Для обезжиривания поверхностей стеклопластика, слоистого пластика и металлов можно использовать бензин, ацетон, уайт-спирит.
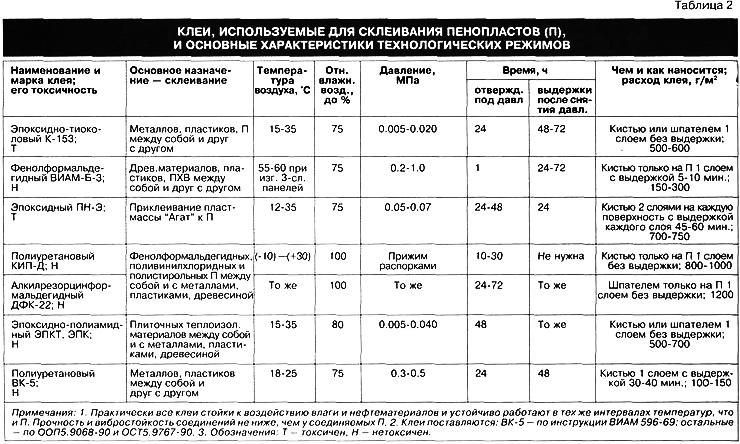
Технология приготовления и нанесения клеев (табл. 2) регламентируется ОСТ.9767-92 "Клеи для судостроения. Типовые технологические процессы приготовления и применения" и соответствующими инструкциями. Процесс склеивания, например, трехслойной панели включает в себя формирование панели и создание необходимых технологических условий для склеивания(давление, температура, выдержка под давлением).
Вспенивание пенопластов
Технологический процесс вспенивания, например, поставляемых в виде гранул и лент пенопластов типа ФК-20-А-20, включает следующие основные операции: подготовку форм (ограничительной оснастки); подготовку (зачистку, обезжиривание) наружных слоев или других образующих поверхностей; измельчение и дозирование полуфабрикатов пенопласта; равномерное (без пустот) заполнение формы полуфабрикатами и подготовка ее к термообработке; термообработку.
Режим термообработки зависит от размеров изготавливаемого изделия и требуемой плотности пенопласта и заключается в равномерном повышении температуры до 100—11СГС в течение 2—4 ч, выдержке при этой температуре в течение 1—3 ч и далнейшем повышении температуры до 150°С с выдержкой до 1—1.5 ч. Учитывая сравнительно высокую температуру термообработки, пенопласты типа ФК-20-А-20 применяют для вспенивания в объемах, образованных в основном металлическими поверхностями.
Технологический процесс вспенивания полиуретановых пенопластов (типа ППУ-3с) включает четыре этапа.
1. Подготовка форм. Это могут быть закрепленные в специальной оснастке наружные слои трехслойной панели или установленные одна в другой с определенным зазором две оболочки (например, наружный и внутренний корпуса лодки). Ограничивающие заполняемую полость поверхности должны быть подготовлены для обеспечения адгезии; зачищены, обезжирены, по возможности нагреты до температуры 4СГС.
2. Подготовка заливочной композиции, состоящей из двух реакционноспособных смесей. Первая включает; полиэфир рецептуры №3, трихлорэтилфосфат и активаторную смесь (катализатор, эмульгатор и воду). Вторая — представляет собой смесь ДУДЭГ 65/35, получаемую из изомера 2,4-толуилендиизоцианата (продукта 102Т) и диэтиленгликоля.
3. Подготовка заливочного устройства, оснащенного щелевыми насадками для раздачи реакционной композиции (от установки типа УЗП-2 приготовления композиции) по длине заливаемой формы.
4. Заливка реакционной смеси в форму. Заливка производится при температуре 20—25°С. Температуру первой смеси (полиэфир рецептуры №3 и др.) желательно выдерживать в пределах 27—28°С, второй смеси (ДУДЭГ 65/35) — около 40°С. Эти температуры определяют вязкость смесей, от которой зависит качество их смешения и качество получаемого пенопласта. Время выдержки изделия в оснастке не более одного часа.
В отдельных случаях необходима герметизация форм, так как для получения "пенопласта более высокой плотности (0.15—0.20 г/см3) необходимо в процессе вспенивания создавать давление порядка 0.2—0.3 МПа. Учитывая, что реакция вспенивания сопровождается некоторым повышением температуры, рекомендуется (для уравнивания температур) поверхности форм со стороны заливочной композиции в момент заливки нагревать до температуры 40°С. Пенопласт приобретает необходимые свойства в течение 20—25 мин.
Защита пенопласта
Хотя большинство пенопластов обладают достаточной стойкостью против воздействия агрессивных сред, рекомендуется по возможности защищать их от непосредственного контакта с водой, кислотами, растворителями, нефтесмазочными материалами.
Наиболее простой и эффективный способ защиты — наформовка на поверхность пенопласта одного-двух слоев стеклоткани, пропитанной эпоксидным связующим; может быть применено и простое нанесение на поверхность пенопласта слоя эпоксидного связующего.
Для пенопластов, которые не требуется приклеивать к каким-либо ограничивающим поверхностям, может быть использован другой способ — укладка (или вспенивание) материала в запаянных полиэтиленовых мешках. Одновременно такая защита позволяет повысить стойкость пенопласта к ударным нагрузкам и (при кратковременном воздействии — не более 0.5 мин) — к повышенным температурам (до 200°С).
От редакции
Судостроителям-любителям будет, очевидно, полезно ознакомиться и с прежними публикациями об опыте применения пенопласта в "домашних условиях". Напомним, что в №98 рассказывалось о постройке из этого материала 6-метровой байдарки, в №93 — 3.3-метрового тузика-каноэ, в №92 — 3.9-метрового разборного швертбота, в №90 — двух минимотолодок, в №86 — парусной доски. Различные варианты использования пенопластов рассматривались также и ранее: в №70, №68, №64, №59, №55, №17. В частности, давались советы по использованию обычного столярного инструмента — ножовки, рашпиля, рубанка (направляя его железку под углом 45° к направлению строжки) и изготовлению "терки" — закрепленной на рукоятке слегка выпуклой пластины из миллиметровой стали с грубо пробитыми отверстиями.
Примечания
1. См. также нашу статью "Азбука судостроения: трехслойные конструкции" в "КиЯ" №144.