Швеция, несмотря на февраль, встретила нас бесснежьем и зелеными полями. Погода как бы напоминала, что не за горами лето и пора уже подумать, как проводить отпуск и летний досуг.
Мы прибыли на Международную выставку «Катера и яхты» в Гетеборге. В Европе проводится ежегодно пятнадцать таких выставок зимой и весной и две осенью, крупнейшие из них в Париже и Лондоне. Кроме того, семь выставок функционируют с января по апрель в США и Канаде.
Каждому, желающему купить в новом сезоне лодку, катер или яхту, фирмы предлагают на таких выставках полный ассортимент своей продукции. Не забыты и оборудование для малых судов, материалы для их ремонта. Выставки позволяют выявить тенденции спроса, решить, «а какой тип судна следует ориентировать производство на ближайший год. Подчас уже на выставке фирмы заключают договоры на всю годовую программу. Тут же можно проследить за конкурентами, ознакомиться с новыми материалами.
Гетеборг в эти дни живет выставкой. Ежедневно к 10.00 утра тысячи людей устремляются в крупнейший городской выставочный зал «Свенскамэссанс», где 324 фирмы демонстрируют свою продукцию. Наиболее типичный посетитель — это молодые семьи с малышами. Катер, плавдачу или яхту такая семья осматривает обстоятельно, примеряясь к диванам, рундукам, шкафчикам. Дети, облазив судно, усаживаются за штурвал.
В Гетеборге демонстрировали свою продукцию фирмы 15 стран. Естественно, впереди была Швеция — 194 фирмы, вслед за ней шли Норвегия — 36 фирм и Великобритания — 33. Тринадцать фирм представляли США двенадцать — ФРГ, десять — Финляндию, девять — Данию, четыре — Японию. По три фирмы было от Франции и Италии, по две от Австралии и Голландии и по одной от Польши, Новой Зеландии и Западного Берлина. Кроме фирм, выпускающих лодки, яхты и катера, в экспозиции приняли участие все ведущие моторостроительные фирмы: «Меркури», «Эвинруд», «Джонсон», «Кресчент», «Архимедес», «Карнити», «Кениг», «Хонда», «Ямаха», «Цундап», «Вольво-Пента» и другие.
95% всех выставленных судов было выполнено из стеклопластика методами контактного формования и напыления. Встречались и единичные экземпляры композитных конструкций из шпона или дерева, защищенного слоем напыленного стеклопластика. Можно было увидеть гребные лодки из полиэтилена или полистирола, а также суспензионного полистирола, защищенного слоем напыленного стеклопластика. Была и одна плавдача из легкого сплава сварной конструкции.
Экспонируемые суда можно было разбить на несколько характерных типов.
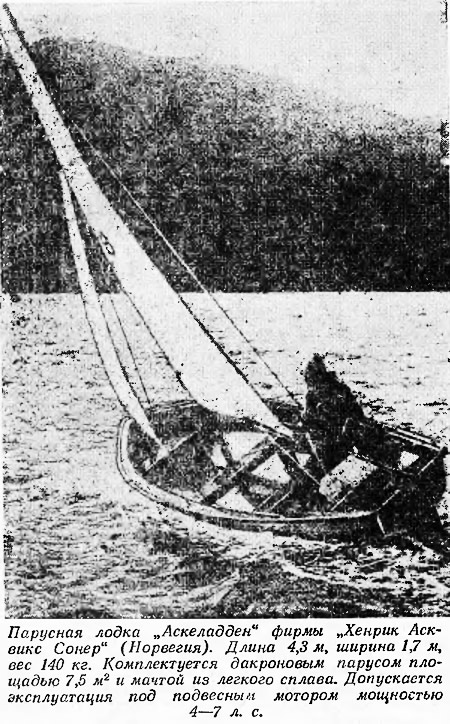
1. Гребные лодки длиной 2,5—4,3 м и пассажировместимостью от двух до пяти человек, рассчитанные также на эксплуатацию с подвесными моторами мощностью 3,5—5 л. с. Общим для них является небольшое отношение длины корпуса к его ширине. Зачастую такие лодки выпускаются и в варианте, предназначенном для плавания под парусом; в этом случае они оборудуются колодцем для выдвижного шверта. Преобладают четырехместные лодки длиной 4,2—4,3 м, шириной 1, 65—1,7 м и весом 130—135 кг.
2. Мотолодки длиной 4,2—4,3 м и пассажировместимостью четыре человека, рассчитанные на подвесные моторы мощностью от 12 до 40 л. с. (оптимальными считаются моторы мощностью 25—30 л. с.). Мотолодки этого типа выполняются совсем открытыми или с запалубленной носовой оконечностью и ветровым стеклом.
3. Мотолодки длиной 4,9—5,2 м и пассажировместимостью четыре-пять человек, рассчитанные на подвесные моторы мощностью 40—80 л. с. (оптимальный вариант — 50 л. с.). Для мотолодок этого типа характерна открытая с кормы рубка и раскладывающиеся сиденья.
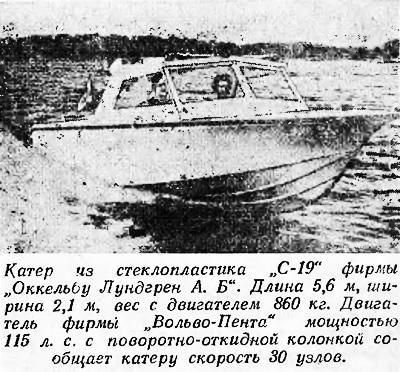
4. Быстроходные катера длиной 5,0—6,5 м с бензиновыми или дизельными двигателями мощностью 65—170 л. с. (оптимальный вариант 100—120 л. с.) в сочетании с поворотно-откидными колонками. Эти суда имеют развитую рубку, оборудованную диванами и шкафами. Катера длиной до 5,2 м выполняются в том же корпусе, что и мотолодки предыдущего типа.
5. Быстроходные катера длиной от 6,5 м, имеющие ту же компоновку, что и катера предыдущего типа, но значительно более комфортабельные, вмещающие от одного до трех салонов и санузел. Для таких катеров характерна установка двух двигателей мощностью до 220 л. с. с поворотно-откидными колонками.
6. Водоизмещающие катера длиной 6,0—7,0 м, аналогичные катерам предыдущего типа, но с экономичным дизелем мощностью до 16,5 л. с.
7. Катера длиной 4,3—5,2 М, рассчитанные на переходный режим, под дизели мощностью от 5 до 25 л. с.
Теоретические чертежи всего диапазона типоразмеров моделей одной фирмы, как правило, идентичны. Кроме «глубокого V», широко применяются компромиссные обводы с большой килеватостью днища в районе ДП, уменьшающейся к скулам. Килевая часть шпангоутов нередко выполняется скругленной.
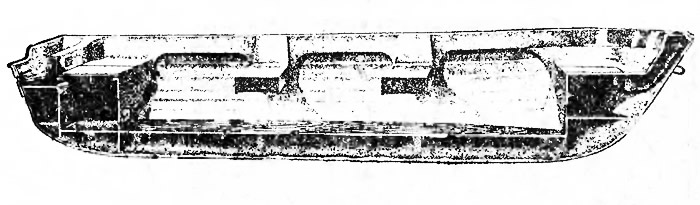
Применение стационарного двигателя в сочетании с поворотно-откидной колонкой дает неоспоримые преимущества при планировке катеров. Двигатель обычно хорошо уравновешен, имеет сравнительно небольшой вес, поэтому он закрепляется «а транце болтами вместе с поворотно-откидной колонкой, безо всякого фундамента и размещается, как правило, под кормовым диваном. Применение шумопоглощающих материалов для изоляции капотов делает работу двигателя почти неслышной.
Типовые конструкции корпусов (в основном, как мы упоминали, из стеклопластика) характеризуются прежде всего отсутствием набора. Роль его играют продольные реданы или зиги, выполненные как имитация кромок поясьев в клинкерной обшивке. Иногда в качестве деталей набора служат подкрепления сидений или сланей, основы рундуков и т. п.
Палубы, как правило, имеют трехслойную конструкцию с заполнителем из листового вспененного полиуретана или поливинилхлорида.
Все наружные части корпуса пигментированы и имеют декоративный слой толщиной 0,4—1,0 мм.
Корпус соединяется с палубой на заклепках и клею; место соединения закрывается пластиковым профилем, который одновременно служит привальным брусом.
Транцы толщиной 30—55 мм усиливаются фанерой, обклеенной стеклопластиком.
На небольших лодках палуба, банки и планширь обычно отформованы как одно целое.
Детали судового оборудования и снабжения изготавливаются из сплавов цветных металлов, а многие дельные вещи — из пластмассы.
Ветровые стекла (в основном датской фирмы «Н. С. Бьерк») — гнутые, из прочной эластичной пленки толщиной 2 мм, окантованные профилем из легкого сплава, или плоские, из ударопрочного оргстекла. Выпускается до 10 типоразмеров стекол, т. е. практически для лодки любого размера.
На судах всех типов широко применяется рулевое дистанционное управление фирмы «Телефлакс Свенска АВ» с силовым тросом в боуденовской оболочке Дистанционное управление газом и реверсом поставляется моторостроительными фирмами.
Фирма «Рольф Суфлетер» (Гетеборг) представила на выставке тенты из хлопчатобумажной ярко-синей ткани с водоотталкивающей пропиткой, которые устанавливаются при помощи складных дуг и оттяжек. Для крепления тентов и чехлов применяются поворотные защелки с овальными люверсами.
Кроме выставки, мы посетили верфи двух местных фирм. Первая из них — «Ерьепродуктер» находится в городе Мариештаде в 180 км от Гетеборга. Весь персонал состоит из 25 человек, включая директора, мастера и секретаря-счетовода. Фирма выпускает в год 200 катеров «Нимбус-26» и 300 лодок «Топпен».
Корпуса изготавливаются методом напыления: на матрицу наносится с помощью сжатого воздуха рубленое стекловолокно в смеси с полиэфирной смолой. Корпус формуют в разъемной (по ДП) матрице черного цвета (для лучшего контроля качества). Не дожидаясь полимеризации, соединяют обе половинки матрицы и напыляют килевой участок. Корпус находится в матрице 48 часов при температуре 18—20°С. Интересно, что помещения не оборудованы специальной вентиляцией, и нужная температура поддерживается с помощью калориферов. Для контроля толщины напыленного слоя в стекложгут вводят одну красную нить и подсчитывают число ее перекрестий, для чего корпус просвечивают сильным источником света. Толщина днища — 10 мм, бортов и транца — 8 мм. До снятия корпуса с матрицы в него приформовывают набор. Заполнитель палубы — листовой полиуретан толщиной около 15 мм.
Корпус с матрицы снимается крайне просто: тельфером за заранее заформованный рым подрывают носовую часть, поднимают корпус, из-под него на тележках выкатывают матрицу и устанавливают корпус на кильблоки.
Интересно, что обнаружить разделительный слой на матрице после снятия изделия не удается — вероятно, он испаряется в процессе формования. Корпус имеет декоративный слой (фирма предлагает несколько цветов на выбор) толщиной до 1 мм. В качестве декоративной добавки применяется паста «Желекоте», содержащая 1% отвердителя «Бутанокс»; внутри корпуса наносится пигментная паста «Топекоте». На этом производстве используются смолы и пигментные пасты норвежской фирмы «Альф Бьерске». После съема 10—12 корпусов матрица полируется. Одна матрица используется до двухсот раз. У снятого корпуса место стыковки разделывается алмазным абразивом и потом зашпаклевывается той же пигментной пастой.
На верфи полностью отсутствует станочный парк — каждая деталь поставляется обработанной, вплоть до деревянной бобышки с заранее высверленными отверстиями. Весь инструмент рабочего состоит из дрели, тисков и отвертки. Широко применяются клейкая лента и уплотнительные пасты и замазки, наносимые шприцами. На этих пастах предварительно (до крепежа) устанавливают на корпус все металлические детали. Соединение палубы с корпусом закрывают пластиковым профилем, который размягчается горячим воздухом или водой.
Готовые суда хранятся на улице: большие катера — под брезентовыми чехлами, лодки — в полиэтиленовых мешках.
Фирма «Оккельбу Лундгрен А. Б.» расположена в поселке Оккельбу, в районе города Евле, километрах в 280 на север от Стокгольма. Предприятие построено в 1966 г. и имеет площадь 1000 м2. Занято на нем 48 человек, которые в год производят 800 мотолодок и катеров семи типов. По объему производства фирма занимает третье место в Шведском объединении производителей прогулочных судов, насчитывающем 13 фирм. 60% ее продукции идет на экспорт.
Здесь строят суда по собственным проектам. Проект катера разрабатывается конструктором-дизайнером с учетом оборудования и комплектации, которые имеются в каталогах и альбомах.
Рекомендации по гидродинамике обводов верфь получает от института в Гетеборге. Почти все модели, а они укладываются в ряд 14, 17, 19, 21, 24 фута, имеют идентичные обводы.
Очень большое внимание шведы уделяют качеству оснастки. Работы по изготовлению матрицы длятся 5—6 месяцев и стоят 300000 шведских крон. Сначала из высокосортного сухого леса изготавливается «болвану, который шпаклюется и полируется. Затем по нему делается матрица (обязательно черного цвета), тоже полируется и упрочняется металлическим каркасом.
Помещение выклейки корпусов на верфи «Оккельбу» оборудовано подвесными потолочными рельсами, по которым вручную перемещается оснастка (изменение направления движения матрицы осуществляется поворотными стрелками). Матрица, закрепленная на двух штангах, может вращаться вокруг продольной оси, что позволяет формовать корпус в наиболее удобном нижнем положении.
Фирма применяет контактный метод формования. Вентиляция помещений отсутствует, но, благодаря хорошему качеству смол, производство безвредно.
Смола наносится флейцами и валиковыми кистями, стеклоткань прикатывается ребристыми роликами. Смола полимеризуется за 45 минут, корпус выдерживается в матрице 1,5—2 часа. Следующая операция — заформовка закладных деталей. Затем корпус окрашивают изнутри пигментными пастами (наружный декоративный слой наносится на матрицу в начале формовки).
На снятом с матрицы корпусе срезается облой и устанавливается палуба. Соединение выполняется специальными заклепками и закрывается профилем — привальным брусом. Для полной полимеризации стеклопластика корпус в течение 10—12 часов выдерживается в камере и затем насыщается оборудованием.
Организация производства на шведских верфях, а также материалы выставки представляют несомненный интерес для отечественных предприятий, специализирующихся на выпуске малых судов для народного потребления. В связи с этим хочется еще раз высказать мнение о целесообразности организации подобных выставок в СССР с привлечением к участию в них стран — членов Совета экономической взаимопомощи, а впоследствии и других государств.

- Главная
- Кругозор
- Интересные события
- 1971 год
- Международная выставка катеров и яхт в Гетеборге
Подкатегории раздела
Новые суда и устройства
Интересные события
Интересные факты
Интервью
Карты и маршруты
Официальные данные
Проблемы малого флота
Яхт-клубы и стоянки
Письма в редакцию
Поделитесь информацией
Похожие статьи
XX международная выставка катеров и яхт «Вене-83» в Финляндии
30-я международная выставка катеров и яхт “Vene-99
Международная выставка катеров и яхт «Hanseboot-99» в Гамбурге
43-я международная выставка катеров и яхт в Генуе
Московская Международная выставка «Лодки, катера и яхты» 2000
Международная выставка «Инрыбпром-68» в Ленинграде
Выставка лодок и катеров в Хельсинки «Вене-77»
Международная специализированная выставка «Спорт-78»
45-я выставка катеров и яхт «Hanseboot 2004»
Европейская выставка катеров и яхт в Дюссельдорфе в 2005 году
Вторая Международная выставка «Week end 98» в Ростове-на-Дону
12-я международная выставка «Транссиб-2002»
Международная выставка по судоходству «Нева-2005»
Седьмая московская выставка «Лодки, катера и яхты» в 2001 году
30-я международная выставка катеров и яхт “Vene-99
Международная выставка катеров и яхт «Hanseboot-99» в Гамбурге
43-я международная выставка катеров и яхт в Генуе
Московская Международная выставка «Лодки, катера и яхты» 2000
Международная выставка «Инрыбпром-68» в Ленинграде
Выставка лодок и катеров в Хельсинки «Вене-77»
Международная специализированная выставка «Спорт-78»
45-я выставка катеров и яхт «Hanseboot 2004»
Европейская выставка катеров и яхт в Дюссельдорфе в 2005 году
Вторая Международная выставка «Week end 98» в Ростове-на-Дону
12-я международная выставка «Транссиб-2002»
Международная выставка по судоходству «Нева-2005»
Седьмая московская выставка «Лодки, катера и яхты» в 2001 году
Международная выставка катеров и яхт в Гетеборге
Год: 1971. Номер журнала «Катера и Яхты»: 33 (Все статьи)





ПРЕДЫДУЩИЕ СТАТЬИ
На повестке дня — правила технического надзора
Таллинской верфи исполняется двадцать пять лет
Норвежский пластмассовый катер «Фьордлинг-17»
Складная яхта «Мева» — это интересно!
Поддержка трехточечных схем корпусов спортивных судов
Интересные события из старых журналов
Студенческий яхт-клуб на Каме
Мнение владельцев прогулочных судов о постановлении СМ СССР
Промышленность выпускает полезные мелочи для судовладельцев
Катер на гидролыжах «Аквариус» для больших волн
Быстроходный глиссирующий паром «Си Трак»
Стоянка для прогулочных катеров открылась в Майами
Интересный маршрут для байдарочников по Южной Карелии
Положения о водно-спортивном флаге в Ярославле и Ленинграде
Освоение промышленностью производства новых лодок и катеров
Таллинской верфи исполняется двадцать пять лет
Норвежский пластмассовый катер «Фьордлинг-17»
Складная яхта «Мева» — это интересно!
Поддержка трехточечных схем корпусов спортивных судов
Интересные события из старых журналов
Студенческий яхт-клуб на Каме
Мнение владельцев прогулочных судов о постановлении СМ СССР
Промышленность выпускает полезные мелочи для судовладельцев
Катер на гидролыжах «Аквариус» для больших волн
Быстроходный глиссирующий паром «Си Трак»
Стоянка для прогулочных катеров открылась в Майами
Интересный маршрут для байдарочников по Южной Карелии
Положения о водно-спортивном флаге в Ярославле и Ленинграде
Освоение промышленностью производства новых лодок и катеров
ТЕКУЩАЯ СТАТЬЯ
Международная выставка катеров и яхт в Гетеборге
СЛЕДУЮЩИЕ СТАТЬИ
Совещание на Ржевском моторном заводе Минавтопрома
Завтрашний день ленинградских лодочных причалов
Летающая тарелка на воздушной подушке Герберта Бартлета
Прогулочные катера-палатки «Бертрам-24» и «Cecca ST-550»
Клуб действующих паровых катеров
Киевский крейсерский яхт-клуб
Развитие крупносерийного производства лодок и катеров
Производимые в 1972 году моторные лодки
Выставка «Пластмассы в судостроении» объединения «Ритм»
Серийное производство судна «Лоцман» а США
Фанерный мини-траулер «Роза ветров»
Маршрут для водно-моторников: Калинин — Селигер
Интервью с генеральным директором НПО «Ритм» В. Мещеряковым
Перспективы применения стеклопластика для изготовления лодок
Пластмассовые суда для рыбоперерабатывающей базы «Восток»
Завтрашний день ленинградских лодочных причалов
Летающая тарелка на воздушной подушке Герберта Бартлета
Прогулочные катера-палатки «Бертрам-24» и «Cecca ST-550»
Клуб действующих паровых катеров
Киевский крейсерский яхт-клуб
Развитие крупносерийного производства лодок и катеров
Производимые в 1972 году моторные лодки
Выставка «Пластмассы в судостроении» объединения «Ритм»
Серийное производство судна «Лоцман» а США
Фанерный мини-траулер «Роза ветров»
Маршрут для водно-моторников: Калинин — Селигер
Интервью с генеральным директором НПО «Ритм» В. Мещеряковым
Перспективы применения стеклопластика для изготовления лодок
Пластмассовые суда для рыбоперерабатывающей базы «Восток»
Ссылка на эту статью в различных форматах
HTMLTextBB Code
Комментарии к этой статье
Еще нет комментариев
Barque.ru © 2013 | Контакты | Карта сайта | Мобильная версия
Судостроение: Парусные суда Моторные суда Технологии Экранопланы
Моторы: Описание моторов Устройство моторов Самодельные моторы Тюнинг моторов Обслуживание моторов Дистанционное управление
Проекты: Парусные яхты Парусные катамараны Парусные тримараны Моторные лодки Катера Туристические суда Рыболовные суда Виндсерфинги и лыжи Прицепы и трейлеры Прочие проекты
Спорт: Новости спорта Парусные соревнования Водномоторный спорт Воднолыжный спорт Виндсерфинг Буерные соревнования Соревнования туристов
Консультации: Полезные устройства Полезные советы Улучшение судов Улучшение моторов Опыт эксплуатации Техника плавания Разбор аварий Рыболовам
Кругозор: Новые суда и устройства Интересные события Интересные факты Интервью Карты и маршруты Официальные данные Проблемы малого флота Яхт-клубы и стоянки Письма в редакцию
Истории: Путешествия Туристические походы Знаменитые корабли Военная страничка Литературная страничка История флота Прочие истории
Судостроение: Парусные суда Моторные суда Технологии Экранопланы
Моторы: Описание моторов Устройство моторов Самодельные моторы Тюнинг моторов Обслуживание моторов Дистанционное управление
Проекты: Парусные яхты Парусные катамараны Парусные тримараны Моторные лодки Катера Туристические суда Рыболовные суда Виндсерфинги и лыжи Прицепы и трейлеры Прочие проекты
Спорт: Новости спорта Парусные соревнования Водномоторный спорт Воднолыжный спорт Виндсерфинг Буерные соревнования Соревнования туристов
Консультации: Полезные устройства Полезные советы Улучшение судов Улучшение моторов Опыт эксплуатации Техника плавания Разбор аварий Рыболовам
Кругозор: Новые суда и устройства Интересные события Интересные факты Интервью Карты и маршруты Официальные данные Проблемы малого флота Яхт-клубы и стоянки Письма в редакцию
Истории: Путешествия Туристические походы Знаменитые корабли Военная страничка Литературная страничка История флота Прочие истории