
Совершенно очевидно, что в указанной области более перспективны относительно малопрочные, но зато и менее дорогие материалы, позволяющие внедрить механизированные процессы изготовления корпусов при максимальном упрощении конструкции. Такими материалами, применение которых способно внести свежую струю в мелкое судостроение, являются термопластики, т. е. пластмассы (нейлон, полиэтилен и др.), обладающие способностью деформироваться под давлением при повышенной темпера туре.
Некоторые из термопластичных синтетических материалов уже освоены промышленностью для выпуска изделий широкого потребления и удовлетворяют всем требованиям: пригодны для массового изготовления сравнительно крупногабаритных изделий, легко свариваются при соединении нагретых кромок, дешевы, ударопрочны, водостойки, обладают низким удельным весом и вполне достаточной прочностью.
Таков, например, хорошо известный полиэтилен, впервые синтезированный лет тридцать назад и с тех лор получивший исключительно широкое распространение. Полиэтилен плавает в воде; удельный вес его (0,92—0,96) чуть пи не вдвое меньше, чем стеклопластика. Ударная вязкость ниже, чем у того же стеклопластика, раза в полтора, а предел прочности при растяжении — раз в 10, но для самых малых судов, испытывающих лишь незначительные внешние усилия и имеющих заведомо слишком толстый и прочный корпус, это не очень существенно. Зато очень важно, что этот термопластический материал, размягчающийся уже при температуре около 120° легко сваривается, режется и перерабатывается в изделия чуть ли не всеми известными методами — вакуумным прессованием, экструзией (выдавливанием), литьем, горячим напылением и т. п.
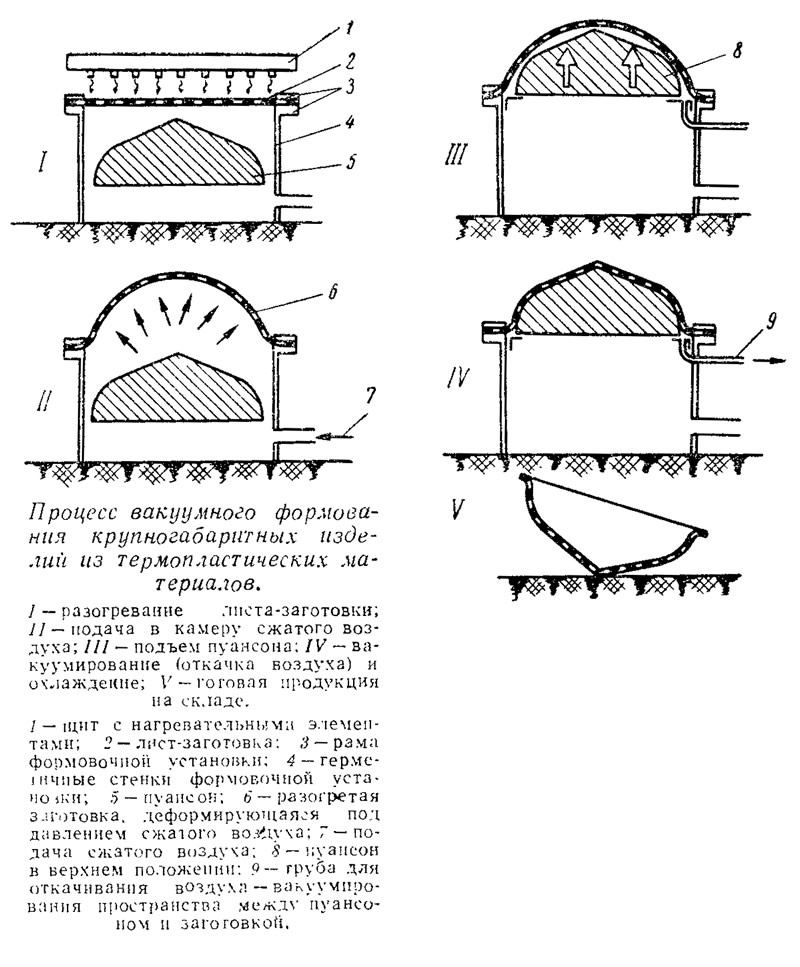
Рассмотрим принципиальный, типичный при использовании термопластов технологический процесс вакуумного прессования — изготовления крупногабаритных деталей любой сложной формы.
- 1. Заготовку — лист термопластика зажимают кромками в раме формовочной установки. Над листом устанавливают нагревательный щит, составленный из нескольких сот отдельно регулируемых нагревательных ячеек. Такая система позволяет разогревать заготовку не всю равномерно, а выборочно, т. е. больше там, где форма сложнее и требуется большая вытяжка материала. Включается нагрев, степень которого тщательно контролируется.
- 2. Снизу подают сжатый воздух. Так как заготовка уже размягчилась от нагревания, она легко выгибается вверх.
- 3. В образовавшуюся полость поднимается пуансон, определяющий форму будущего изделия. Кромки пуансона герметично соединяются с рамой, перекрывая доступ воздуха снизу.
- 4. Из пространства между пуансоном и заготовкой откачивают воздух. Под действием атмосферного, а иногда и избыточного давления термопластик плотно обжимает пуансон и по мере охлаждения (нагрев снимается) затвердевает.
Полный цикл изготовления детали удается проводить за 4—5 минут; таким образом одна установка может выпускать 12—14 готовых оболочек в час при полном исключении ручного труда. Добавим, что изделия из термопластика не нуждаются б окраске; детали и целые узлы легко соединяются сваркой с нагревом горячим воздухом.
Из термопластиков уже выпускаются малые суда самого различного ht-.значения и вида — мотолодки традиционного типа, гребные и парусные прогулочные лодки, корпуса маленьких катамаранов, челны-каноэ, плавающие пляжные «лежаки», «доски» со смотровым окном для рассматривания дна и т. д. и т. п.

На Лондонской выставке мелкого судостроения в «Эрлс Корт» в 1968 г. демонстрировались суда нескольких типов, изготовленные из термопластиков. Их было мало, а отношение к ним посетителей несколько напоминало то, что имело когда-то место в отношении стеклопластиков, однако можно утверждать, что новыми материалами уже заинтересовались многие зарубежные фирмы.
В Англии для изготовления корпусов чаще других используется термопластик ABS (акрилонитрил — бутадиен — стирол). Из этого материала уже в течение нескольких лет рассмотренным методом вакуумного формования изготовляются лодки нескольких типов под общим названием «Дюрафлот». Они имеют типичную для лодок рассматриваемого класса трехслойную конструкцию; наружный и внутренний корпуса сварены в районе планширя, объем между ними заполнен вспененным на месте пенополиуретаном, что обеспечивает непотопляемость.
Длина наибольшей лодки семейства «Дюрафлот» — типа «Санспот Сейлер» — 4,2 м. Эта лодка, спроектированная Колином Мьюди, может ходить под мотором, веслами и парусами; выпускается она фирмой «Клирекс Продакт». Толщина внешней обшивки — 2,5 мм, внутренней — 2,3 мм, а общая толщина конструкции изменяется от 25 до 75 мм.
Средняя по своим размерам «Дюрафлот-10» длиной 3,1 м весит всего 36 кг и также является универсальной прогулочной лодкой, эксплуатируемой под парусами, веслами и мотором. Самая маленькая лодка — тузик «Дюрафлот Динги» имеет длину 2,28 м.
Конструктор, обосновывая выбор материала, отмечал простоту технологического процесса при его использовании, высокое сопротивление истиранию, богатую цветовую шкалу. Производство развернуто довольно широко; за один 1968 г. было экспортировано в страны Европы около 2000 таких лодочек.
Из того же материала ABS изготовляется имеющая еще большие размеры байдарка-одиночка «W14», напоминающая каяки эскимосов, Она выпускается компанией «Роквордин каноинг». Длина байдарки 4,28 м при ширине 0,64 м. Вес 18,2 кг.
Нижняя секция корпусе, также собираемого из двух частей — нижней и верхней (палубы) для повышения жесткости сделана гофрированной. Обводы несколько отличаются от стандартных: чтобы упростить формование оконечностей, обычно очень острые ватерлинии у штевней приполнены. Авторы проекта считают это изменение даже полезным при ходе на волнении. Байдарка заслужила хорошие отзывы и применяется для водного слалома и туризма как новичками, так и опытными спортсменами.
Аналогичным образом формуются и корпуса из жесткого полиэтилена. Многие ленинградцы, например, имели возможность познакомиться с несколькими лодками из жесткого полиэтилена на выставках «Химия Великобритании» (фирма «Ай-Си-Ай») и на «Инрыбпром-68».
Приводим фото небольшой мотолодки, выпускавшейся еще лет восемь назад норвежской фирмой «Бакелитфабрикен AS» (Осло) из полиэтилена «алкатин» фирмы «Ай-Си-Ай». Как видим, классические формы корпуса воспроизведены здесь полностью, хотя, очевидно, с точки зрения производства выгоднее было несколько модернизировать их.
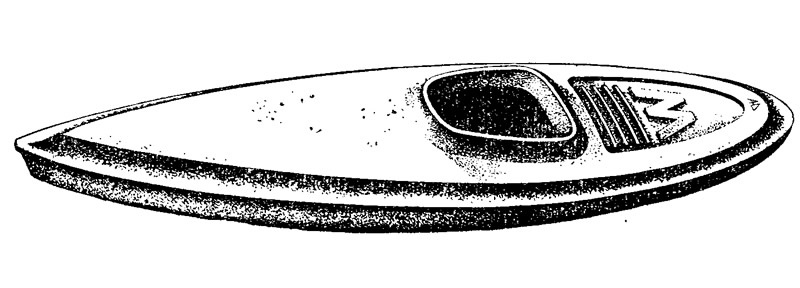
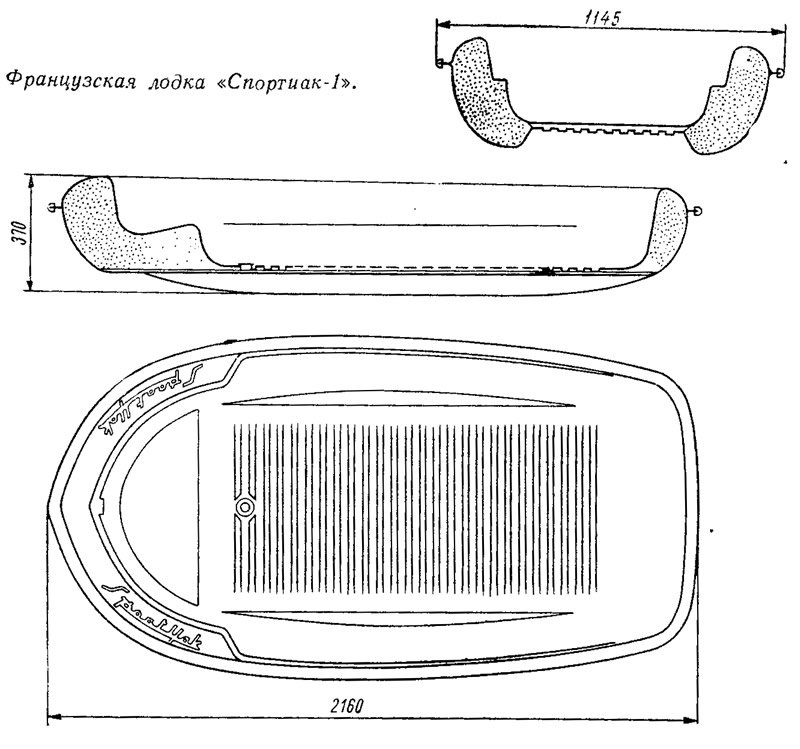
Французы на выставке «Инрыбпром-68» показали две модели очень популярных в Европе лодок типа «Спортиак», о которых уже упоминалось в предыдущей статье. Добавим, что только лодочек типа «Спортиак-1» выпущено около 50000.
Отметим, что формование полиэтилена несколько сложнее, чем ABS, так как необходима большая температура прогрева. На практике это приводит к тому, что заготовку нагревают с обеих сторон. Существенный недостаток жесткого полиэтилена — хрупкость при отрицательной температуре (в чем один из зарубежных комментаторов убедился, катаясь на полиэтиленовой лодке с гор зимой) в данном случае особого значения не имеет.