
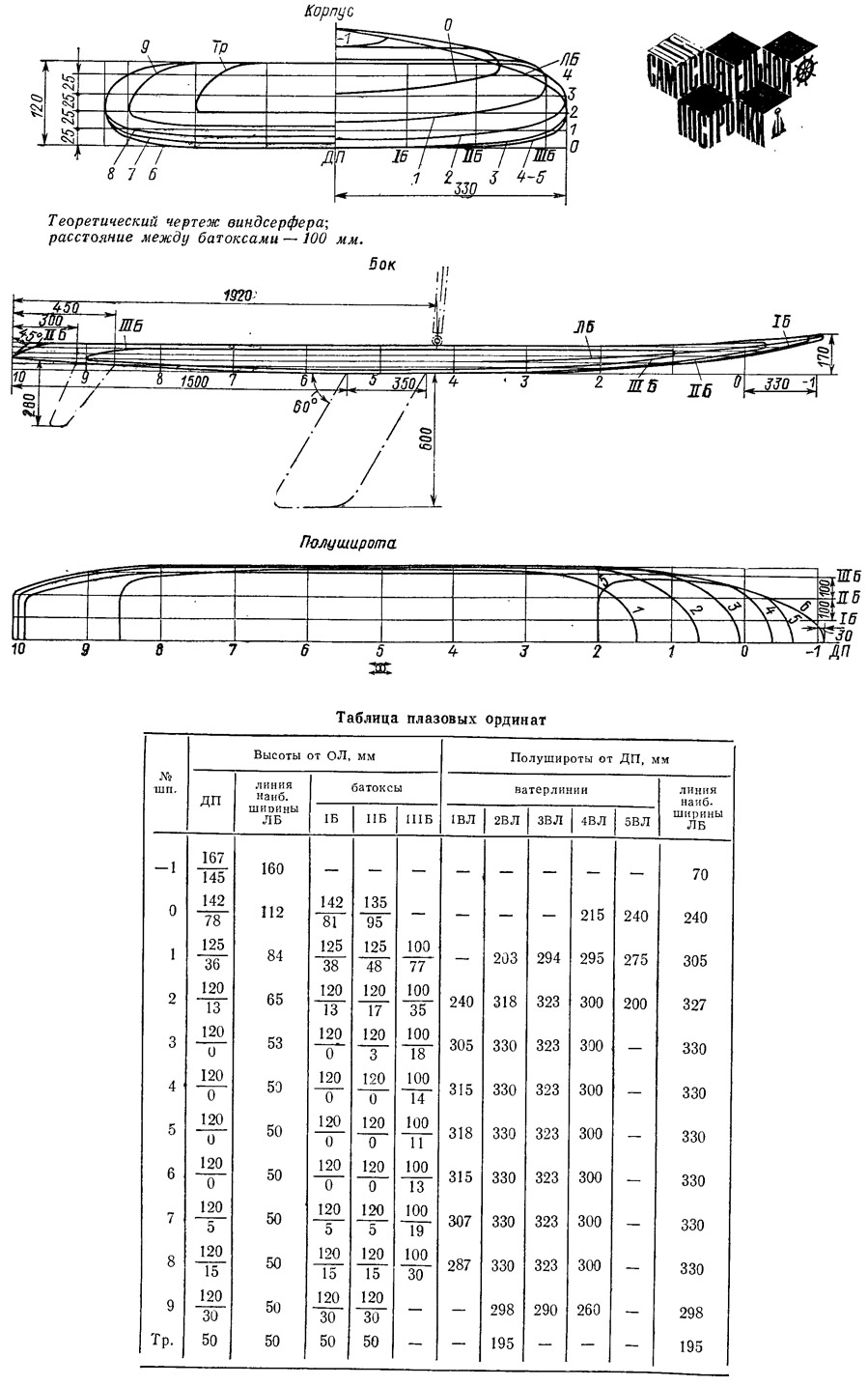
По теоретическому чертежу был изготовлен деревянный рейчатый пуансон, оклеенный перкалем на клее АК.-20. Пуансон был зашпаклеван, выкрашен нитроцеллюлозными эмалями и отполирован. Затем с пуансона были сняты две стеклопластиковые формы-матрицы — одна с днищевой части, вторая — с палубы. При формовании нижней и верхней матриц был применен разделительный слой на основе поливинилового спирта. В качестве разделительного слоя можно применить любой другой состав, например, восковую пасту для полов.
На пуансон нанесли декоративный слой, состоящий из полиэфирной смолы, наполнителя (тальк, аэросил А-500) и пигмента темного цвета (темный цвет удобнее для контроля состояния матрицы). Декоративному слою дали частично полимеризоваться, после чего на него укладывали слои стеклоткани, пропитывая их связующим на основе полиэфирной смолы. На первые слои следует пустить тонкую ткань или стеклосетку, последующие слои можно набирать любыми другими тканями, например, стеклорогожей. Толщина матрицы должна быть 10—15 мм. Затем обе матрицы подкрепляются набором из фанеры, который приформовывается с помощью полос стеклоткани.
В изготовленных матрицах формуются оболочки. Для окрашивания их можно наносить тонкий декоративный слой1. Толщина оболочек должна быть 1,5 мм, для чего достаточно уложить в матрицы 3 слоя стеклоткани АСТТ(б)С2-О.
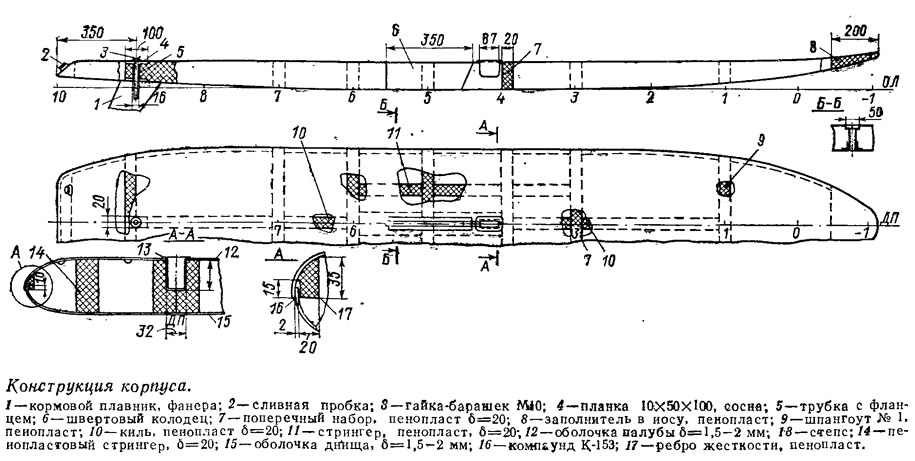
Изнутри оболочки подкрепляются набором, изготовленным из пенопласта марки ПХВ толщиной 20 мм. Набор также обеспечивает запас плавучести в случае потери водонепроницаемости оболочек. Места установки набора указаны на конструктивном чертеже. На транце устанавливается пробка для слива воды и вентиляции. В наборе необходимо проделать отверстия для протока воды к пробке.
Степс и швертовый колодец изготовлены из стеклоткани. Пуансоны для их формования изготавливались из оргстекла, что обеспечивает лег-, кий съем и глянцевую поверхность. Швертовый колодец приформован к днищу тремя слоями ткани. После установки набора на все соприкасающиеся с палубой поверхности наносится смола, корпус покрывается палубой. После этого поплавок обматывается резиновым бинтом. Степс вклеивается в собранный поплавок.
После полимеризации с поверхности корпуса излишки смолы снимаются. Вес корпуса зависит от качества изготовления и колеблется от 15 до 17 кг.
Примечания
1. Рецептура применяемого связующего и технология формования описываются во 2-м издании книги «15 проектов судов для любительской постройки», Л., «Судостроение», 1975 г.