Уже несколько лет наша группа любителей виндсерфинга занимается самостоятельной постройкой снарядов для этого вида спорта.
Мы сделали и опробовали несколько конструкций: с фанерной обшивкой и набором из пенопласта или дерева; цельный пенопластовый корпус, оклеенный стеклотканью; корпус, формованный из стеклопластика с силовым набором, и стеклопластиковый корпус сэндвичевой конструкции.
По нашему мнению, корпус, изготовленный из жесткого конструкционного пенопласта ПС-1 (400 кг/м3) и оклеенный стеклотканью, получается слишком тяжелым. Для уменьшения веса часть пенопласта приходится выбирать, создавая внутренние полости; однако при эксплуатации серфера вследствие фильтрации воды через микропоры и конденсации влаги эти полости наполняются водой, вес виндсерфера увеличивается намного, он утрачивает свои ходовые качества. Например, один из корпусов (пенопласт ПС-4, оклеенный 3—5 слоями стеклоткани), имевший первоначальный вес 20 кг, за месяц набирал воды на 15—20 кг.
Фанерные корпуса также не свободны от этого недостатка, поэтому при использовании фанеры рекомендуется обратить особое внимание на качество водостойкого покрытия внутренних поверхностей и сделать надежно закрываемые отверстия для удаления воды и вентиляции внутренних полостей.
Если необходимо изготовить несколько одинаковых корпусов (10—15 штук и более), то лучше всего применить стеклопластик.
Расскажем об опыте изготовления серии корпусов сэндвичевой конструкции. Оболочка формовалась из стеклоткани на эпоксидном связующем, причем мы старались выдерживать отношение веса армирующего материала к весу связующего равным 1:1.
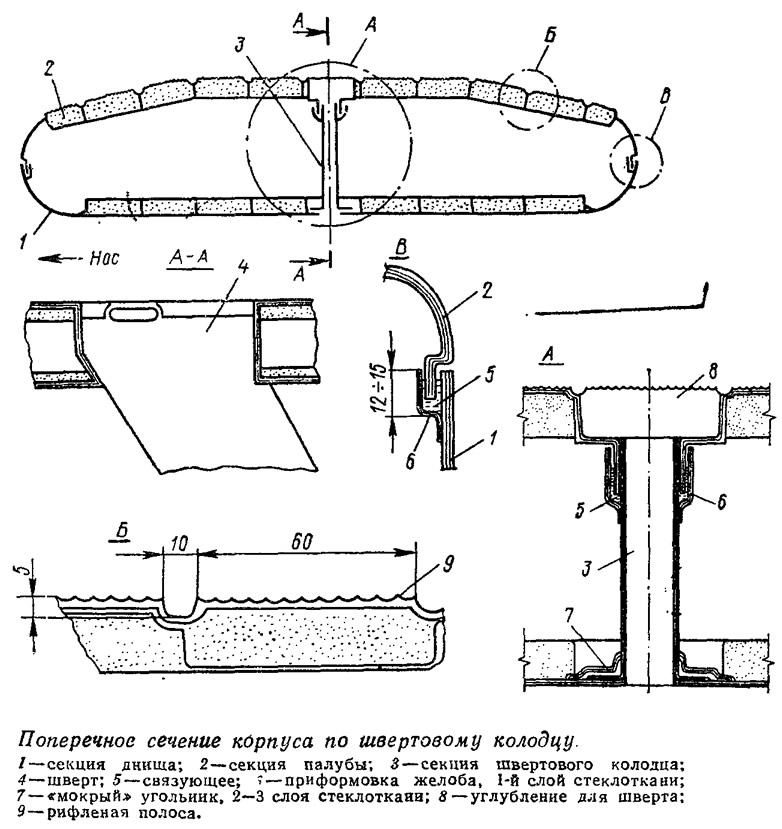
Конструкция и технология изготовления обеих частей — палубы и днища, формуемых в отдельных матрицах, одинаковы, за исключением того, что по кромке палубы формуется высадка для соединения секций, а ее поверхность выполняется гофрированной.
Глубина гофра 4—5 мм, ширина 10—12 мм. Гофры располагаются на расстоянии 60 мм один от другого почти по всей длине корпуса (они не доходят до носовой оконечности на 500—700 мм и в корме заканчиваются в районе установки плавника). Для формовки гофров на деревянном болване, по которому изготовлялась матрица, были закреплены продольные полосы из оргстекла шириной 60 мм с зазорами между ними 10—12 мм. Мы использовали оргстекло толщиной 4 мм с ребристой декоративной поверхностью, широко применяемое для осветительной арматуры. Для облегчения съема с формы матрицы, а затем и отформованных оболочек с матрицы, боковые грани полос были состроганы под углом. На готовой палубе не только получаются продольные гофры, но и отпечатывается ребристая структура поверхности оргстекла. Благодаря этому палуба становится нескользящей.
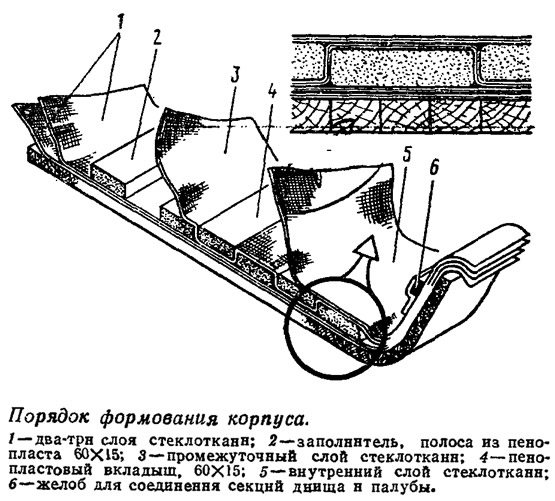
При формовании оболочки сначала на поверхность матрицы наносился окрашенный декоративный слой, а после его частичной полимеризации укладывались два или три (в зависимости от типа материала) слоя стеклоткани. Затем сразу же укладывались на ребро продольные полосы заполнителя — пенопластовые рейки 60X15 мм. Рейки ставились через одну, т. е. с промежутками, равными толщине рейки. Поверх получившейся «гребенки» укладывался армирующий слой пропитанной связующим стеклоткани (лучше всего использовать более плотную ткань), который плотно обжимался вокруг каждой из выставленных пенопластовых реек. Сразу же, по «сырой» ткани, в промежутки между рейками вкладывались остальные такие же пенопластовые рейки и окончательно «сэндвич» закрывался горизонтальным слоем тонкой стеклоткани.
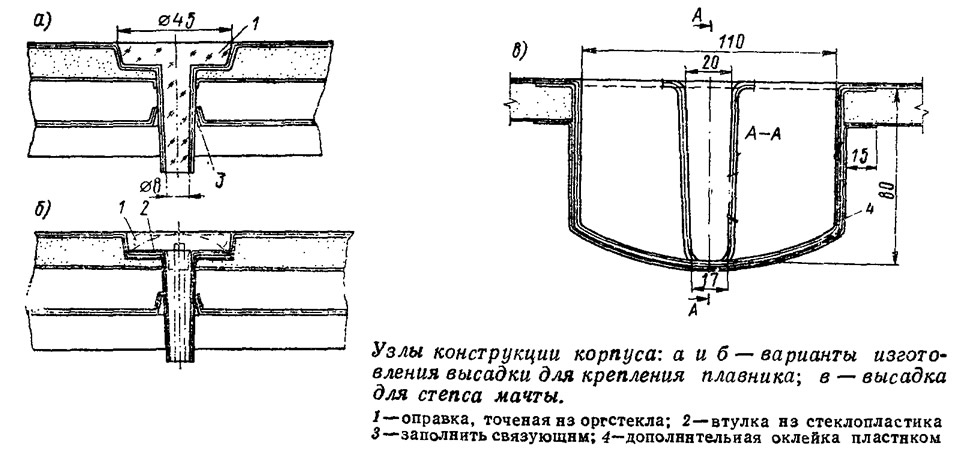
Степс мачты и посадочное место под плавник выклеиваются одновременно с палубой и днищем на оправках из оргстекла. Эти элементы следует усилить двумя-тремя дополнительными слоями стеклоткани. Оправки крепятся к матрице на винтах; это дает возможность в зависимости от индивидуальных требований спортсмена изменять положение степса и плавника в пределах, оговоренных правилами обмера. Степс, вклеенный в «сэндвич», держится очень надежно благодаря довольно значительной площади, на которую распределяется нагрузка от мачты.
При разработке конструкции узла крепления плавника мы старались обеспечить его надежность без использования металлических закладных деталей с резьбой. В связи с малой контактной поверхностью такие детали, как правило, быстро расшатываются в пластике, резьба забивается песком или срезаются первые ее витки, так как винты приходится вворачивать вслепую. Мы остановились на следующем варианте. На палубе формуется ниша («А» на эскизе) с конической втулкой. В нише размещается круглая гайка крепления плавника, втулка необходима для нарезного штифта плавника. На днище формуется гнездо под плавник и прилив «Б». Оправки из оргстекла легко удаляются, если их поверхность отполировать и предусмотреть соответствующие формовочные уклоны. Герметизация стыка между втулкой и приливом плавника производится после окончательной сборки оболочек «днищем вверх». Полость «В» заполняется мелко нарезанными стеклонитями (длиной 10—12 мм), а затем заливается эпоксидной смолой. После затвердевания смолы конец втулки срезается заподлицо.
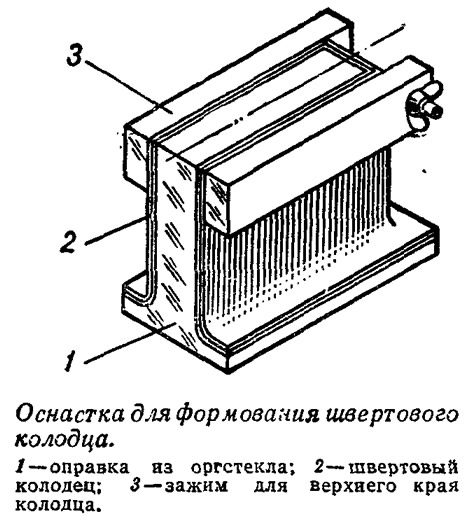
Конструкция швертового колодца обеспечивает простоту сборки обеих частей корпуса и создание дополнительных ребер жесткости в районе нахождения спортсмена. Спереди колодец имеет скос для уменьшения зазора между передней стенкой колодца и швертом и, следовательно, для уменьшения источника возмущения потока воды. Верхняя часть швертового колодца формуется вместе с палубой, нижняя часть — в отдельной оснастке, состоящей из оправки с фланцами, благодаря которым оформляются фланцы на верхней кромке колодца. Сопрягаемые поверхности колодца получаются гладкими и позволяют устанавливать колодец на днище без подгонки.
Нижняя часть колодца приформовывается к днищу двумя-тремя слоями стеклоткани, на верхней части выполняется замок для «мокрой» сборки. Как вариант возможна выклейка нижней части швертового колодца за одно целое с днищем, но нам кажется, что из-за возможных неточностей при соединении днища и палубы могут возникнуть дополнительные напряжения в районе швертового колодца.
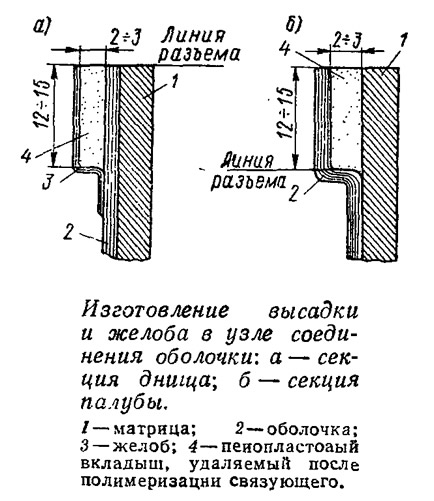
При изготовлении палубы отформовывается высадка по периметру для соединения обеих частей оболочки. Для этого к матрице выше линии разъема подклеивается полоска пенопласта 3X10. С внутренней стороны оболочки днища по всему периметру борта подклеивается такая же полоска пенопласта 3Х10, которая служит оформителем для «ванночки» соединения. Верхняя кромка этой полоски должна совпадать с линией разъема, а «ванночка» образуется одним слоем из ленты стеклоткани. В процессе подготовки к склеиванию деталей оболочки пенопласт из «ванночки» удаляется, желобок заполняется связующим, и обе части оболочки стягиваются при помощи резинового бинта.
Корпус виндсерфера, построенный этим способом, получается прочным и жестким; не требуется подгонять по месту детали внутреннего набора. Вес корпуса стандартных размеров равен 18—20 кг.
Шверты мы также выклеивали в матрицах из двух половин по технологии, описанной в сборнике №68 в статье Н. Ф. Макарова «Стеклопластиковые прогулочные лыжи». После укладки трех слоев стеклоткани каждая из половин шверта заполняется пенопластом, излишек материала срезается горячей струной. Края ткани подворачиваются внутрь на 15—20 мм, между двумя половинами укладывается слой стеклоткани, затем матрица соединяется. Шверты из стеклопластика получаются достаточно прочными и долговечными и немного легче деревянных.
Мачты мы изготавливали двумя способами: делали их пустотелыми деревянными с оклейкой стеклотканью и чисто стеклопластиковыми. Мачты из пластика формовались на дорне — дюралевой трубке из четырех частей, соединяемых на резьбовых муфтах. На поверхность дорна кистью или губкой наносили слой парафина толщиной 1—2 мм. Стеклоткань наворачивали на дорн до толщины 1,5 мм на концах мачты и 2,5 мм в районе крепления гика. Поверх стеклоткани туго наматывали для получения глянцевой поверхности полиэтиленовую пленку, а для уплотнения структуры пластика — резиновый бинт. Мачта снималась с дорна в ванне с горячей водой (в качестве ванны использовался швеллер соответствующих размеров).
Стеклопластиковые мачты получаются достаточно прочными и гибкими, вес их 2—2,6 кг.

- Главная
- Проекты
- Виндсерфинги и лыжи
- 1978 год
- Опыт самостоятельной постройки виндсерферов
Подкатегории раздела
Парусные яхты
Парусные катамараны
Парусные тримараны
Моторные лодки
Катера
Туристические суда
Рыболовные суда
Виндсерфинги и лыжи
Прицепы и трейлеры
Прочие проекты
Поделитесь информацией
Похожие статьи
Опыт самостоятельной постройки стальной яхты
Наш опыт проектирования и постройки катамаранов
Опыт постройки и эксплуатации стальных тримаранов
Опыт постройки пластмассовых мотолодок типа «морские сани»
Опыт любительской постройки морских саней Уффа Фокса
Швертбот для самостоятельной постройки Мотылек
Гидрокарт «Пигмей» для самостоятельной постройки
Чертежи катамарана «Торнадо» для самостоятельной постройки
Обзор мини-яхт самостоятельной постройки
Опыт постройки подвесного паруса
Быть или не быть соревнованиям на судах самостоятельной постройки?
Пять проектов минимотолодок самостоятельной постройки
Опыт постройки парусно-моторной яхты «Тиша»
Требования к судам самостоятельной постройки
Наш опыт проектирования и постройки катамаранов
Опыт постройки и эксплуатации стальных тримаранов
Опыт постройки пластмассовых мотолодок типа «морские сани»
Опыт любительской постройки морских саней Уффа Фокса
Швертбот для самостоятельной постройки Мотылек
Гидрокарт «Пигмей» для самостоятельной постройки
Чертежи катамарана «Торнадо» для самостоятельной постройки
Обзор мини-яхт самостоятельной постройки
Опыт постройки подвесного паруса
Быть или не быть соревнованиям на судах самостоятельной постройки?
Пять проектов минимотолодок самостоятельной постройки
Опыт постройки парусно-моторной яхты «Тиша»
Требования к судам самостоятельной постройки
Опыт самостоятельной постройки виндсерферов
Год: 1978. Номер журнала «Катера и Яхты»: 76 (Все статьи)
ПРЕДЫДУЩИЕ СТАТЬИ
Крейсерская яхта «Спаниелек» из углепластика
Комфортабельный водометный каютный катер «RZ-8»
Комфортабельные моторные катамараны раскрывают свои возможности
Быстроходный трехместный прогулочный катамаран «Радуга-39к»
Лодка, палатка и кровать из дюралевой раскладушки
Новые надувные байдарки типа «Ласточка»
Четыре быстроходных судна: «Кадет», «Арго», «Жемчуг» и «Ветер»
Яхта «четвертьтонник»-монотип типа «Конрад-24»
Прогулочно-туристская мини-яхта «Каравелла»
Глиссирующая мотолодка из легкого сплава «Крым-3»
Комфортабельная и мореходная мотолодка «Москва-2»
Проекты малых прогулочно-туристских судов премированных на конкурсе НТО
Парусно-моторный разборный катамаран «Кит»
Мореходный каютный катер «Экспресс-крейсер»
Конструкции зимних виндсерферов
Комфортабельный водометный каютный катер «RZ-8»
Комфортабельные моторные катамараны раскрывают свои возможности
Быстроходный трехместный прогулочный катамаран «Радуга-39к»
Лодка, палатка и кровать из дюралевой раскладушки
Новые надувные байдарки типа «Ласточка»
Четыре быстроходных судна: «Кадет», «Арго», «Жемчуг» и «Ветер»
Яхта «четвертьтонник»-монотип типа «Конрад-24»
Прогулочно-туристская мини-яхта «Каравелла»
Глиссирующая мотолодка из легкого сплава «Крым-3»
Комфортабельная и мореходная мотолодка «Москва-2»
Проекты малых прогулочно-туристских судов премированных на конкурсе НТО
Парусно-моторный разборный катамаран «Кит»
Мореходный каютный катер «Экспресс-крейсер»
Конструкции зимних виндсерферов
ТЕКУЩАЯ СТАТЬЯ
Опыт самостоятельной постройки виндсерферов
СЛЕДУЮЩИЕ СТАТЬИ
Универсальная лодка — секционное каноэ из стеклопластика
Фанерная лодка по типу «джонбота»
Разборная мини лодка «Малютка-2»
Крейсерский катамаран со стаксельным вооружением
Палубная моторная лодка Дэвида Бича
Прогулочно-туристский швертбот «Трепанг»
Мини мотолодка картоп с обводами Уффа Фокса
Небольшая лодка картоп из семи деталей
Стеклопластиковая каютная мотолодка-тримаран «Ладога-2»
Проекты парусных судов, представленные на конкурс НТО 1978 г.
Катер для семейных путешествий «Морж»
Закрытая каюта на лодке «Прогресс-2»
Каютное судно из мотолодки «Казанка-2М»
Парусный тримаран «Байда»
Финская яхта класса 3/4 тонник «Финнфайя-33»
Фанерная лодка по типу «джонбота»
Разборная мини лодка «Малютка-2»
Крейсерский катамаран со стаксельным вооружением
Палубная моторная лодка Дэвида Бича
Прогулочно-туристский швертбот «Трепанг»
Мини мотолодка картоп с обводами Уффа Фокса
Небольшая лодка картоп из семи деталей
Стеклопластиковая каютная мотолодка-тримаран «Ладога-2»
Проекты парусных судов, представленные на конкурс НТО 1978 г.
Катер для семейных путешествий «Морж»
Закрытая каюта на лодке «Прогресс-2»
Каютное судно из мотолодки «Казанка-2М»
Парусный тримаран «Байда»
Финская яхта класса 3/4 тонник «Финнфайя-33»
Ссылка на эту статью в различных форматах
HTMLTextBB Code
Комментарии к этой статье
Еще нет комментариев
Barque.ru © 2013 | Контакты | Карта сайта | Мобильная версия
Судостроение: Парусные суда Моторные суда Технологии Экранопланы
Моторы: Описание моторов Устройство моторов Самодельные моторы Тюнинг моторов Обслуживание моторов Дистанционное управление
Проекты: Парусные яхты Парусные катамараны Парусные тримараны Моторные лодки Катера Туристические суда Рыболовные суда Виндсерфинги и лыжи Прицепы и трейлеры Прочие проекты
Спорт: Новости спорта Парусные соревнования Водномоторный спорт Воднолыжный спорт Виндсерфинг Буерные соревнования Соревнования туристов
Консультации: Полезные устройства Полезные советы Улучшение судов Улучшение моторов Опыт эксплуатации Техника плавания Разбор аварий Рыболовам
Кругозор: Новые суда и устройства Интересные события Интересные факты Интервью Карты и маршруты Официальные данные Проблемы малого флота Яхт-клубы и стоянки Письма в редакцию
Истории: Путешествия Туристические походы Знаменитые корабли Военная страничка Литературная страничка История флота Прочие истории
Судостроение: Парусные суда Моторные суда Технологии Экранопланы
Моторы: Описание моторов Устройство моторов Самодельные моторы Тюнинг моторов Обслуживание моторов Дистанционное управление
Проекты: Парусные яхты Парусные катамараны Парусные тримараны Моторные лодки Катера Туристические суда Рыболовные суда Виндсерфинги и лыжи Прицепы и трейлеры Прочие проекты
Спорт: Новости спорта Парусные соревнования Водномоторный спорт Воднолыжный спорт Виндсерфинг Буерные соревнования Соревнования туристов
Консультации: Полезные устройства Полезные советы Улучшение судов Улучшение моторов Опыт эксплуатации Техника плавания Разбор аварий Рыболовам
Кругозор: Новые суда и устройства Интересные события Интересные факты Интервью Карты и маршруты Официальные данные Проблемы малого флота Яхт-клубы и стоянки Письма в редакцию
Истории: Путешествия Туристические походы Знаменитые корабли Военная страничка Литературная страничка История флота Прочие истории